5764497
Beschreibung
Mindmap von leonardo sousa, aktualisiert more than 1 year ago
|
|
Erstellt von leonardo sousa
vor mehr als 8 Jahre
|
|
PROCESSOS DE
SOLDAGEM
- SOLDAGEM ELÉTRICA COM ELETRODO REVESTIDO
- Vantagens
Anmerkungen:
- Aproveita-se como fonte de calor no processo de soldagem por arco, com o fim de fundir os metais nos pontos a serem unidos, de maneira que, uma vez fluídos, formem logo uma massa única.
- Desvantagens
Anmerkungen:
- Provoca irradiação de raios luminosos, ultravioletas e infravermelhos, os quais produzem transtornos orgânicos.
- Precaução
Anmerkungen:
- Deve-se evitar expor-se aos raios sem equipamento de segurança devido à influência dos mesmos sobre o organismo já que causam as seguintes afecções: a) Luminosos b) Infravermelhos: Queimaduras na pele. c)Ultravioletas: Queimaduras da pele e dos olhos
- Equipamentos e acessórios de soldas
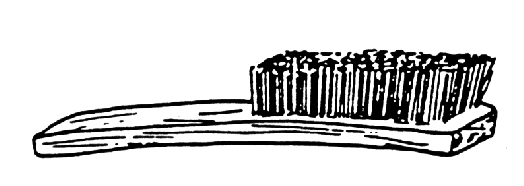
- ACESSÓRIOS PARA LIMPEZA ESCOVA DE AÇO E PICADEIRA:
Anmerkungen:
- São ferramentas adequadas para a limpeza das peças antes e depois de soldar. Se estudam em conjunto embora tenham características diferentes.
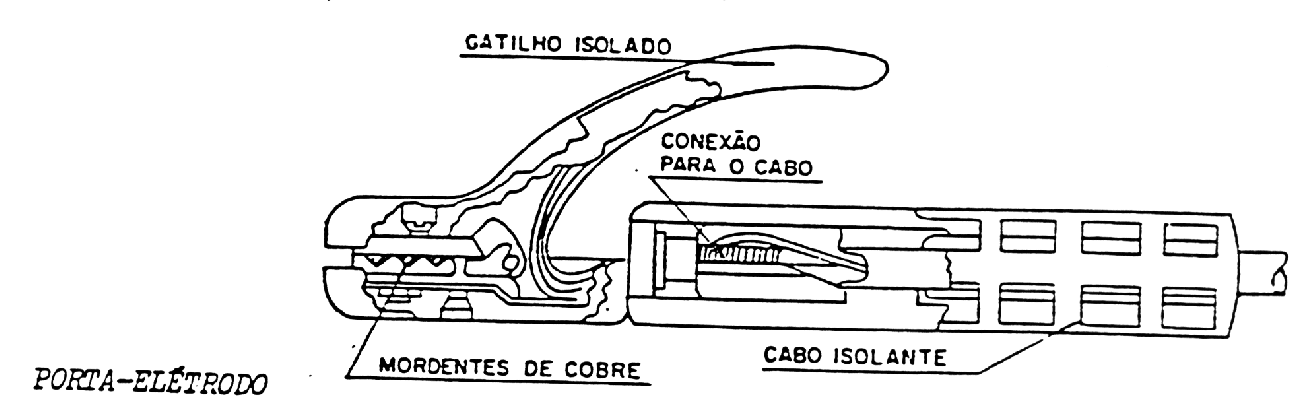
- PORTA ELETRODO E CONEXÃO A MASSA
Anmerkungen:
- O porta-eletrodo está constituído por um cabo oco de fibra, o qual permite um rápido esfriamento; as ranhuras possibilitam fácil manipulação, já que se amoldam perfeitamente na mão; o gatilho isolado com fibra, é para abrir as mandíbulas e substituir (pressionando o gatilho para baixo) o eletrodo que está fixado por elas. As duas mandíbulas são de aço e têm em seus extremos, mordentes de cobre que asseguram boa passagem da corrente, ao mesmo tempo as mandíbulas estão protegidas, pela parte posterior com um material isolante para evitar contatos com a peça.
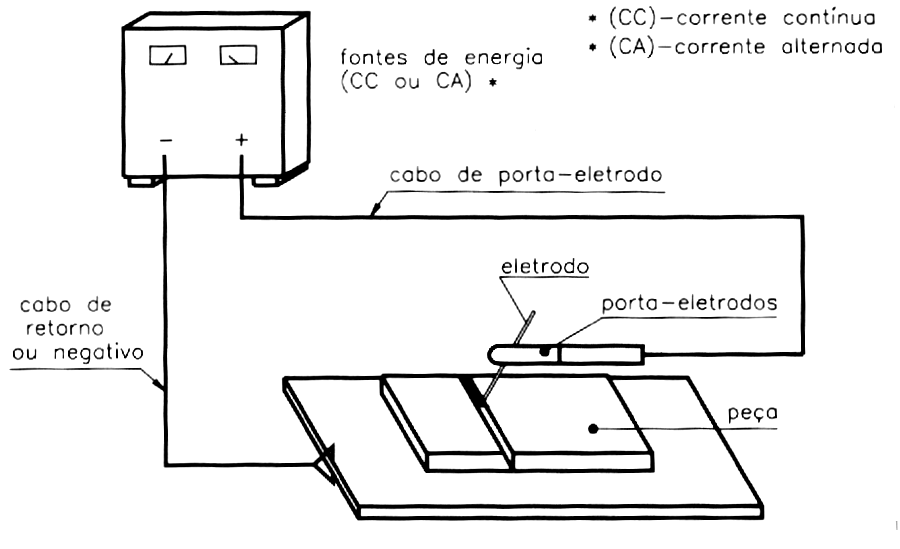
- MÁQUINA DE SOLDA
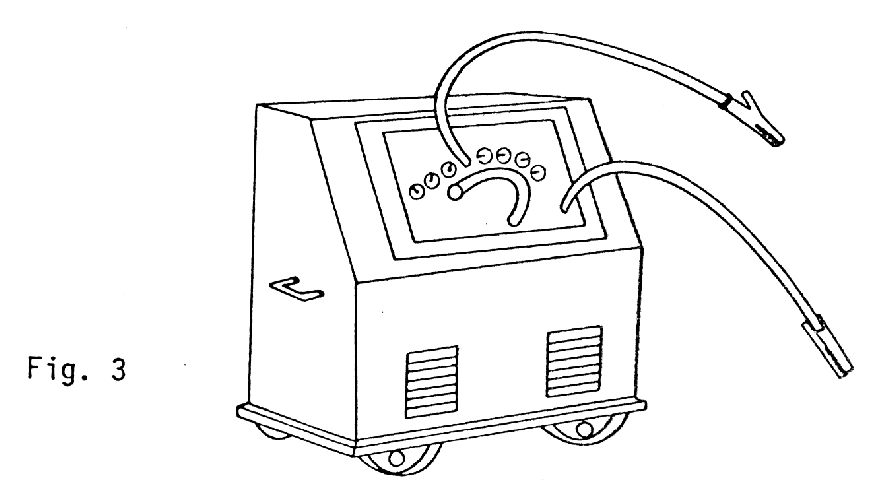
Anmerkungen:
- Aparelho elétrico que transforma a corrente alternada, baixando a tensão da rede de alimentação a uma tensão e intensidade adequada para soldar. Esta corrente alternada de baixa tensão (65 a 75 volts no vácuo) e de intensidade regular, permite obter a fonte de calor necessária para a soldagem.
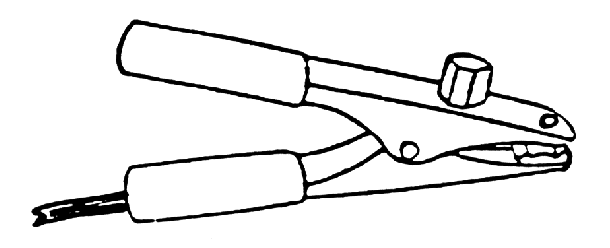
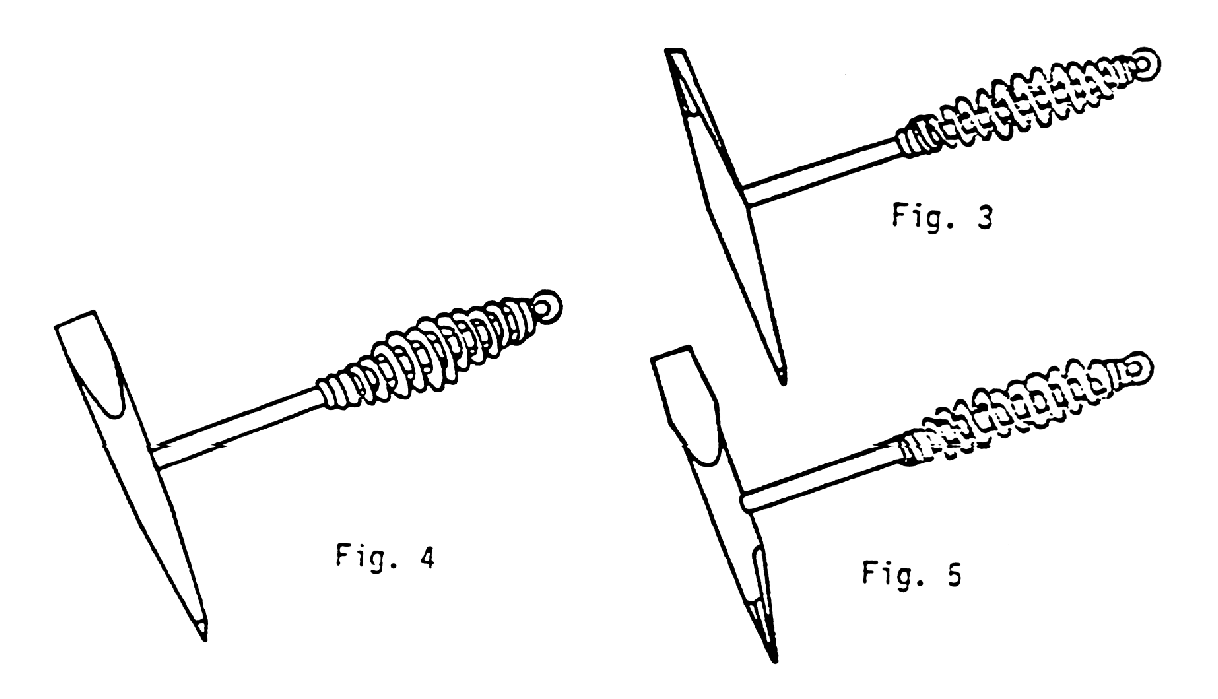
- Conexão a massa
Anmerkungen:
- Está constituído por dois braços (fig.4) unidos entre si no centro; por um passador metálico, em redor do qual coloca-se uma mola para manter as mandíbulas fortemente fechadas. Estas mandíbulas possuem em seus extremos contatores de cobre, os quais permitem um, contato eficiente entre a peça e a conexão à massa na qual está fixado um cabo com um parafuso fortemente apertado. Os extremos dos braços são isolados com tubos plásticos.
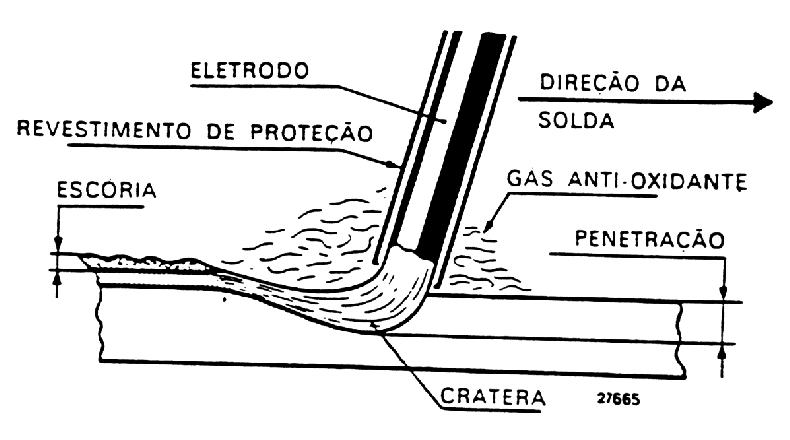
- Eletrodo revestido
Anmerkungen:
- Os tipos mais comuns de revestimentos dos eletrodos são: . rutílico . básico . celulósico . ácido e oxidante
- ACESSÓRIOS PARA LIMPEZA ESCOVA DE AÇO E PICADEIRA:
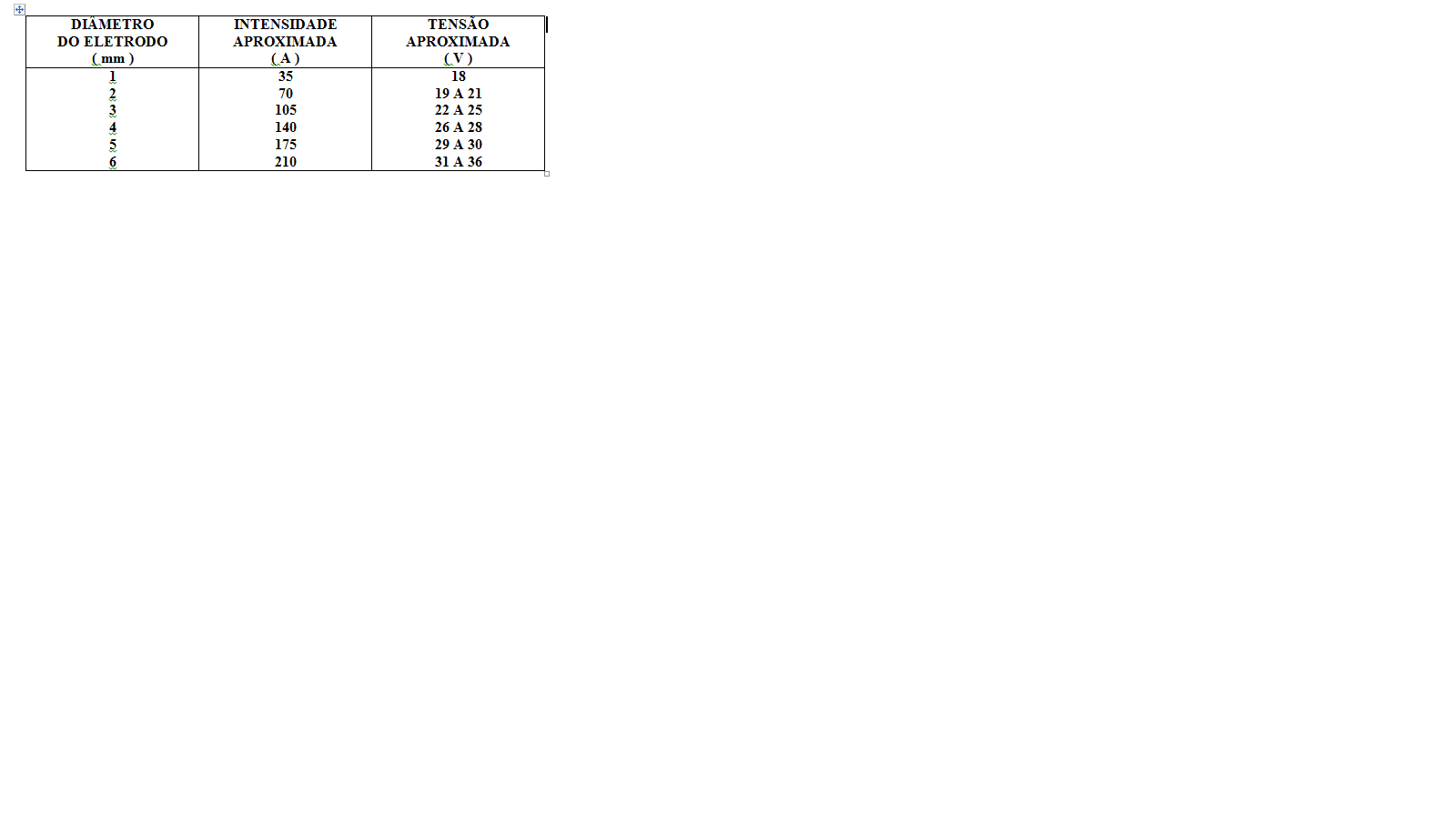
- SOLDAGEM ( INTENSIDADE E TENSÃO
Anmerkungen:
- No Comportamento de uma corrente elétrica de soldagem, se distinguem três tipos de tensões.Tensão sem Carga:É a tensão antes de iniciar o arco ( 60 a 70 V aproximadamente ).Tensão de aberturaÉ a tensão no momento de se fazer o arco ( mínima ).Tensão de Trabalho:É a tensão durante a soldagem ( 30 V aproximadamente ).
- SOLDAGEM MANUAL COM ARCO ELÉTRICO
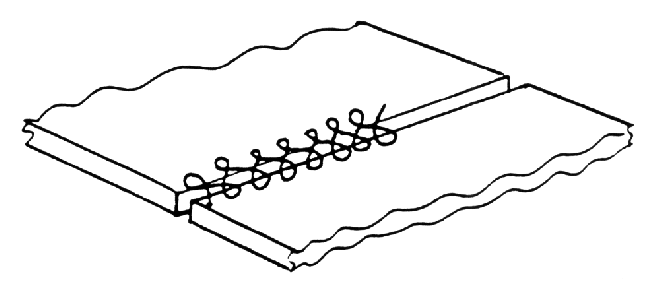
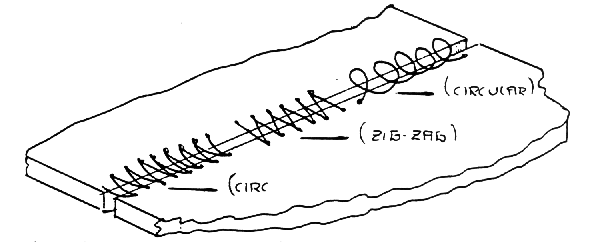
- MOVIMENTOS ( ELETRODOS )
- MOVIMENTOS ( ELETRODOS )
- Vantagens
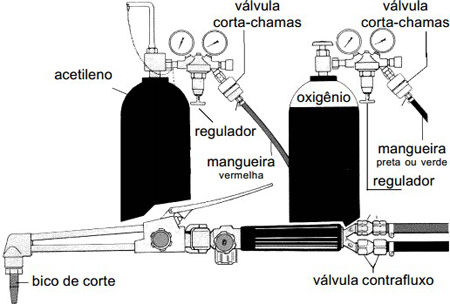
- SOLDAGEM POR OXIGÁS
- Características dos gases combustíveis
Anmerkungen:
- Produzir chama de alta temperatura em região bem definida Apresentar alta taxa de produção de calor Possuir alta velocidade de combustão (taxa de propagação) Gerar chama cujos produtos possuam a menor inte
- Tipos de chama
- Acetilênica
Anmerkungen:
- proveniente da combustão do acetileno puro em contato com o ar. Chama inicial obtida durante a regulagem de vazão dos gases, enquanto apenas a válvula de acetileno tiver sido aberta. Apresenta coloração alaranjada e não possui interesse prático. A combustão incompleta do carbono produz grande quantidade de fuligem.
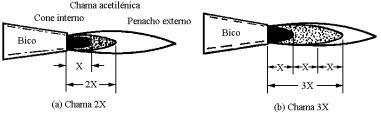
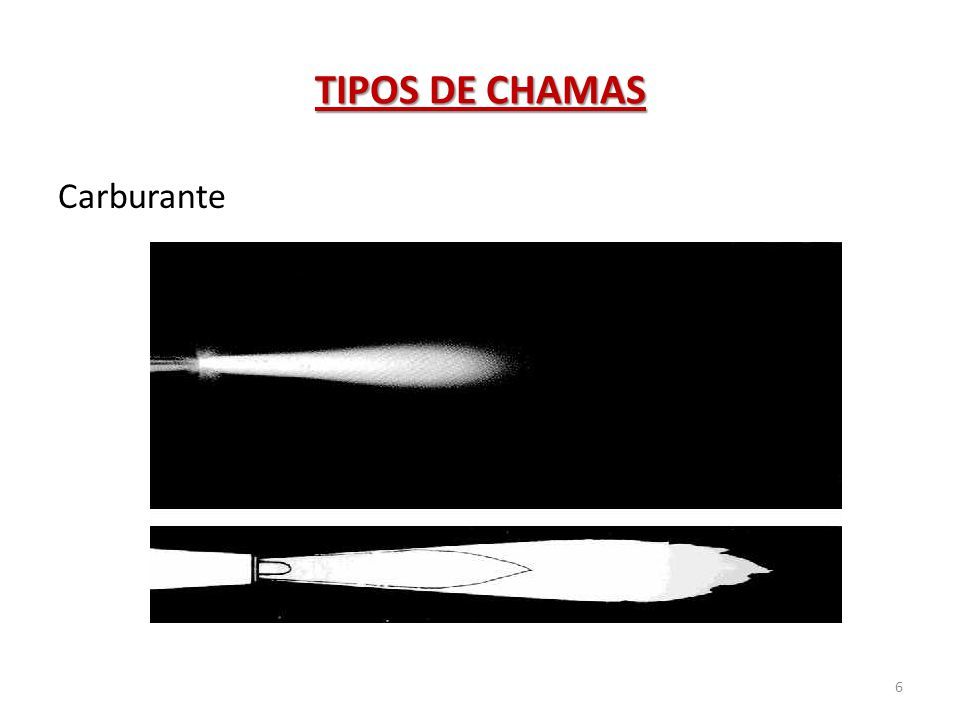
- Carburante
Anmerkungen:
- a partir da chama acetilênica, aumentando-se a vazão de oxigênio, a região próxima ao maçarico se torna luminosa, formando-se uma região brilhante (penacho) com um cone interno com comprimento de duas a três vezes inferior
- Redutora
Anmerkungen:
- aumentando-se mais a vazão de oxigênio, o penacho torna-se verde-claro. Esta chama possui um leve excesso de acetileno em relação ao oxigênio e é chamada de redutora porque altera a composição química do metal na poça de fusão reduzindo o óxido de Fe e adicionando carbono. A temperatura chega aos 3000 °C.
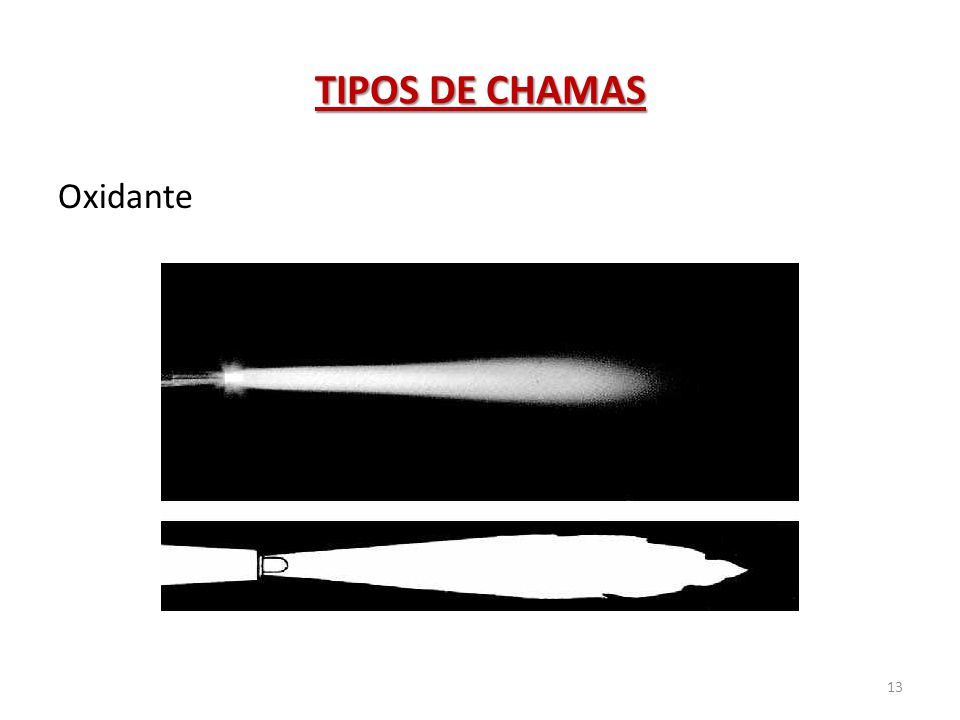
- Oxidante
Anmerkungen:
- possui leve excesso de oxigênio em relação ao acetileno. É a chama que produz mais alta temperatura (aproximadamente 3280 °C). Possui efeito oxidante sobre o metal da poça de fusão
- Acetilênica
- Processos de corte térmico
- Oxicorte
Anmerkungen:
- No oxicorte a superfície da chapa deve ser aquecida por uma chama de pré-aquecimento até que se atinja a temperatura de ignição do metal. Atingida esta temperatura, um jato de oxigênio de alta pureza é liberado provocando oxidação catastrófica da peça ao longo de toda a sua espessura. Os produtos da reação são expulsos por este jato resultando a superfície de corte. Temperatura de ignição (experiência de Lavoisier) – o Fe, por exemplo, se aquecido a 1350 °C e imerso em uma atmosfera de oxigênio puro, há instantânea oxidação do metal, mesmo após a interrupção da fonte de calor. O calor gerado pela reação exotérmica funde o óxido expondo a superfície do metal continuamente.
- Condições básicas para oxicorte
Anmerkungen:
- Metal a ser cortado deve possuir alto calor de combustão e baixa condutividade térmica. A reação de oxidação precisa ser exotérmica, mantendo o metal na temperatura de ignição. O(s) óxido(s) formado(s) tem que possuir temperatura(s) de fusão inferior(es) à do seu metal. A temperatura de ignição deve ser menor do que a temp
- Qualidade do corte
Anmerkungen:
- Aderência, tenacidade e volume da escória Descontinuidades na superfície de corte Largura do rasgo Nível de distorção do componente Geometria da superfície de corte
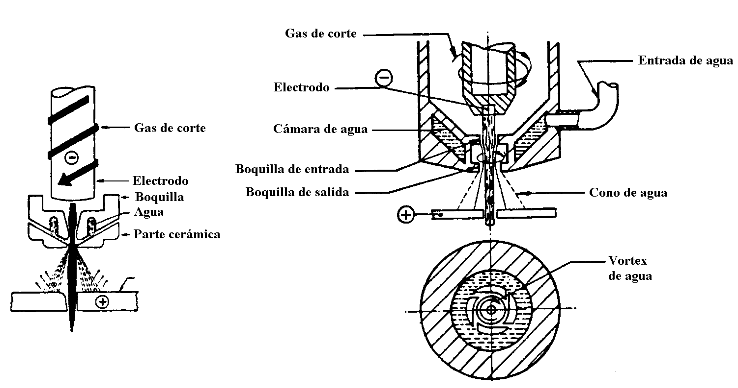
- Corte com plasma
Anmerkungen:
- A tocha para corte por plasma é semelhante àquela utilizada no processo de soldagem “TIG”. Um arco elétrico é estabelecido utilizando um eletrodo de tungstênio. O arco é obrigado a passar por um orifício de pequenas dimensões sofrendo constrição e formando um jato altamente ionizado que remove o material por arraste. As temperaturas alcançadas são da ordem de 25000 K podendo ser aplicado sobre qualquer material.
- Caracteristicas
Anmerkungen:
- Versatilidade Capaz de cortar todos os metais (ferrosos e nãoferrosos) Aço ao carbono pode ser cortado 2 ou 3 vezes mais rápido do que utilizando o oxicorte Equipamentos de alta potência mecanizados podem cortar metais de até 75 mm de espessura
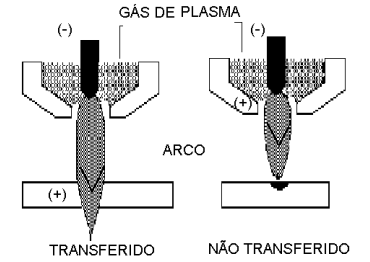
- Modos de operação
Anmerkungen:
- Arco transferido Arco não-transferido
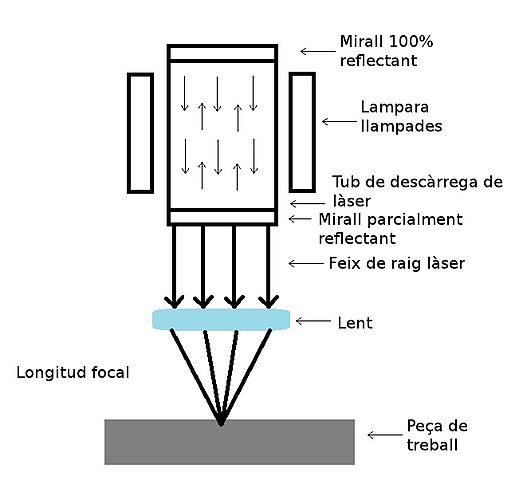
- Corte com laser
Anmerkungen:
- Um feixe com alta densidade de potência (entre 104 e 105 W/mm2) funde ou vaporiza o metal base, produzindo um furo controlado (“keyhole”) na peça. Posteriormente é utilizado um jato de gás auxiliar para remover o material fundido e acelerar o processo.
- Vantagens do processo
Anmerkungen:
- Altas velocidades de corte Pouca perda de material Alta qualidade da superfície obtida Mínima distorção Alta reprodutibilidade
- Oxicorte
- Características dos gases combustíveis
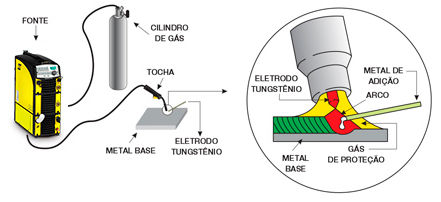
- TIG (GTAW)
Anmerkungen:
- Soldagem TIG (Tungsten Inert Gas) ou GTAW (Gas-Shielded Tungsten Arc Welding) é um processo que utiliza um eletrodo sólido de tungstênio não consumível. O eletrodo, o arco e a área em volta da poça de fusão da solda são protegidos por uma atmosfera protetora de gás inerte. Se um metal de enchimento é necessário, ele é adicionado no limite da poça de fusão. A soldagem TIG produz uma solda limpa e de alta qualidade. Como não é gerada escória, a chance de inclusão da mesma no metal de solda é eliminada, e a solda não necessita de limpeza no final do processo.
- O ARCO ELÉTRICO TIG
Anmerkungen:
- A soldagem TIG pode ser feita utilizando corrente contínua (CC- ou CC+) ou corrente alternada (CA). Cada uma dessas alternativas irá influenciar fortemente os mecanismos de emissão de elétrons e consequentemente as características de soldabilidade. Em contato com o ar as ligas de alumínio formam uma superfície de óxido de alumínio que dificulta ou mesmo impede sua soldagem. Para sobrepor esse problema se faz o uso de corrente alternada, a qual associa as propriedades de limpeza da corrente CC+ e de penetração da CC- a cada meio ciclo.
- APLICAÇÕES
Anmerkungen:
- • Soldagem de tubos e chapas de espessuras finas; • Passe de raiz em tubos de vários diâmetros e espessuras; • Reparo e manutenção em geral; • Soldagem de alumínio e magnésio e suas ligas; • Soldagem de materiais dissimilares; • Soldagem de uma ampla gama de metais, como aços carbono e baixa liga, aços inoxidáveis, ligas de alumínio, ligas de níquel, ligas de cobre e ligas de magnésio.
- Vantagens
Anmerkungen:
- • Elevado controle da poça de fusão; • Ótimo acabamento; • Ótima qualidade das propriedades mecânicas; • Não apresenta escória, respingos ou fumos de soldagem; • Possibilidade de soldagem de chapas muito finas; • Soldagem de inúmeras ligas metálicas (aço, níquel, inoxidáveis, titânio, alumínio, magnésio, cobre, bronze e até mesmo ouro); • Processo que visa a estanqueidade; • Em determinadas espessuras e preparações não necessita de material de adição.
- Limitações
Anmerkungen:
- • Baixas taxas de deposição; • Necessidade de maior coordenação e experiência do soldador no controle da poça de fusão; • Dificuldade de manter proteção adequada em ambientes com vento; • Baixa tolerância a contaminantes.
- TIPOS DE CORRENTE
- Corrente direta Pulsada
Anmerkungen:
- • Pulsação térmica; • Boa penetração; • Melhor controle da poça de fusão; • Baixo aporte térmico; • Menor distorção; • Soldagem de chapas finas.
- TIG AC
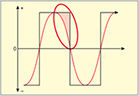
- Onda senoidal
Anmerkungen:
- • Baixa estabilidade do arco; • Alta perda de energia; • Baixo ruído.
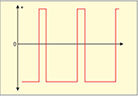
- Onda quadrada
Anmerkungen:
- • Alta estabilidade do arco; • Baixa perda de energia; • Alto ruído.
- Onda senoidal
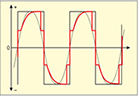
- TIG Q-Wave
Anmerkungen:
- • Utiliza as melhores propriedades dos tipos de onda senoidal e quadrada; • Baixo ruído; • Maior estabilidade do arco.
- Balanço da Onda
Anmerkungen:
- • Configuração que relaciona os tempos dos ciclos positivo e negativo na soldagem em corrente alternada (alumínio); • Um ciclo positivo mais longo resulta em melhor limpeza da camada de óxidos e um maior aquecimento do eletrodo; • Um ciclo negativo mais longo resulta em menor limpeza da camada de óxidos entre tanto, um menor aquecimento do eletrodo e uma maior penetração; • Para um desempenho adequado os ciclos devem ser de pelo menos 50%.
- Corrente direta Pulsada
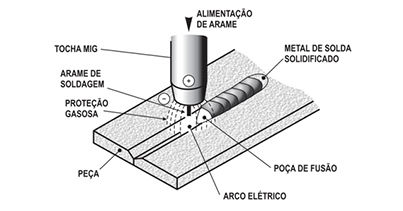
- MIG/MAG
Anmerkungen:
- Trata-se de um processo muito flexível que proporciona soldagens de qualidade com grande produtividade, principalmente quando comparado com processos manuais como eletrodos revestidos. O processo ficou caracterizado no mercado como MIG/MAG, ou seja, MIG (metal inert gas), quando o gás de proteção utilizado para proteção da poça de fusão é inerte, ou MAG (metal active gas), quando o gás de proteção da poça de fusão é ativo.
- GASES DE PROTEÇÃO UTILIZADOS NO PROCESSO
Anmerkungen:
- Arame x Tipo de Gás; Aços ao carbono e de baixa liga; Ligas de aço inoxidável; Alumínio e suas ligas; Cobre e suas ligas; Ligas de níquel; Metais reativos;
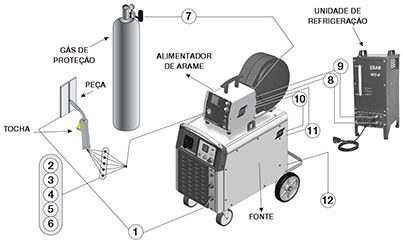
- COMPOSIÇÃO BÁSICA
Anmerkungen:
- 1 - CABO DE SOLDA (NEGATIVO) 2 - REFRIGERAÇÃO DA TOCHA (ENTRADA ÁGUA)3 - GÁS DE PROTEÇÃO4 - GATILHO DA TOCHA5 - REFRIGERAÇÃO DA TOCHA (RETORNO ÁGUA)6 - CONDUÍTE DO ARAME7 - GÁS DE PROTEÇÃO VINDO DO CILINDRO8 - SAÍDA DE ÁGUA DE REFRIGERAÇÃO9 - ENTRADA DE ÁGUA DE REFRIGERAÇÃO10 - CABO DE COMANDO (ALIMENTADOR/FONTE)11 - CABO DE SOLDA (POSITIVO)12 - CONEXÃO PARA A FONTE PRIMÁRIA (220/380/440 VCa)
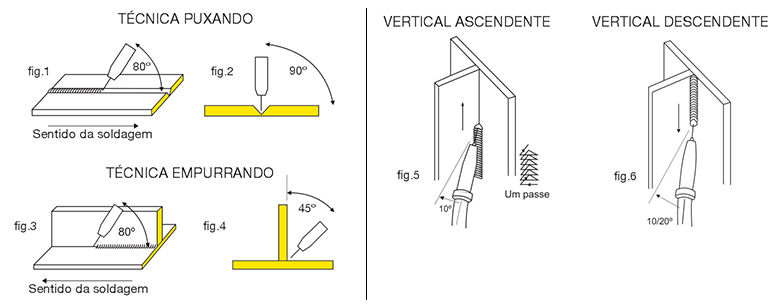
- TÉCNICAS DE SOLDAGEM
Medienanhänge
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Möchten Sie kostenlos Ihre eigenen Mindmaps mit GoConqr erstellen? Mehr erfahren.