2840960
Descripción

Fichas por maria.cutajar.12, actualizado hace más de 1 año
|
|
Creado por maria.cutajar.12
hace más de 9 años
|
|
| Pregunta | Respuesta |
| Plastic Deformation | Ceramics are very brittle at room temperature. When stressed, they deform elastically but fracture before the onset of plastic deformation |
| Crystalline Ceramics | Plastic deformation takes place by dislocation movements called slip systems. Ionic bonding permits few slip systems since particles of like charge repel each other thus resisting slip. Covalent bonds are very strong, there are few slip systems and dislocation structures are very complex, resisting motion. |
| Noncrystalline Ceramics | Plasticly deform by viscous flow since there are no slip systems (amorphous) Atoms slide past each other breaking and reforming interatomic bonds, due to shear stress applied. At room temperature, viscosity is so high, a large force is required for deformation and fracture will occur before any viscous flow. |
| Fracture | Brittle fracture is the result of crack propagation in the direction perpendicular to the applied load. Cracks start as stress concentrators at the surface such as pores, microcracks and defects. These cannot be healed since no plastic deformation occurs. Measured fractured strength is lower than theoretical due to the presence of defects. Fibres are stronger than bulk materials since there is less chance of finding a defect. Compression does not concentrate stress at the defects and so ceramics are much stronger in compression than in tension. |
| Static Fatigue | Occurs in ceramics when crack propagation occurs due to moisture and tensile stress (no cyclic loading). Moisture causes ionic bonds to rupture resulting in sharpening and lengthening of the crack. |
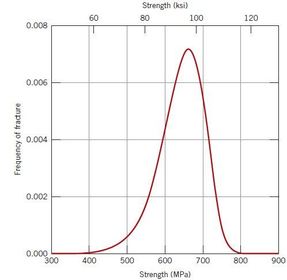
| Fracture strength | For a specific ceramic, fracture strength varies from specimen to specimen. The distribution depends on tehe probability of fracture at a particular load. |
| Fracture toughness | Measure of ability to resist fracture KIc : Plain strain fracture toughness (<10MPam^1/2 for ceramics) Y: Parameter depending on specimen and crack geometry sigma: applied tensile stress a: length of surface crack or half length of internal crack. If RHS > KIc crack propagation occurs. |
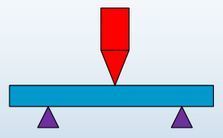
| Flexural Strength | Also called modulus of rupture, fracture or bend strength. Obtained by a bending test where the beam is loaded transversely on a three-point bending test. This method is used in order to find the tensile strength of ceramics. This is because the tensile test is difficult to carry out, specimens are difficult to manufacture and grip without breaking as well as it is difficult to properly align. Proper aligning is important since ceramics can only take up a small amount of strain before failing. Flexural bend strength is theoretically equal to the tensile strength. However, it is experimentally larger since in flexure testing half of the specimen is in tension while the other half is in compression and there is less chance of finding a defect in the specimen. |
| Three-Point Loading Test Specimen can have rectangular or circular cross-section | |
| Hardness | Ceramics are the hardest materials. Their hardness is due to their strong bond strength. Applications include abrasives, and wear resistant surfaces. |
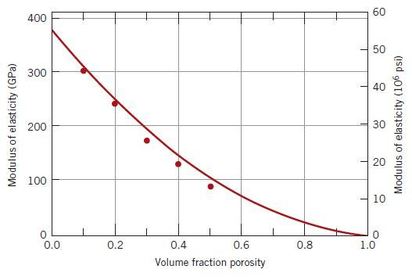
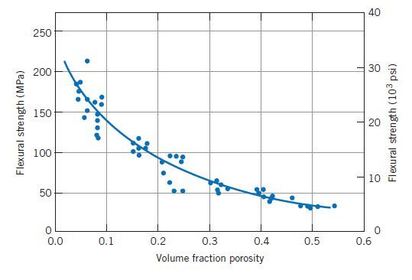
| Porosity | Found in powder processed ceramics. Reduces strength, toughness and thermal shock resistance of ceramics since pores act as stress concentrators and reduce the cross-sectional area taking the load. |
| Porosity | |
| Influence of Porosity on the Modulus of Alumina at room temperature | |
| Influence of Porosity on flexural strength of Alumina at room temperature | |
| Glasses | Non-crystalline silicates containing other oxides such as CaO, Al2O, B2O3. Examples include soda-lime, fused-silica, borosilicate, 96% silica Applications include windows, optical fibres, fibre reinforcements |
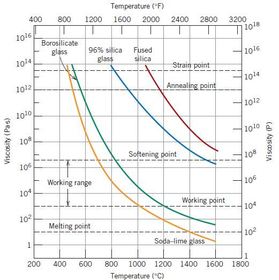
| Glass Transition Temperature | Glasses become more viscous as temperature is cooled. Their decrease in volume is continuous (unlike crystalline solids) but the rate decreases slightly below the glass transition temperatures. Below Tg they are considered glasses while above Tg they are supercooled liquids and do not have a definite melting temperature |
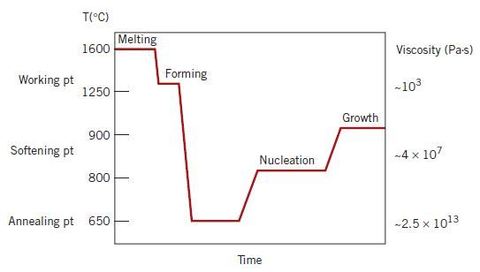
| Melting Point: [10Pas] Glass is considered liquid Working Point: [10^3 Pas]Glass is easily deformed Softening Point: [10^5 Pas] Maximum temperature where glass can be held without deformation Annealing Point: [10^12 Pas] Atomic diffusion sufficient to remove residual stresses in 15 minutes Strain Point: [3 E 13 Pas] Maximum temperature where fracture occurs before any deformation | |
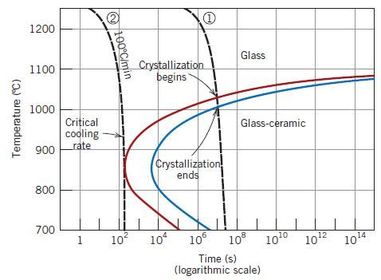
| Glass Ceramics | Fine grained polycrystalline material produced by crystallisation of inorganic glass by high temperature heat treatment. Nucleating agent TiOs is generally added to promote crystallisation. The very fine structure deflects cracks and increases strength. High mechanical strengths, excellent thermal shock resistance, good biological compatibility, good dielectric properties, high temperature capabilities, transparent or opaque. eg. Pyroceram, Cercar, Vision Applications: Ovenware, oven hobs/windows, substrates for printed circuit boards, architectural cladding |
| Clays | Widely used, inexpensive found naturally and commonly used as mined. Products are formed with ease, as water is added and a plastic mass amenable to shaping forms. The shape is left to dry to remove moisture without cracks. It is then fired to improve the mechanical strength. Use of clays can be structural eg. bricks, tiles and pipes or whitewares eg. porcelain, china, tableware |
| Characteristics of Clays | 1. Clays are hydroplastic: they become plastic when water is added to them - important for forming. 2. Fuse over a range of temperatures: a dense strong ceramic compound is produced during forming without complete melting and maintaining shape. 3. Clays are aluminasilicates, composed of alumina and silica, and contain chemically bound water that explains hydroplasticity. Kaolinite clays are the most popular. 4. Impurities are common - eg. Ba, Ca, Na, K, Fe, oxides, organic matter |
| Composition of Clays | Many products contain non-hydroplastic materials. Quartz (flints) - Filler material which is relatively hard, cheap, and unreactive material Fluxes - Form glass at relatively low melting temperatures e.g. feldspar: aluminosilicates containing Ca+, Na+ and K+. Typical porcelain consists of 50% clay, 25% flint and 25% feldspar |
| Abrasives | Used to wear, grind or cut away materials Required properties: Hard to resist wear Tough to resist fracture High temperature resistance due to heat caused by friction. eg. alumina, silicon carbide, tungsten carbide, silica sand. |
| Erodents | Fluid transported These are hard. When they fracture they expose a new surface and so they are reusable Examples: Alumina, garnets |
| Forming | Raw materials are heated to above the melting temperature |
| Pressing | Thick glass sheets are formed by pressure application in a graphite coated cast iron heated mould having the desired shape. Eg. Plates, dishes |
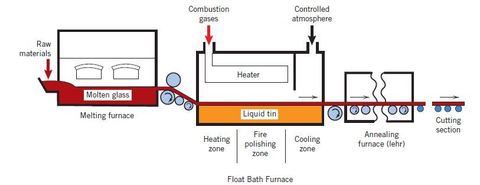
| Sheet (Float Processes) | Molten glass is made to roll over liquid tin. Glass floats since it has a lower density than tin and surface tension will cause the glass to spread uniformly. Top and bottom surfaces are fire-polished with heaters and liquid tin respectively. Once annealed they are cut into sheets. |
| Drawing | Molten glass is refined and then passed into channels containing forehearths with platinum dies containing multiple orifices. The molten glass is extruded through the dies to form fibres and wound on spools which rotate faster than the fibre feed rate resulting in tension and attenuation of fibres. Similar procedure for tubes and rods. |
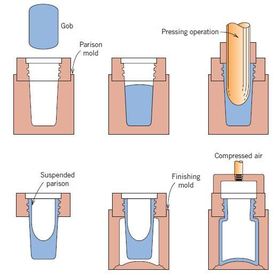
| Blow Moulding | Gob of glass is pressed into parison (temporary shape). The parison is then placed inside a two-part finishing mould and the glass is forced to take the final desired shape by compressed air. Products include bottles and jars. |
| Annealing | Glassware is heated to the annealing point and then slowly cooled to room temperature to relieve thermal stresses resulting from a cooling gradient between the surface and inner regions. |
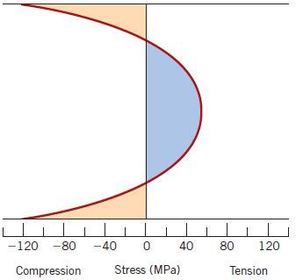
| Glass tempering | Strength of glass is enhanced by inducing residual compressive strains at the surface and tensile strengths at the core. The glass is heated to softening point and then cooled to room temperature with an air jet. Residual stresses result from the temperature gradient between the surface and the core. The surface cools more rapidly so it shrinks and becomes rigid. The core is still plastic. Once the core cools, it tries to shrink farther than the rigid exterior will allow and this results in a tensile stress applied at the core and a compressive stress at the surface. In order for fracture to occur, the applied tensile load must first overcome the compressive stress at the surface and initiate a crack. Applications include: glass lenses, windscreens and glass doors. |
| Glass Ceramics | Desired shape is formed as glass by the same forming techniques. Appropriate heat treatment (nucleation and growth) is then applied for glass-ceramics to form. |
| Clays | Raw materials are milled or ground to reduce the particle size, and then screened to achieve the desired range of sizes. The powder is then mixed with water and other ingredient depending on the forming process .The formed piece must be strong enough to remain intact during handling, firing and drying. |
| Hydroplastic forming | The most common process is extrusion where a stiff plastic ceramic is extruded through orifices having the desired shape. Hollow columns can be achieved by adding inserts in the die. Air can be removed in vacuum chamber enhancing the density of the ceramic parts formed. Eg. pipes, blocks, tiles. |
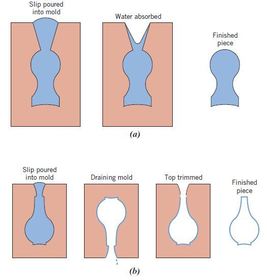
| Slip Casting | Slip is a suspension of clay and non-plastic materials in water. Poured in a porous mould made from plaster of paris, which absorbs water from slip leaving behind a solid layer on mould wall, with thickness depending on time. a. Solid casting: Process is continued until the finished piece is solid b. Drain casting: Process is continued until the desired thickness is achieved. The mould is dissassembled and the part is dried, fired and glazed to increase strength and seal pores respectively. |
| Powder Pressing | Powder ceramics together with binder compacted together into the desired shape by means of pressure. Binder (usually water) lubricates the powder particles as they move past each other in the pressing process. |
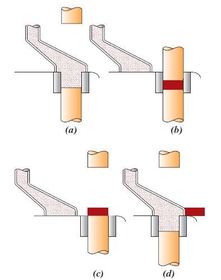
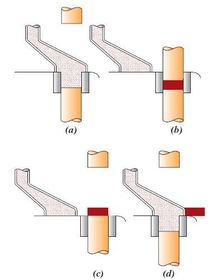
| Uniaxial Pressing | Powder compacted into the die by pressure applied in one direction. Formed piece takes the configuration of dies and punches. Simple, axial shapes with no large differences in cross-section. High production rates, easily automated and inexpensive. Defects may arise from friction between powder and tool walls, and from worn tools. |
| Uniaxial Pressing | Powder compacted into the die by pressure applied in one direction. Formed piece takes the configuration of dies and punches. Simple, axial shapes with no large differences in cross-section. High production rates, easily automated and inexpensive. Defects may arise from friction between powder and tool walls, and from worn tools. |
| Isostatic Pressing | Powder is contained in a rubber envelope and compacted by pressure applied from all directions by means of fluid. More complex shapes can be achieved, however, this process is time consuming and more expensive. |
| Sintering | After pressing, the piece is heated to the melting temperature so that particles can coalesce into a dense mass and improve mechanical strength by reducing porosity. Necks form along the contact regions between adjacent particles, grain boundaries form within each neck and interstices between particles form pores which become smaller and more spherical during the sintering process. |
| Hot Pressing | Pressing and sintering are performed simultaneously and the powder is compacted at an elevated temperature. High density is achieved without appreciable growth, however, it is expensive and time consuming. |
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
¿Quieres crear tus propias Fichas gratiscon GoConqr? Más información.