26424756
Descripción
Fichas por Gustavo Tehuitzil, actualizado hace más de 1 año
|
|
Creado por Gustavo Tehuitzil
hace alrededor de 4 años
|
|
| Pregunta | Respuesta |
| Parámetros de la herramienta de corte según ISO 13399 |
Todas las herramientas de corte se definen a través de una serie de parámetros pertenecientes a la norma ISO 13399.
Image:
Iso 13399 (image/jpeg)
|
| ¿Qué es ISO 13399? | ISO 13399 es una norma internacional sobre la información de las herramientas de corte. Cada herramienta de corte viene definida por una serie de parámetros estandarizados según la norma ISO 13399. |
| ISO 13399 | El estándar ofrece información sobre la herramienta de corte en un formato neutro que es independiente de cualquier sistema individual o nomenclatura de una empresa concreta. |
| Si contamos con herramientas que estén claramente definidas según un estándar, de modo que cualquier software pueda procesar la información, la calidad de la comunicación mejora y el intercambio electrónico de datos entre sistemas se desarrolla sin complicaciones. |
Image:
23275 (image/jpeg)
|
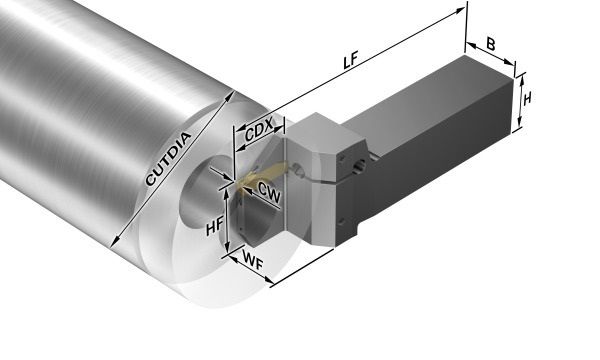
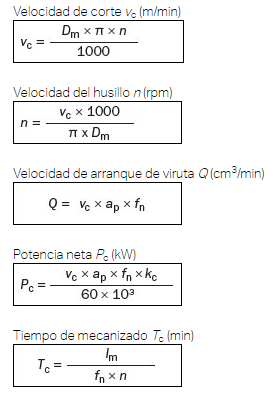
| Fórmulas y definiciones en torneado general | Al mecanizar en tornos, centros de torneado o máquinas multitarea, calcular los valores correctos para los diferentes parámetros de mecanizado, como velocidad de corte y husillo, es un factor crucial para obtener un buen resultado |
| Fórmulas básicas |
Image:
Image (binary/octet-stream)
|
| Fuerza tangencial, Ft Kc 0,4: fuerza de corte específica con un avance de 0,4 mm/r mc: constante, según el material. Utilice 0,29 como valor general. | |
| Fuerza tangencial, fórmula simplificada Cuando el ángulo de posición (KAPR) es de 75 grados o superior, el seno KAPR es ~1. Entonces se puede emplear esta fórmula simplificada. Norma empírica: Ft no debe pasar del 90 % de la carga máxima establecida para la barra utilizada. | |
| Fórmulas y definiciones de tronzado y ranurado | Fórmulas y definiciones de tronzado y ranurado para calcular la velocidad de corte, la velocidad de avance y otros parámetros que afectan a las operaciones de mecanizado en su centro de torneado, torno o máquina multitarea. |
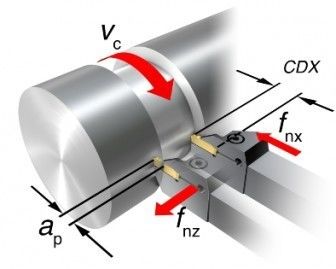
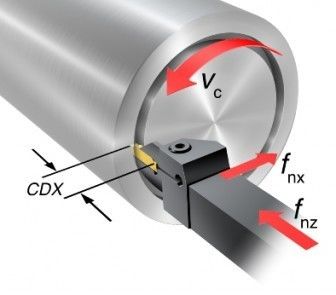
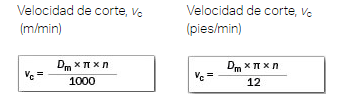
| Velocidad de corte, vc La pieza gira a un número determinado de revoluciones por minuto. Esto marca una velocidad de corte concreta vc (o velocidad superficial) que se mide en m/min (pies/min) en el filo. |
Image:
Cutting Speed (image/jpeg)
|
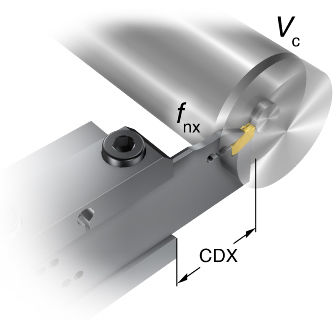
| Velocidad de avance,fn El desplazamiento de la herramienta en las direcciones X y Z se denomina velocidad de avance (fn), o fnx/fnz. |
Image:
Feed Rate (image/jpeg)
|
| Control de la viruta El avance tiene mucha influencia sobre la formación de la viruta, la rotura de la misma y su grosor, y también sobre la manera en la que la viruta se forma en la geometría de plaquita. |
Image:
Chip Control (image/jpeg)
|
| Cómo calcular la velocidad de corte para tronzado |
Image:
Image (binary/octet-stream)
|
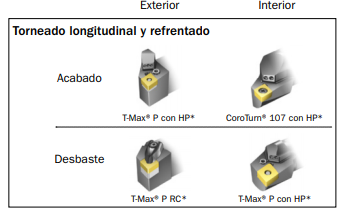
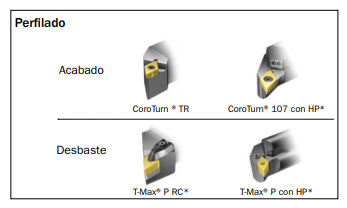
| Elección de plaquitas dependiendo del trabajo |
Image:
Image (binary/octet-stream)
|
|
Image:
Image (binary/octet-stream)
|
Image:
Image (binary/octet-stream)
|
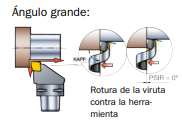
| Ángulo de posición KAPR (inclinación PSIR) | El ángulo de posición KAPR es el ángulo que hay entre el filo y la dirección de avance. |
| Un ángulo de posición (KAPR) cercano a 90° (PSIR 0°) dirigirá las fuerzas de corte hacia el adaptador portapinzas. • Menor tendencia a la vibración. • Mayores fuerzas de corte, especialmente a la entrada y la salida del corte. |
Image:
Image (binary/octet-stream)
|
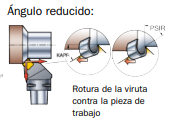
| • Fuerzas dirigidas tanto axial como radialmente. • Mayor tendencia a la vibración. • Reducción del desgaste en entalla de la plaquita. • Carga reducida en el filo durante la entrada/salida del corte |
Image:
Image (binary/octet-stream)
|
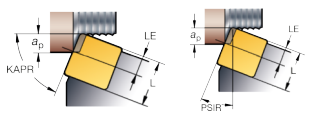
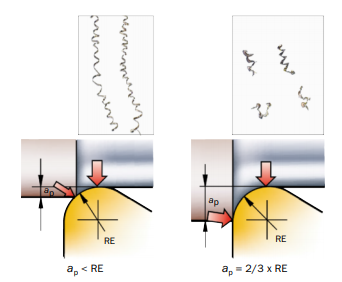
| Tamaño de plaquita • Determine la máxima profundidad de corte, ap. • Determine la longitud de corte necesaria, LE, a la vez que toma en consideración el ángulo de posición KAPR (inclinación PSIR) del portaherramientas y la profundidad de corte, ap |
Image:
Image (binary/octet-stream)
|
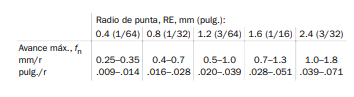
| Radio de la punta | • Seleccione el mayor radio de punta, RE, posible para obtener un filo de corte resistente. • Un gran radio de punta, RE, permite mayores avances y una mayor seguridad del filo. • Seleccione una radio de punta, RE, menor si hay tendencia a la vibración. |
|
Image:
Image (binary/octet-stream)
|
Image:
Image (binary/octet-stream)
|
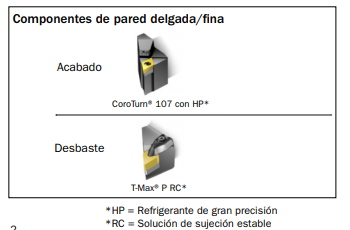
| Plaquitas Wiper | Las plaquitas wiper son capaces de tornear con altas velocidades de avance sin perder la capacidad de generar un buen acabado superficial o una buena capacidad de rotura de la viruta. |
| Plaquitas Wiper | • Aplicaciones de torneado longitudinal y refrentado. • Reglajes de componente estables. • Formas de componente uniformes. |
|
Image:
Image (binary/octet-stream)
|
Image:
Image (binary/octet-stream)
|
| Geometría Cada plaquita dispone de un área de trabajo con un control de viruta optimizado: |
Desbaste
Combinaciones de grandes profundidades de corte y velocidades de avance. Operaciones que
requieren la máxima seguridad del filo posible.
Image:
Image (binary/octet-stream)
|
|
Medio
Desde operaciones de mecanizado medio hasta desbaste ligero. Amplia gama de combinaciones de profundidad de corte y velocidad de avance.
Image:
Image (binary/octet-stream)
|
Acabado
Operaciones con profundidades de corte reducidas a bajas velocidades de avance. Operaciones que requieren bajas fuerzas de corte.
Image:
Image (binary/octet-stream)
|
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
¿Quieres crear tus propias Fichas gratiscon GoConqr? Más información.