31783751
Descripción
Mapa Mental por Armando Lázaro Victorino, actualizado hace más de 1 año
|
|
Creado por Armando Lázaro Victorino
hace más de 3 años
|
|
Cálculos escenciales para la fabricación de troqueles
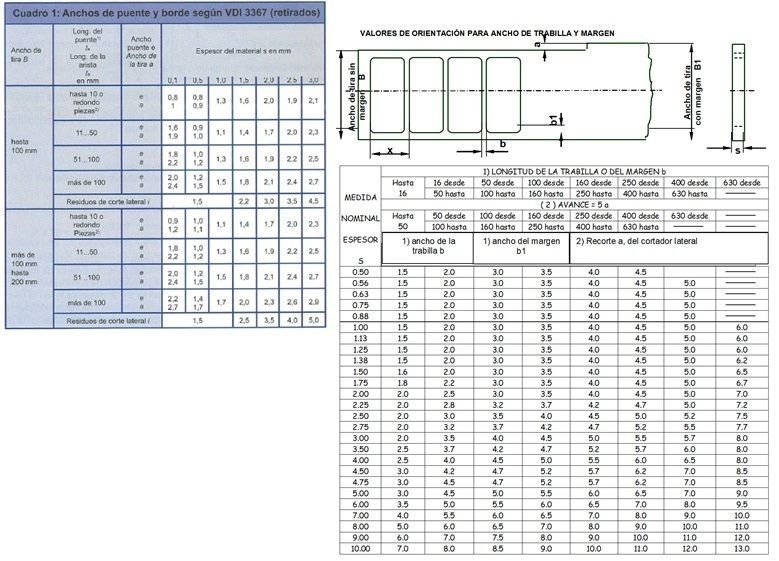
- Determinación de ancho de tira y avance
- El uso favorable de las tiras cortadas dependen esencialmente de la forma exterior de la parte cortada
y de su disposición hacia la dirección del avance de la tira. El punzón y la abertura de la matriz están
montados en el corte sea lo mas reducido posible. La tira de corte es desplazada por le avance en la
dirección del eje de la fila con cada golpe de presión. El avance (V) es la medida por la cual el fleje o
chapa cortada debe moverse entre cortes , la distancia desde el borde hacia el mismo de la siguiente
pieza se denomina “Paso” (t)
- El uso favorable de las tiras cortadas dependen esencialmente de la forma exterior de la parte cortada
y de su disposición hacia la dirección del avance de la tira. El punzón y la abertura de la matriz están
montados en el corte sea lo mas reducido posible. La tira de corte es desplazada por le avance en la
dirección del eje de la fila con cada golpe de presión. El avance (V) es la medida por la cual el fleje o
chapa cortada debe moverse entre cortes , la distancia desde el borde hacia el mismo de la siguiente
pieza se denomina “Paso” (t)
- Corte y punzonado
- Fuerza de Corte
- Es importante calcular la fuerza de corte (F) porque ésta determina el tamaño
(tonelaje) de la prensa necesaria y es esencial para evitar un desgaste
prematuro de la herramienta.
- Fc = Kc · p · e
- Fc = Fuerza de corte en Kg.
- Kc = Resistencia de rotura al cizallamiento en Kg/mm2
- P = Perímetro de la pieza a cortar en mm.
- E = espesor de la chapa a cortar en mm.
- La fuerza de corte es la suma de las fuerzas parciales de corte de cada uno de los punzones Fc= F´ + F” +
............. + Fn
- Fc = Kc · p · e
- Es importante calcular la fuerza de corte (F) porque ésta determina el tamaño
(tonelaje) de la prensa necesaria y es esencial para evitar un desgaste
prematuro de la herramienta.
- Trabajo
- Como se recordará se denomina trabajo al producto de
una fuerza por el camino recorrido.
- T= F • e
- T= trabajo de corte en kgf/mm
- F= esfuerzo de corte en kgf
- e= espesor de la chapa (camino recorrido) en mm
- T= trabajo de corte en kgf/mm
- T= F • e
- Como se recordará se denomina trabajo al producto de
una fuerza por el camino recorrido.
- Fuerza de extracción
- Es la fuerza necesaria para separar el recorte de la pieza que queda sujeta a los punzones.
- Cuando el recortado es en plena chapa y queda mucho material alrededor.
- Fex. = 7% • Fc
- Fex. = 7% • Fc
- Si el recorte es sólo importante por algunos lados o si la pieza presenta entrantes.
- Fex. = 4% • Fc
- Fex. = 4% • Fc
- Cuando el material sobrante tiene las mismas dimensiones mínimas normalizadas
- Fex. = 2% • Fc
- Fex. = 2% • Fc
- Cuando el recortado es en plena chapa y queda mucho material alrededor.
- Es la fuerza necesaria para separar el recorte de la pieza que queda sujeta a los punzones.
- Esfuerzo de expulsión para extraer la pieza fuera de la matriz.
- Es cuando el punzón ejerce su fuerza de corte sobre la chapa.
- Fex= 1.5% * Fc
- Fex= 1.5% * Fc
- Es cuando el punzón ejerce su fuerza de corte sobre la chapa.
- Fuerza de Corte
- Doblado
- Esfuerzo necesario
- Ep = 0.5 k e L
- L = longitud a doblar (mm)
- e = espesor (mm)
- k = Resistencia de la chapa =1.25 R (kg/mm²)
- L = longitud a doblar (mm)
- Ep = 0.5 k e L
- Longitud total
- El doblado debe ser considerado la longitud total de la pieza o calcularlo tomando en cuenta los radios
interiores y las longitudes donde terminan los radios estas deben sumarse y así sacar la longitud total.
- Materiales ≤ a 1.0 mm la formula es: Radio interior + 1/2 s * 0.0175 * N grados
- Materiales ≥ a 1.0 mm la formula es: Radio interior + 1/3 s * 0.0175 * N grados
- Materiales ≤ a 1.0 mm la formula es: Radio interior + 1/2 s * 0.0175 * N grados
- El doblado debe ser considerado la longitud total de la pieza o calcularlo tomando en cuenta los radios
interiores y las longitudes donde terminan los radios estas deben sumarse y así sacar la longitud total.
- Esfuerzo necesario
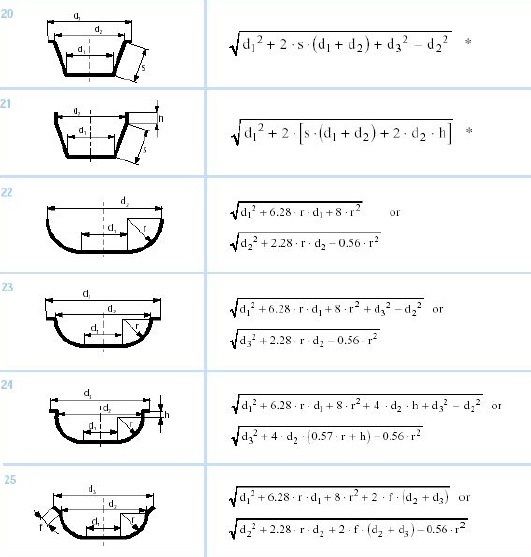
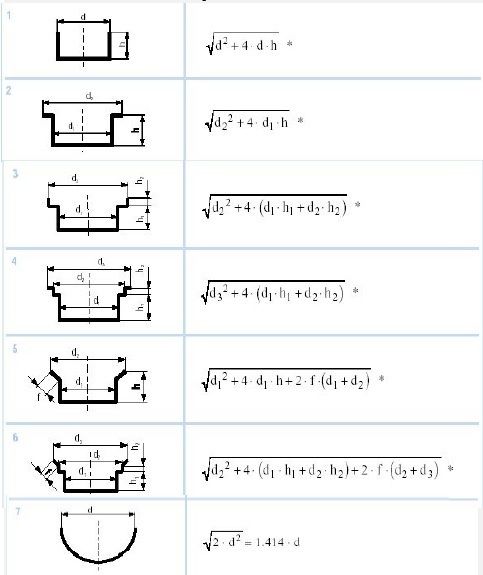
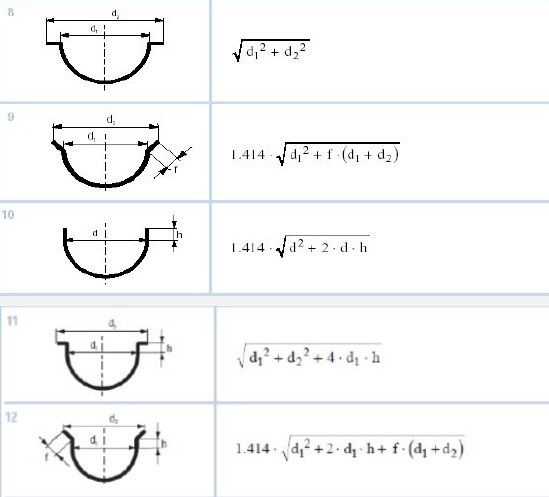
- Embutido
- Como no se pierde ningún material durante la embutición normal o profunda el volumen de salida del
material se debe equiparar con el volumen final del material de la pieza embutida. Para la
determinación del diámetro D para piezas redondas y cilíndricas, se debe el redondeo inferior r st
- Como no se pierde ningún material durante la embutición normal o profunda el volumen de salida del
material se debe equiparar con el volumen final del material de la pieza embutida. Para la
determinación del diámetro D para piezas redondas y cilíndricas, se debe el redondeo inferior r st
Recursos multimedia adjuntos
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
¿Quieres crear tus propios Mapas Mentales gratis con GoConqr? Más información.