3199714
Beschreibung
Karteikarten von Vincent Bergeron, aktualisiert more than 1 year ago
|
|
Erstellt von Vincent Bergeron
vor mehr als 9 Jahre
|
|
| Frage | Antworten |
| Name five operations that can be performed on a contour bandsaw. | -sawing -filing -polishing -grinding -friction and high-speed sawing |
| Describe how to make to make the blade track properly. | -set gearshift lever in neutral -turn upper saw band by hand to make sure the saw band rides center of the crown -when it is proper, it should be very close to but not touching the backup bearings when the saw is not cutting (?????) (drill holes???) |
| Why must the upper saw guide be close to the top of the work? | -to ensure a straight and accurate cut |
| What factors should be considered when selecting a blade for a contour cut? | -material, thickness, type of cut, and finish desired |
| How should the work be fed into a revolving saw? | -carefully, without too much force, with fingers well away from moving blade -saw to layout lines |
| How can the following bandsawing problems be corrected? -Blade wander | -too heavy feed -improper blade tracking -improper blade tension -saw guides too far apart -blade dull on on side |
| How can the following bandsawing problems be corrected? -Poor finish | -too heavy feed -improper blade tension -saw guides too far apart -incorrect saw speed -pitch too coarse -wrong type of blade -blade dull on one side -blade dull on both sides |
| How is the length of a blade calculated when the upper carrier wheel is extended the full distance? | The blade length for a two-wheel machine is determined by adding twice the center-to-center distance of the wheels plus the circumference of one wheel. If the upper wheel is extended the full distance, deduct 1 inch (25 mm) to allow for the stretch of the blade. |
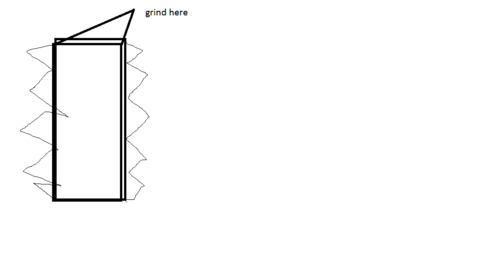
| Make a sketch to show how the ends of the bandsaw are positioned for grinding prior to welding. | |
| To obtain the correct tooth spacing, how many teeth should be ground off each end of a 10 pitch blade? A 14-pitch blade? | - 10 pitch blade: 2 and a half teeth ground off -14 pitch blade- 3 1/2 teeth ????? |
| What are characteristics of a good weld on a bandsaw blade? | -weld should be in center of gullet -should slide through the thickness gage???? -advisable to anneal it to blue colour??? |
| List the main steps required to remove an internal section from a piece of work: | -cut the saw blade and thread it through one of the drilled holes in the workpiece -Weld the blade, grind off weld bead to fit saw thickness gage -Anneal weld section to remove brittleness and prevent blade breaking -Mount the saw band on upper and lower pulleys, apply proper tension -Insert table filler plate -Set machine to proper speed and thickness -cut out internal section, staying withing 1/32 in ( 8 mm) of layout line -Remove saw band from pulleys -Cut the blade at the weld point on the cutoff shear -Remove workpiece |
| Describe the principle of friction sawing. | -metal is fed into bandsaw travelling at high velocity(up to 15,000 sf/min) The heat generated by friction brings metal ahead of the saw teeth to a plastic state, and teeth easily remove it. Since the thermal conductivity of steel is very low, the depth to which metal is softened is only about 0.5mm |
| Why is friction sawing particularly suited to cutting stainless steel? | -Because they work harden so quickly |
| How does high-speed sawing differ from friction sawing? | -only 2000- 6000 sf/min -just standard sawing a little faster |
| List the main steps required to set up the machine for band filing? | 1. Select proper band file (material, size, shape, cut) 2. Set gearshift lever into neutral 3. Remove saw guides and filler plate 4. Mount proper file guide and backup support 5. Lock the ends of the file blade together 6. Mount the file band, with teeth in proper direction, on bandsaw carrier wheels 7. Lightly add tension 8. Check alignment and tracking of the filen band 9. Lower the upper guidepost to the proper work thickness. Distance should not exceed 2 in. (50 mm) for a .250 in (6 mm) file band and 4 inch (100 mm) for a .375 or .500 inch band 10. Mount the proper table-filler plate 11. Set the gearshift level into low gear and start machine 12. Adjust band file to the proper tension 13. Adjust the machine to the proper speed for the material being filed |
| What is the recommended filing speed? | -between 50-100 ft/min (15 and 30 m/min) |
| How can the band file be kept clean? | -apply light work pressure -use a file card |
| Name five materials that can be cut satisfactorily with knife-edge bands. | -cloth, cardboard, cork, rubber, thin corrugated aluminum |
| Name two types of spiral-edge bands and state two uses for each. | -spring-tempered blade - for plastics and wood -all-hard blade: for light metals (magnesium and aluminium for example???) |
| Describe a line-grinding band and state its purpose. | -abrasive (aluminum oxide or silicon carbide) bonded to thin edge of steel band, used to cut hardened steel alloys and brick, marble, glass |
| Name five materials that may be cut with a diamond-edge band | -used to cut superhard space-age materials, ceramics, glass, silicon, and granite |
| Describe the principle of electro-band machining | -low voltage, high amperage current fed into the saw blade -workpiece connected to opposite pole of the circuit -when work comes close to fast moving band, a continuous electric spark passes from knife edge of the saw tot eh work. -This arc disintegrates material -coolant flooded into area to prevent damage to material |
| Describe and state the purpose of: -work-holding jaw | -device used by operator to hold and guide work, no feed force |
| Describe and state the purpose of: -disk-cutting attachment | -permits cutting of accurate circles from 2.5 to 30 in. |
| Describe and state the purpose of: -cutoff and mitering attachment | -used to support work for square and angular cuts |
{kind=link}
{kind=link}
{kind=link}
Möchten Sie mit GoConqr kostenlos Ihre eigenen Karteikarten erstellen? Mehr erfahren.