
20566638
Beschreibung
Karteikarten von Verena Fiene, aktualisiert more than 1 year ago

|
|
Erstellt von Verena Fiene
vor etwa 5 Jahre
|
|
| Frage | Antworten |
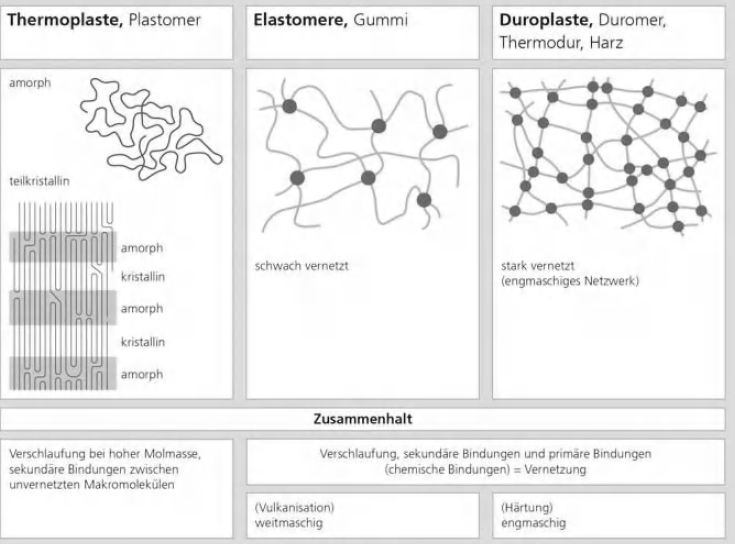
| Hauptgruppen von Kunststoffen | Duroplaste Elastomere Thermoplaste |
| Unterschied von amorphen und kristallinen Kunststoffen | amorph: - PVC, PC, PMMA,... -transparent kristallin: - PA, POM, PTFE - mit zunehmender Kristallisation nimmt Transparenz ab - Dichte, Schmelztemp., Zugfästigkeit, Härte und E-modul erhöhen sich - Schlagzähigkeit und Wärmeausdehnung nehmen ab |
| Unterschiede und Eigenschaften der Hauptgruppen |
Image:
1 (binary/octet-stream)
|
| Additive -Definition und Einsatz- | Addititve beeinflussen die Materialeigenschaften Beispiele: - Antistartika (gegen elektrostatische Aufladung) - Flammenschutzmittel - Füllstoffe wie Kreide, Graphit, Ruß und Sand; zur Streckung (günstiger) oder Qualitätserhöhung(Festigkeit, Härte,...) -Gleitmittel -Weichmacher |
| Woraus bestehen Kunststoffe? | - werden aus Rohmaterialien hergestellt - dazu dienen Verbindungen aus Kohlenstoff und Wasserstoff sowie auch Schwefel, Stickstoff oder Sauerstoff, z.B Erdöl, Kohle oder Erdgas |
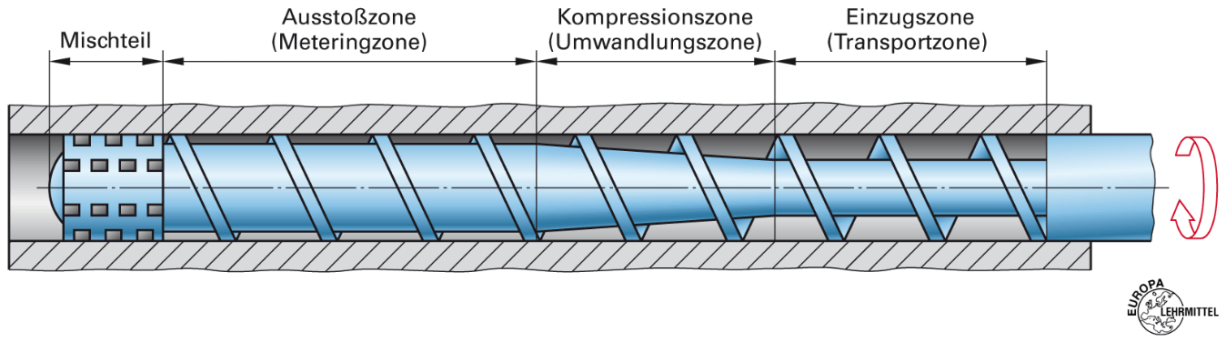
| Extrudieren - Definition - | Unter Extrudieren versteht man die kontinuierliche Herstellung eines endlosen Kunststoffstrangs mit einer Schneckenstrangpresse. Sie gehört zur Fertigungsgruppe Umformen |
| Extrudieren - Ablauf - |
Einzugszone/Transportzone: Granulat eingetragen, verdichtet und die Erwärmung beginnt
Kompressionszone/Umwandlungszone: weiter erwärmt, verdichtet, entgast und geknetet
Meteringzone/Ausstoßzone: weiter geknetet und homogenisiert
Düse: Austritt des Kunststoffs (legt die Form fest)
Kalibrier und Kühlstrecke
Image:
1 (binary/octet-stream)
|
| Extrudieren - Extrudererzeugnisse- | Profile Rohre Stäbe Platten Bänder |
| Extrusionsblasen - Einsatz und Ablauf - | Hohlkörper->Fässer, Tanks, Kanister… - Kunststoffschlauchstück wird in Hohlformwerkzeug geführt - Schließen der Form und Einblasen von Druckluft - Kunststoff wird durch Druck an die Hohlformwand gepresst - Abkühlen - Auswerfen |
| Spritzgießen - Fertigungsverfahren und Vorteile - | - Urformen - Hohe Automatisierbarkeit, geringe Nacharbeit, hohe Stückzahlen, komplizierte Formgebung möglich |
| Spritzgießen - Aufbau Spritzgießmaschine - | Besteht aus einer Spritz-/Plasitfizier- und einer Schließeinheit |
| Schwindungen | - Material zieht sich beim Abkühlen zusammen (Volumen verringert sich) - muss bei allen Bauteilen, die erwärmt bearbeitet/hergestellt werden und anschließend eine Formgenauigkeit erzielen müssen beachtet werden - durch das Nachdrücken wird die Schwindung beim Spritzgießen teilweise beschränkt |
| (Unterschiede bei der Verarbeitung der verschiedenen Kunststoffgruppen) | Duroplaste und Elastomere erhalten Ihre Form durch Reaktionshärten (Vernetzen) = chemische Bindung (primäre oder kovalente Bindung)! Thermoplaste verfügen „nur“ über Sekundar-/Nebenvalenzbindungen (keine chemische Bindung). Im Plastifizierzylinder: Geringere Wärme bei den Duroplasten und Elastomeren, weil noch keine Vernetzung (chemische Reaktion) ablaufen soll. Im Werkzeug: Duroplasten und Elastomere benötigen Wärme, um zu Vernetzen. Thermoplaste hingegen müssen Wärme abführen, um auszuhärten. Daher wird das Werkzeug von Thermoplasten gekühlt, um eine schnelle Verarbeitung zu gewährleisten. Bei Duroplasten und Elastomeren wird hingegen geheizt. Elastomerteile lassen sich meist nicht mit Auswerferstiften entfernenweitere Maßnahmen notwendig (Druckluft,…) Duroplaste: Schnecke hat keine Rückstromsperre-reine Förderschnecke. Es wird ohne Massepolster gearbeitet, weil die Verweildauer der Masse im Zylinder möglichst kurz sein sollte. |
| Thermoformen | - Verfahren zur Umformung thermoplastischer Stoffe - Früher wurde das Thermoformen auch als Tiefziehen oder Warmformen bezeichnet - Plattenmaterial verschiedener stärken werden durch erhitzen in den elastischen Zustand gebracht und dann mittels eines Werkzeugs plastisch verformt - es gibt eine genaue Seite (Werkzeugseite) - Werkzeuge sind im Vergleich zu z.B. Spritzgusswerkzeugen deutlich günstiger |
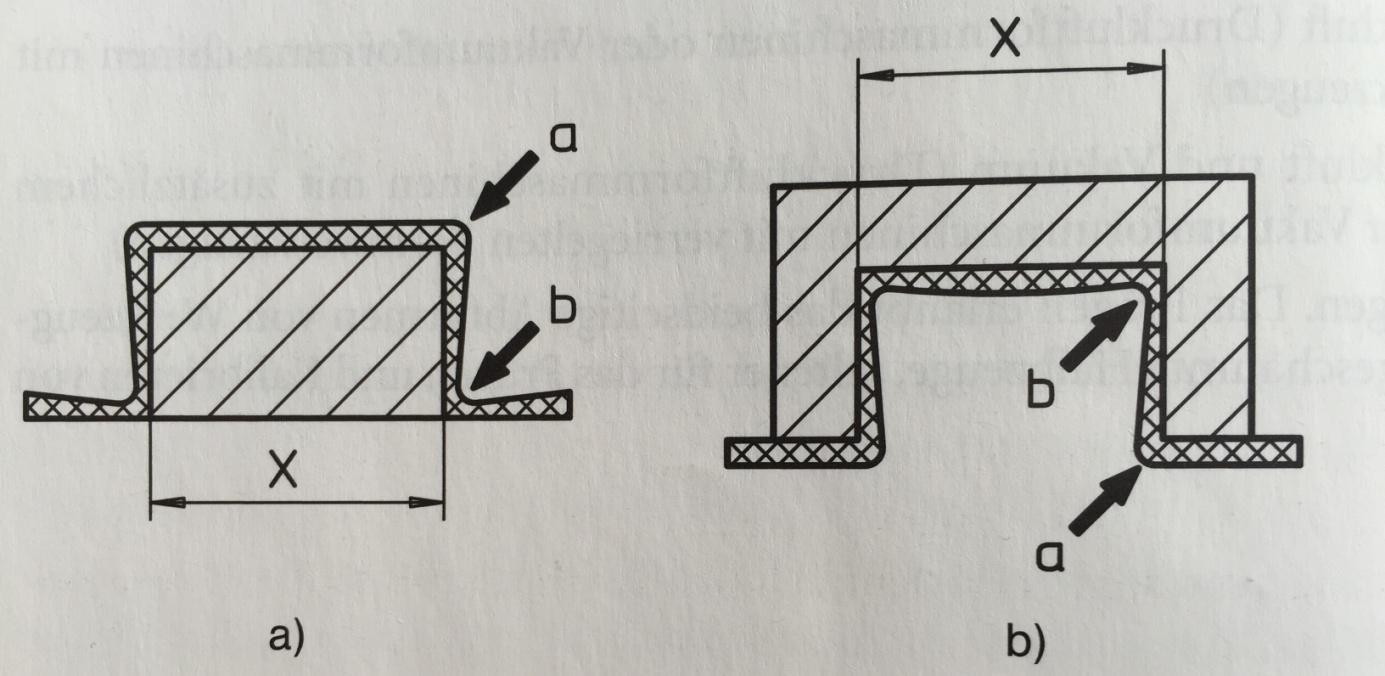
| Positiv- und Negativumformen |
Positivwerkzeug: Material wird über das Werkzeug gezogen
Negativwerkzeug: Material wird in das Werkzeug hineingezogen
Image:
1 (binary/octet-stream)
|
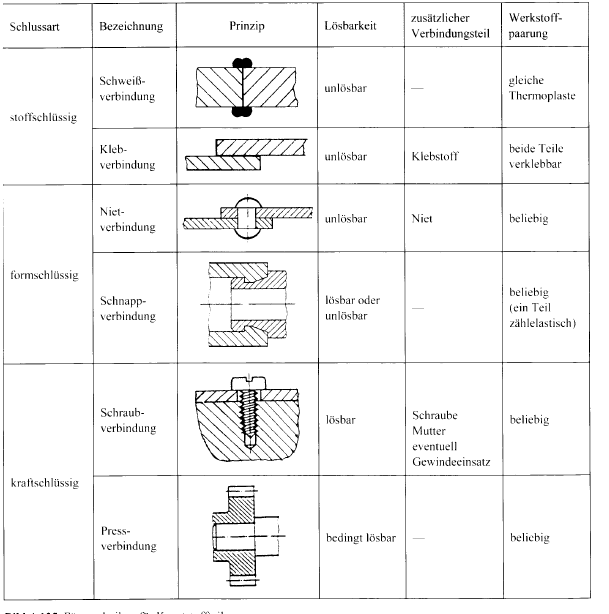
| Verbindungsarten - Kunststoffe - |
Image:
1 (binary/octet-stream)
|
| Verbundwerkstoffe | - Werkstoffe aus zweo ider mehreren Materialien - bilden dabei neuen Werkstoff mit eigenen Eigenschaften (addition positiver Eigenschaften) - Beispiele: erhöhung der Festigkeit, Zusammenhalt sicherstellen,... |
| Kriechen - Definition und Messverfahren - | - Bezeichnung für zeit- und temperaturabhängige plastische Verformung unter konstanter Last - Prüfbar durch Vicat-Prüfung: Stahlnadel mit 1mm^2 Querschnittsfläche wird mit einer Kraft von 50 N in den Kunststoff gedrückt. Dieser ist in einer Wärmekammer, die von Raumtemp. beginnend mit 50°C/Stunde erwärmt wird. Die Temp., bei der die Nadel 1mm Tief ins Material gedrungen ist, nenn man Vicat-Erweichungstemp. VST B/50. - eig nur für Thermoplaste |
| Kuststoffhauptgruppen - Nachweis - | Erwärmen Thermoplast: fest -> thermoelastisch -> thermoplastisch -> Zersetzung Duroplast: fest -> Zersetzung Elastomere: natürlich elastisch -> ziehen sich zusammen -> Zersetzung |
{kind=link}
{kind=link}
{kind=link}
{kind=link}
0 Kommentare
Möchten Sie mit GoConqr kostenlos Ihre eigenen Karteikarten erstellen? Mehr erfahren.