2272121
Description
Flashcards by Marissa Gotsell, updated more than 1 year ago
|
|
Created by Marissa Gotsell
almost 10 years ago
|
|
| Question | Answer |
| Solidification involves change of _____ of the metal. | Phase |
| Mould determines the ______ of the casting part. | Shape |
| Expendable moulds are made from: Sand Plaster Ceramic shell Metal | Sand, Plaster and Ceramic Shell |
| Permanent moulds are made from: Sand, Plaster Ceramic shell Metal | Metal and less commonly Ceramic Shell |
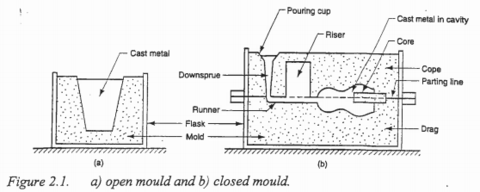
| Parting line separates: - The cast and the mould. - The mould and the flask. - The cope and the drag halves of the mould. - The feeder from the casting. | The cope and drag halves of the mould. |
| The upper part of a mould: Cope or Drag | Cope |
| The bottom half of a mould: Cope or Drag | Drag |
| The two mould parts are contained in a box called a _____ . | Flask |
| In sand casting, the mould cavity if formed by using: - a pattern that has the same shape as the part to be cast. - a pattern made up of wax. - compacted sand containing a binder. - ceramic. | a pattern that has the same shape as part to be cast. & compacted sand containing a binder. |
| Cores are: - used to pour molten metal into the mould. - used to supply the molten metal to all parts of the mould. - provided ti render additional strength to the mould. - forms places inside the mould cavity to define the interior geometry of the part. | forms places inside the mould cavity to define the interior geometry of the part. |
| The grating system can be defined as: | a channel or network of channels by which the molten metal flows into the mould cavity. |
| A riser acts as a: | Pool or reservoir of molten metal to compensate for shrinkage during solidification and supply liquid metal. |
| The gating system and riser design do not influence the solidification pattern in casting: True or False | False |
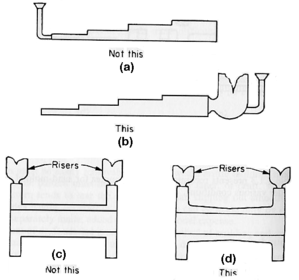
| The riser should ideally freeze/solidify: - at the same time as main casting. - before the casting. - after the casting has solidified. - at the beginning of the solidification process. | After the casting has solidified. |
| Riser should ideally be located at the thinnest sections of the casting: True or False | False (depends on the casting shape, also the thinnest sections will solidify quicker) |
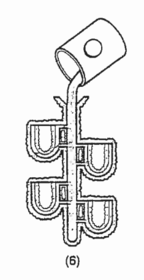
| Size, shape, number and location of the risers depends on the dimensions and geometry of the casting: True or False | True |
| Why are b and d correct designs of castings and riser locations? | Risers are located at the heaviest sections of the casting and thus able to supply molten metal to the thinner and farthest sections of the cast. Supplies metal to the casting during solidification and thus will contain the final void. |
| As the pouring of molten metal starts, the air and gasses occupying the mould cavity should be: | Should be taken out from the mould cavity using either the porosity of sand moulds or by drilling vent holes into the mould. |
| A typical mixture for green sand mould is: __ % sand, __ % water and __ % clay. | 90% sand, 3% water and 7% clay. |
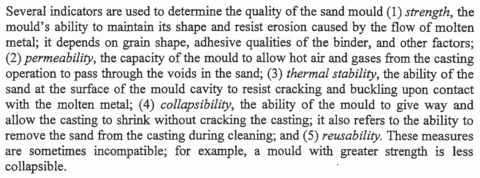
| Four main indicators of a good quality sand mould are: -strength - impermeability - collapsibility - permeability - thermal stability - conductivity | Strength, permeability, thermal stability, collapsibility. Also: reusability. |
| Which of the following provide better dimensional control? - green-sand moulds - dry-sand moulds - skin-dried moulds - no-bake moulds | Dry-sand moulds & No-bake moulds |
| Shell moulds: - are weak moulds. - are used to make ammunition shells. - provide better surface finish and dimensional accuracy. - are made up of sand held together by thermosetting resin binders. | provide better surface finish and dimensional accuracy. & are made up of sand held together by thermosetting resin binders. |
| In Investment Casting: - a pattern made of wax is coated with a refractory material to make the mould. - the wax is retained till the completion of the solidification inside the mould. - the wax is melted and extracted from the mould prior to casting. - a permanent metal mould is used. | a pattern made of wax is coated with a refractory material to make the mould. & the wax is melted and extracted from the mould prior to casting. |
| Investment casting is also known as: - stolen-wax process - filled-wax process - lost-wax process - no-wax process | lost-wax process (as the wax pattern is lost from the mould prior to casting) |
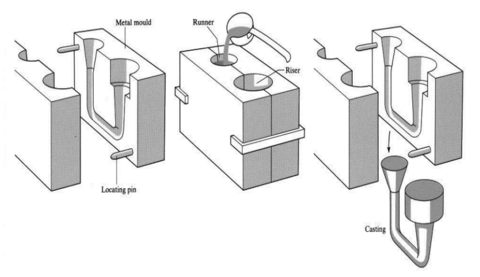
| What is being poured in this step? | Molten metal |
| Die casting process: - uses an expendable plaster mould. - uses a permanent mould. - does not require a mould. - uses a sand mould. | uses a permanent mould |
| In die casting, the mould is made up of: | Metal |
| Which casting process is shown below? | Gravity die casting |
| The shaped die to produce parts with a complex shape constitute ____ die forging. | Pressure die forging?? |
| Molten metal is forced into a water cooled metal mould through a system of sprues and runners in pressure die casting: True or False | True |
| When dies are at the same temperature as the work metal piece, the forging process is known as: | Squeeze casting??? |
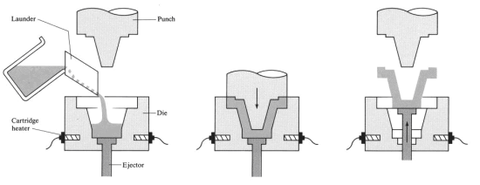
| Which of these for Squeeze Casting are true? - this process can be used to reduce porosity in casting. - metal utilisation is rarely better than 50% - metal utilisation can be as high as 100% - the mould is pre heated | this process can be used to reduce porosity in casting; metal utilisation can be as high as 100%; the mould is pre heated. |
| This casting process is known as ___ casting and can be used to reduce porosity in casting. | Squeeze casting |
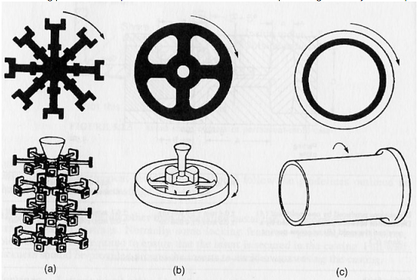
| This casting process which provides a cost-effective method for producing hollow cylindrical parts and circular plates is: | Centrifugal casting |
| In case of centrifugal casting, the mould is rotated along its long axis to distribute metal over the inner surface. True or False | True |
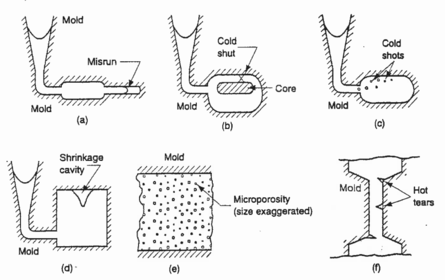
| Which of these are casting defects? insufficient venting, cold shuts, shrinkage cavity, oxidised melt, microporosity, misrun, cold shots, snapping, hot tearing, cracked mould. | |
| Casting defect misrun is often caused by: | insufficient fluidity of the molten metal; pouring temperature is too low; pouring is done too slowly; cross-section of the mould cavity is too thin. |
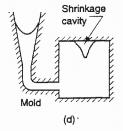
| Casting defect such as shrinkage cavity can often be solved by a proper riser design. True or False | True |
| Metals used in manufacturing are usually alloys, composed of two or more elements, at least one of which is a metallic element. What two basic groups can metals be divided into? | Ferrous Metals - based on iron; includes steel and cast iron. More than 3/4 of the metal tonnage throughout the world. Alloys of iron and carbon form steel and cast iron. & Nonferrous Metals - Other metallic elements and their alloys. Include pure materials and alloys of many metals. |
| Three categories of processing operations: | Shaping operations Property-enhancing operations Surface processing operations |
| The 4 Shaping Processes Classifications: | - Casting, moulding and other similar processes in which the starting material is a heated liquid or semi-fluid. - Particulate processing; - Deformation processes; - Material removal processes. |
| Particulate Processing: | The starting material is a powder (metal or ceramic), and the powders are formed and heated into the desired geometry. To increase strength the part is heated to a temperature below the melting point through which the particles bond together - sintering. |
| Deformation Processes: | The starting material is a ductile solid (commonly metal), which is deformed to shape the part. To increase ductility (and other reasons) the material is often heated to a temperature below the melting point prior to forming. Closely associated with metalworking, e.g. operations such as forging, extrusion, rolling. |
| Material Removal Processes: | The starting material is a solid (ductile or brittle) from which material is removed so that the resulting part has the required geometry. Most important processes are machining operations e.g. turning, drilling, milling, grinding. Non-traditional methods are lasers, electron beams, chemical erosion etc. |
| Casting is: | a process in which molten flows by gravity or other force into a mould where is solidifies in the shape of the mould cavity. |
| Disadvantages associated with casting include: | limitations on mechanical properties; porosity; poor dimensional accuracy; surface finish; safety hazards due to hot molten metals; environmental problems. |
| The actual size and shape of the cavity must be designed slightly _____ to allow for shrinkage that occurs in the metal during solidification and cooling. | oversized |
| Moulds can be made from: | a variety of materials including sand, plaster, ceramic and metal. |
| The two types of moulds are open moulds and _____ moulds. | closed |
| In a closed mould a passageway, called a ____ system, is provided to permit the molten metal to flow from the outside world into the cavity. | gating |
| An ______ mould in casting means that the mould in which molten metal solidifies must be destroyed in order to remove the casting. | expendable |
| A ______ mould is one that can be used over and over to produce many castings. The mould consists of of two (or more) sections that can be opened to permit removal of the finished part. Die casting is the most familiar process. | permanent |
| More intricate casting geometries are generally possible with the ______ mould process. | expendable |
| Past shapes in the permanent mould process are limited by: | the need to open the mould. |
| Some ______ mould processes have certain economic advantages in high-production operations. | permanent |
| Selection of the appropriate pattern material in Sand Casting depends to a large extent on: | the total quantity of castings to be made. |
| 3 types of Sand Casting patterns include: | Solid patterns; Split patterns. |
| The simplest sand casting pattern is made of one piece, called a solid pattern with the same geometry as the casting, adjusted in size for shrinkage and machining. These patterns are generally limited to very low production quantities because: | Although easiest pattern to fabricate, it is not the easiest to use in making the sand mould. Determining the location of the parting line can be a problem, and incorporating the gating system and sprue into the mould is left to the judgement and still of the foundry worker. |
| ____ patterns (sand casting) consists of two pieces, diving the part along a plane coinciding with the parting line of the mould. | Split |
| Split patterns (sand casting) are appropriate for ___________ and ____________ . | complex part geometries and moderate production quantities |
| Foundry sands are: | silica (Si02) or silica mixed with other minerals. |
| Sand should possess good refractory properties, meaning: | the capacity to stand up to high temperatures without melting or otherwise degrading. |
| Important features of the sand in sand casting include: | grain size, distribution of grain size in the mixture and shape of the grains. |
| Small grains of sand in sand casting provides better surface finish on the cast part but large grain size is more _____ . | permeable |
| In sand casting, moulds made from irregular shape tend to be stronger than moulds of round grains because of interlocking, yet interlocking tends to restrict ______ . | permeability |
| 5 indicators used to determine the quality of the sand mould are: | Strength; Permeability; Thermal stability; Collapsibility; Reusability. |
| Greensand moulds advantages and disadvantages: | Advantages: good strength, collapsibility, permeability, reusability and cheapest. Disadvantages: moisture can cause defects, depending on the metal and geometry of part. |
| Dry-sand moulds are made using organic binders rather than clay and the mould is then baked. The mould is baked because it: | strengthens the mould and hardens the cavity surface. |
| Dry-sand mould provides better ________ control in the cast product compared to greensand moulding. | dimensional |
| Disadvantages of dry-sand moulding are: | more expensive than greensand moulding and production rate is reduced because of drying time. |
| Skin-dried moulds are achieved by: | partially drying the surface of a greensand mould to a depth of 0.5 - 1 in at the mould cavity surface. - special bonding materials must be added to the sand mixture to strengthen the cavity surface. |
| No-bake systems include furan resins, phenolics and alkyd oils. They are growing in popularity due to their: | good dimensional control in high-production applications. |
| Advantages of Shell moulding: | - Surface of mould cavity is smoother than greensand moulds, this smoothness permits easier flowing of molten metal and better surface finish on the casting. - Good finish and accuracy - Sufficient collapsibility. |
| Disadvantage of Shell moulding: | more expensive metal pattern than that for greensand moulding. |
| Advantages of Investment casting: | precision casting process because it is capable of making castings of high accuracy and intricate detail. |
| In investment casting in high-production operations, several patterns are attached to a sprue, also made of wax, to form a _________ . | pattern tree |
| Investment casting - coating with refractory is usually accomplished by: | dipping the pattern tree into a slurry of very fine grained silica or other refractory (almost in powder form) mixed with plaster to bond the mould into shape. |
| Advantages of Investment casting: | - capability to cast parts of great complexity and intricacy. - close dimensional control. - good surface finish - the wax can usually be recovered for reuse. - additional machining is not normally required. |
| Disadvantage of Investment casting: | Very expensive |
| Gravity die casting has a short cycle time since: | solidification and removal from the mould are all rapid. |
| Gravity die casting's materials utilisation is rarely better than __ % but runners and risers can often be remelted. | 60 |
| Pressure die casting is when: | molten metal is forces into a water cooled metal mould through a system of sprues and runners. The metal solidifies rapidly and is then removed. |
| In pressure die casting the metal needs to be of a high ____ and low melting point eutectic alloys are usually used. | fluidity |
| The operation costs are high since both the _______ and ____ are expensive. | machines and moulds |
| Squeeze casting reduces: | porosity in castings. |
| Squeeze casting is where: | a metered quantity of metal is poured into a preheated mould. The mould is then closed with a punch and pressure is applied until solidification is complete. |
| In squeeze casting, provided metering is good the metal utilisation can approach ___ % . | 100 |
| Centrifugal casting is a ______ mould process where the mould may be either of the sand or metal variety. | permanent |
| Object of centrifugal casting is to product relatively long hollow objects without the use of ___ . | cores |
| In centrifugal casting the mould is rotated about its ___ axis thus distributing the metal over the inner surface. | long |
| The absence of sprues and runners in centrifugal casting means that its metal utilisation is close to ___ % . | 100 |
| Casting defect misrun is: | a casting that has solidified before completely filling the mould cavity. |
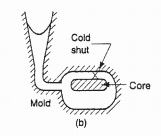
| Casting defect cold shut occurs when: | two portions of the metal flow together, but there is a lack of fusion between then due to premature freezing. - causes are similar to misrun |
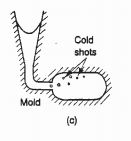
| Casting defect cold shots are: | when splattering occurs during pouring, globules of metal are formed that become entrapping in the casting. Pouring procedures and gating system designs can prevent this defect. |
| Casting defect shrinkage cavity is: | a depression in the surface or an internal void in the casting caused by solidification shrinkage that restricts the amount of molten metal available in the last region to freeze. - often occurs near the top, in this case often referred to as a pipe. A proper riser design prevents this. |
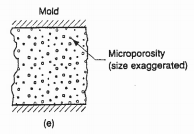
| Casting defect microporosity refers to: | a network of small voids distributed throughout the casting caused by localised solidification shrinkage of the final molten metal in the dendritic structure. - Usually associated with alloys. |
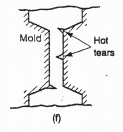
| Casting defect hot tears (hot cracking) occurs: | when casting is restrained from contracting by an unyielding mould during the final stages of solidification or early stages of cooling after solidification. - manifested by separation of the material at a high point of high tensile stress caused by the metals inability to shrink naturally. |
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Want to create your own Flashcards for free with GoConqr? Learn more.