11970995
Beschreibung
Karteikarten von Gowshiga G, aktualisiert more than 1 year ago
|
|
Erstellt von Gowshiga G
vor fast 7 Jahre
|
|
| Frage | Antworten |
| 1.1 In welche viele Hauptgruppen sind in der DIN 8580 die Fertigungsverfahren eingeteilt? | Urformen Umformen Trennen Fügen Beschichten Stoffeigenschaften ändern |
| 1.2 Welche Kenntnisse über die herzustellenden Werkstücke müssen für die Fertigung / Fertigungsplanung bekannt sein (6) | Werkstückgeometrie Werkzeugspannung T echnologieparameter Werkstückspannung Werkstoffeigenschaften Maschineneigenschaften Zerspanstrategie gewünschte Stückzahl |
| 2.1.1 Erläutern Sie den Begriff Urformen | Urformen ist Fertigen eines festen Körpers aus formlosem Stoff durch Schaffen des Zusammenhaltes. Hierbei treten die Stoffeigenschaften des Werkstücks bestimmbar in Erscheinung. |
| 2.1.2 Welche Aufgaben haben Formschrägen beim Gießen in verlorenen Formen mit Dauermodellen | Verlorene Formen: Formen für einmaligen Gebrauch Mit Dauermodellen: Handformen, Maschinenformen, Maskenformen, Sandformgießen Formschrägen werden (beim Sandformgießen) benötigt, damit das Modell aus dem Formsand leichter herausgehoben werden kann. Formschrägen verhindern Luftblasenbildung beim Gießen |
| 2.1.3 Welche Aufgaben haben Formschrägen beim Gießen in Dauerformen | Formschrägen gewährleisten, dass das Gussteil aus der Form gelöst werden kann. z.B. Beim Kokillenguss aus der Kokille |
| 2.1.4 Bei welchen Gießverfahren in verlorenen Formen sind keine Formschrägen notwendig? | Beim Feingießen, Vakuumformen und Vollformgießen |
| 2.2.1 Nennen Sie fünf Möglichkeiten Gießverfahren einzuteilen und jeweils zwei Beispiele? | 1. Nach Krafteinwirkung: Schwerkraft, Druckkraft, Zentrifugalkraft 2. Nach Art der Gießform: Sandformguss, Kokillenguss 3. Nach der Genauigkeit: Normalguss, Feinguss 4. Nach dem Werkstoff: Grauguss, Stahlguss 5. Nach Stückzahl: Kokillenguss( Serien), Sandform( Prototyp) |
| 2.2.2 Welche Oberflächen sind erzielbar – zwei Gießverfahren und entsprechende Oberflächenqualität | Feingießen: gute Oberflächengüte zwischen 0,4 - 6,3 μm Sandformgießen: schlechte Oberflächengütezwischen12,5–50μm |
| 2.2.3 Welche Kennwerte machen Gießverfahren wirtschaftlich interessant? | - Energie: Energie nur 35-50% des Energieverbrauchs von spanend hergestellten Werkstücken - Rohstoffausnutzung: beim Gießen am höchsten - gute Oberflächengüte und Maßgenauigkeit |
| 2.2.4 Nennen Sie zwei Merkmale des „gießgerechten Konstruierens“? | - möglichst gleichmäßige Wandstärke - Rippen konstruieren gegen Rissbildung/ Hohlräume - Materialanhäufungen vermeiden - auf Druck beanspruchen - Ausformschrägen - keine scharfen Kanten (Rundungen) |
| 2.2.5 Beschreiben Sie den Verfahrensablauf beim Sandgießen. | Als Sandformgießen wird das Vergießen flüssigen Metalls in (vorwiegend aus Quarzsand bestehende) Formen bezeichnet, in denen der zu gießende Körper als Hohlraum gebildet ist. Nach dem Füllen des Hohlraumes mit flüssigem Metall erstarrt dieses in der Gießform. Die dadurch erzeugten Gussstücke werden durch Zerstören der Formen entnommen. |
| 2.2.6 Welche Formverfahren kennen Sie? | Formverfahren sind verlorene Formen mit Dauermodellen wie Handformen Maschinenformen Vakuumformen Maskenformen |
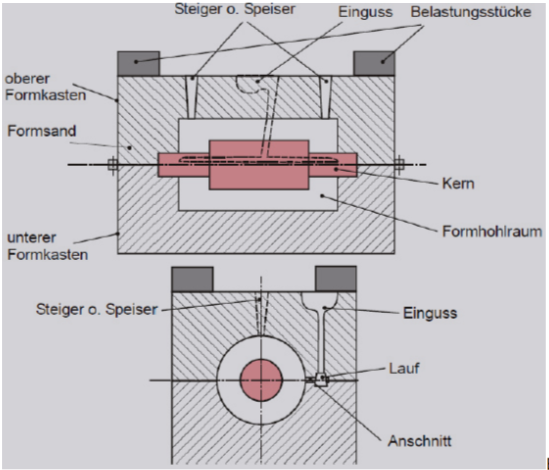
| 2.2.7 Benennen Sie die Elemente einer Sandgussform. | |
| 2.2.8 Beschreiben sie den Verfahrensablauf beim Feingießen | 1. Modellherstellung 2. Montage 3. Tauchen 4. Bestreuen 5. Schalenbildung durch mehrmaliges Tauchen und Bestreuen 6. Ausschmelzen und Brennen 7. Gießen 8. Abtrennen |
| chreiben Sie den Verfahrensablauf beim Vakuumformverfahren | Auflegen einer vorgewärmten Kunststofffolie auf ein Modell dann Formherstellung durch Tiefziehen dann Kasten mit Quarzsand befüllen dann Abheben der Form vom Modell, Vakuum hält Sand und Folie in Form dann Abgießen Vorteile: Hohe Maßgenauigkeit, hohe Oberflächengüte, Serienfertigung, Quarzsand ohne Bindemittel und daher Wiederverwendbar |
| 2.2.10 Beschreiben Sie den Verfahrensablauf beim Maskenformverfahren | Gießtechnik mit verlorener Form Quarzsand, der mit Phenolharz und Härter vermischt wird, wird auf eine etwa 300°C erhitzte Modellplatte gegeben. Durch die Hitze wird eine bestimmte Schichtdicke verschmolzen. Das nicht abgebundene Material wird wieder entfernt. Zwei Hälften werden dann zu einer sogenannten Maskenform zusammengefügt. |
| 2.3.1 Nennen Sie drei Verfahren zum Gießen in Dauerformen | Druckgießen Schleudergießen Kokillengießen Stranggießen |
| 2.3.2 Welche Vorteile hat das Gießen in Dauerformen gegenüber dem Sandguss? | Form wird nicht zerstört, größere Stückzahl möglich Verbesserte PF-Güte Bessere mech. Eigenschaften geringere Prod.Fläche erhöhte Produktivität rasche abkühlung weniger kernformstoff und Wegfall formstoff niedriger putzaufwand |
| 2.3.3 Für welche Werkstoffe ist das Gießen in Dauerformen geeignet | Al-, Zn-, Mg-, Cu-Legierungen, Gusseisen |
| 2.3.4 Was sind Schlichten und welche Funktonen (min 3) haben sie? | Schlichten sind Trennmittel auf keramischer Basis, die direkten Kontakt der Schmelze mit der Kühlkokille verhindern sollen. Funktionen: - Steuern des Wärmeüberganges durch wärmeisolierende, -leitende Wirkung - Verminderung der Klebewirkung - Herabsetzung des Lösungsverschleißes - Verbesserung der Gussstückoberfläche - Kühlung der Kokillen |
{kind=link}
Möchten Sie mit GoConqr kostenlos Ihre eigenen Karteikarten erstellen? Mehr erfahren.