10595765
Description
Mind Map by Raquel Granja, updated more than 1 year ago
|
|
Created by Raquel Granja
about 7 years ago
|
|
SOLDADURA MIG MAG (COMPOSICIÓN FINAL)
- 1. DEFINICIÓN
- Es un proceso por fusión en el que el calor necesario se
genera por el arco eléctrico que se establece entre un
electrodo consumible y el mental que se va a soldar
- DIFERENCIA ENTRE MIG Y MAG
- EL TIPO DE GAS
- MIG = GAS INERTE
- MIG = GAS INERTE
- MIG = GAS INERTE
- EL TIPO DE GAS
- DIFERENCIA ENTRE MIG Y MAG
- Es un proceso por fusión en el que el calor necesario se
genera por el arco eléctrico que se establece entre un
electrodo consumible y el mental que se va a soldar
- 2. FUENTE DE ALIMENTACIÓN
- 1. Tensión de la red >>>>Tensión de soldadura>>>OBJETIVO:
MANTENER EL ARCO ESTABLE DENTRO DE LO POSIBLE
- 2. Polaridad inversa:Polo (+) irá al
electrodo / Polo (-) irá a la pieza a soldar.
TECNOLOGÍA INVERTER
- TRASNFORMADOR
- REDUCE>>> Tensión de la red a Tensión apta para soldar
- REDUCE>>> Tensión de la red a Tensión apta para soldar
- RECTIFICADOR
- AC>>>DC
- AC>>>DC
- TRASNFORMADOR
- 1. Tensión de la red >>>>Tensión de soldadura>>>OBJETIVO:
MANTENER EL ARCO ESTABLE DENTRO DE LO POSIBLE
- 3. MECANISMO DE ALIMENTACIÓN DEL ALAMBRE ELECTRODO
- INSTALACIÓN DEL ALAMBRE ELECTRODO
- PORTABOBINA DE HILO + BOBINA
- TUBO GUÍA
- MECANISMO DE EMPUJE
- SISTEMA TENSOR = TORNILLO + MUELLE: lleva marcas
de referencia para el ajuste
- PROBLEMAS
- POCA PRESIÓN: el rodillo de arrastre partiría
y el hilo no avanzaría de forma regular
- EXCESIVA PRESIÓN: El hilo se marcaría
demasiado, avanzando de forma irregular
- POCA PRESIÓN: el rodillo de arrastre partiría
y el hilo no avanzaría de forma regular
- PROBLEMAS
- SISTEMAS DE ALIMENTACIÓN DEL HILO
- DE EMPUJE: INTERIOR DE LA MÁQUINA
- DE ARRASTRE: EN LA PISTOLA
- DE EMPUJE: INTERIOR DE LA MÁQUINA
- SISTEMA TENSOR = TORNILLO + MUELLE: lleva marcas
de referencia para el ajuste
- MECANISMO DE EMPUJE
- TUBO GUÍA
- PORTABOBINA DE HILO + BOBINA
- Sistema que alimenta la pistola o antorcha con un
motor eléctrico accionado desde un interruptor en la
pistola. El motor mueve el rodillo de arrastre,
desplazando el hilo hasta la pistola para iniciar la
soldura. La velocidad del movimiento se regula con
un conmutador en el cuadro de mandos.
- INSTALACIÓN DEL ALAMBRE ELECTRODO
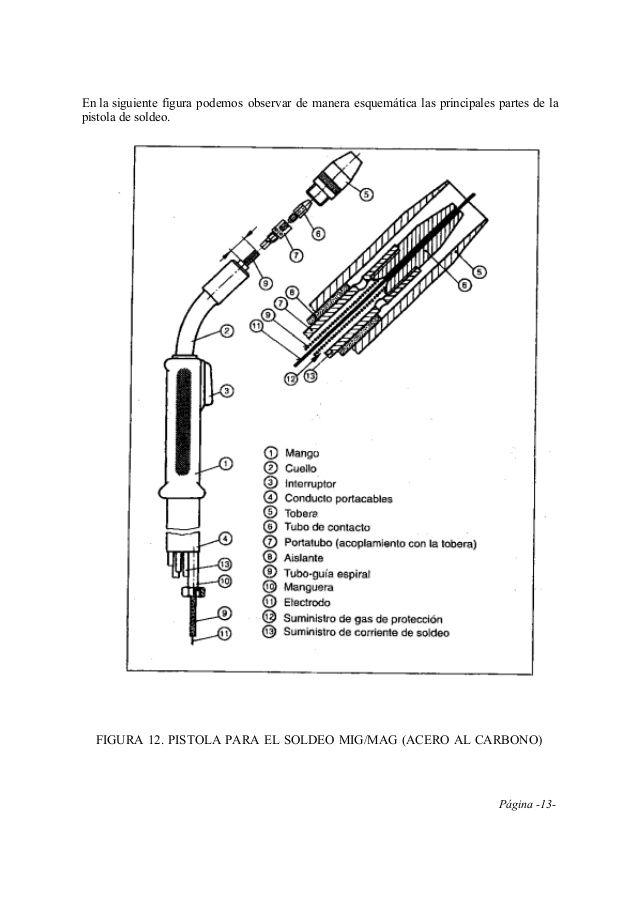
- 4. SOPLETES Y PISTOLAS
- De manejo manual, es la
encargada de dirigir el electrodo
o hilo, el gas protector y la
corriente hacia la zona de
soldadura.
- CUERPO: ZONA DE AGARRE \ Aislada eléctricamente \
Ergonómica\interruptor de soldadura
- INTERRUPTOR: ON\OFF para soldar + arranque motor del hilo +
abre electroválvula par salir el gas + activa el arco eléctrico
- TUBO DE CONTACTO O BOQUILLA: MISIÓN: suministrar el
contacto eléctrico\ D orificio>d hilo -> cambiar boquilla al cambiar
el hilo
- TOBERA: Canaliza el gas\ hacer frecuentemente su mantenimiento
- CUERPO: ZONA DE AGARRE \ Aislada eléctricamente \
Ergonómica\interruptor de soldadura
- De manejo manual, es la
encargada de dirigir el electrodo
o hilo, el gas protector y la
corriente hacia la zona de
soldadura.
- 5. MANOREDUCTOR Y CAUDALÍMETRO
- suministra el gas de protección -> protege la soldadura de la oxidación
- BOTELLA DE GAS +CAUDALÍMETRO (l/ min) + MANO REDUCTOR
- regulación: 10* diámetro del hilo
- regulación: 10* diámetro del hilo
- BOTELLA DE GAS +CAUDALÍMETRO (l/ min) + MANO REDUCTOR
- suministra el gas de protección -> protege la soldadura de la oxidación
- 6. PINZA DE MASA
- Es la encargada de hacer que se cierre
el circuito eléctrico. Debe conectarse lo más
cerca posible a la zona de soldadura
para evitar caídas de tensión.
- CONEXIÓN A LA MESA>>> PIEZA
- CONEXIÓN A LA MESA>>> PIEZA
- Es la encargada de hacer que se cierre
el circuito eléctrico. Debe conectarse lo más
cerca posible a la zona de soldadura
para evitar caídas de tensión.
- 7.MANGUERA
- Lleva en su interior de forma independiente: EL
GAS +CABLE DE TENSIÓN + CABLE DE MOTOR DE
ARRASTRE DEL HILO
- Lleva en su interior de forma independiente: EL
GAS +CABLE DE TENSIÓN + CABLE DE MOTOR DE
ARRASTRE DEL HILO
- 8. MANDO CONTROL
- MISIÓN: Seleccionar
los parámetros de
soldadura
- Velocidad del
hilo
- Tensión del arco
eléctrico
- Interruptor de máquina ON\OFF
- Velocidad del
hilo
- MISIÓN: Seleccionar
los parámetros de
soldadura
- 9. GASES DE PROTECCIÓN
- 1. GASES ACTIVOS = GASES REACTIVOS
- Mezcla activa = Más de un gas y al
menos uno que sea activo
- La mezcla depende del
material de las piezas a
unir
- + utilizados:
Dióxido de
carbono,
oxígeno y
argón
- CO2 = Aceros al carbono = ojiva gris
- CO2 = Aceros al carbono = ojiva gris
- + utilizados:
Dióxido de
carbono,
oxígeno y
argón
- La mezcla depende del
material de las piezas a
unir
- Mezcla activa = Más de un gas y al
menos uno que sea activo
- 2. GASES INERTES = gases no reactivos
- No deben formar enlaces químicos con los componentes
del material + Deben proteger el electrodo + debe de
proteger de las reacciones con el aire
- + utilizados: argón y helio
- Argón = ojiva verde
oscuro
- RIESGO : ASFIXIA
- RIESGO : ASFIXIA
- Helio = ojiva marrón oscuro
- Se sueldan materiales gruesos
- Se sueldan materiales gruesos
- Argón = ojiva verde
oscuro
- + utilizados: argón y helio
- No deben formar enlaces químicos con los componentes
del material + Deben proteger el electrodo + debe de
proteger de las reacciones con el aire
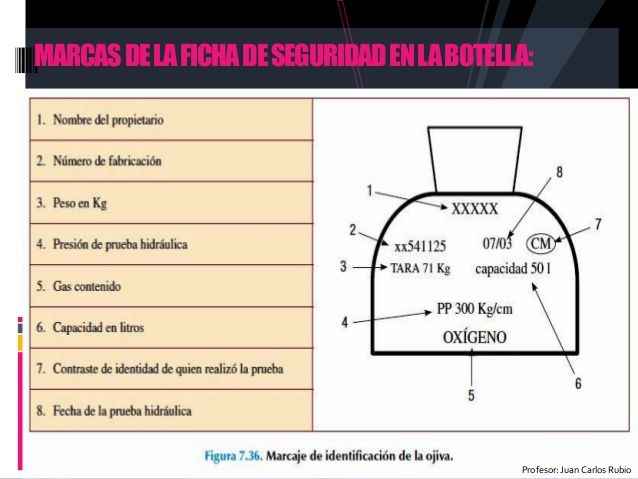
- 3. IDENTIFICACIÓN DE LAS BOTELLAS QUE CONTIENEN LOS GASES
- 1ª información = COLOR DE LA OJIVA
- 2ª información la etiqueta de babana
- 2ª información la etiqueta de babana
- 1ª información = COLOR DE LA OJIVA
- 4. FICHA DE SEGURIDAD DE LAS BOTELLAS
- Dan información sobre las
características del gas y las normas
de seguridad
- Dan información sobre las
características del gas y las normas
de seguridad
- 1. GASES ACTIVOS = GASES REACTIVOS
- 10. EL ALAMBRE ELECTRODO
- 1. TRANSFERENCIA POR CORTOCIRCUITO O ARCO CORTO = + utilizada
- Arco extinto por frecuentes cortocircuitos
- El hilo se funde formando una gota, que se alarga hasta
tocar la pieza, produciendo el cortocircuito, y
desprendiendo la gota, y formando un nuevo arco
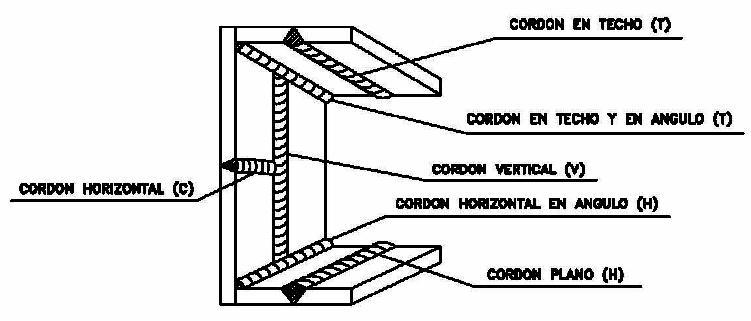
- Piezas de bajos espesores + posiciones
complicadas de soldadura: vertical y
bajo techo
- Piezas de bajos espesores + posiciones
complicadas de soldadura: vertical y
bajo techo
- El hilo se funde formando una gota, que se alarga hasta
tocar la pieza, produciendo el cortocircuito, y
desprendiendo la gota, y formando un nuevo arco
- Arco extinto por frecuentes cortocircuitos
- 2. TRANSFERENCIA POR ESPRAY O ARCO LARGO
- Material se desintegra en gotas y se depositan
en la pieza = POSICIÓN HORIZOTAL
- El hilo sobresale 5 mm de la tobera
- El hilo sobresale 5 mm de la tobera
- Material se desintegra en gotas y se depositan
en la pieza = POSICIÓN HORIZOTAL
- 3. TRANSFERENCIA POR ARCO PULSADO
- CORRIENTE DE POCA INTENSIDAD (calor para mantener el arco en el avance) +
CORRIENTE DE PICO (pulsaciones que funde la gota y la hace saltar antes de llegar a la
pieza
- NO CALIENTA LA PIEZA, NI LA DEFORMA =
ESPESORES FINOS = RECOMENDABLE
- NO CALIENTA LA PIEZA, NI LA DEFORMA =
ESPESORES FINOS = RECOMENDABLE
- CORRIENTE DE POCA INTENSIDAD (calor para mantener el arco en el avance) +
CORRIENTE DE PICO (pulsaciones que funde la gota y la hace saltar antes de llegar a la
pieza
- 4. TRANSFERENCIA GLOBULAR
- TIPO MAG
- El hilo funde en gotas de gran tamaño porque el hilo es de gran diámetro
- Cordón irregular = NO RECOMENDABLE
- Cordón irregular = NO RECOMENDABLE
- El hilo funde en gotas de gran tamaño porque el hilo es de gran diámetro
- TIPO MAG
- MISMA NATURALEZA DE LAS PIEZAS A SOLDAR
- COBRE -SILICO = para evitar la evaporación del cinc de
la pieza mientras se suelda = MIG BRAZING
- SUMINISTRO = BOBINA = alambre recubierto de Cu
para evitar corrosión +mejorar el arco eléctrico + (-)
rozamiento de la sirga en movimiento
- Diámetros
frecuentes: 0.6 y 0.8
mm
- Diámetros
frecuentes: 0.6 y 0.8
mm
- SUMINISTRO = BOBINA = alambre recubierto de Cu
para evitar corrosión +mejorar el arco eléctrico + (-)
rozamiento de la sirga en movimiento
- COBRE -SILICO = para evitar la evaporación del cinc de
la pieza mientras se suelda = MIG BRAZING
- 1. TRANSFERENCIA POR CORTOCIRCUITO O ARCO CORTO = + utilizada
- 11. PARÁMETROS CONDICIONANTES DE LA SOLDADURA
- 1. DIÁMETRO DEL HILO
- Chapas de acero = D 0.6 y 0.8 mm
- Chapas de aluminio = hasta 1.2 mm
- Chapas de acero = D 0.6 y 0.8 mm
- 2. CAUDAL DE GAS
- 3. POLARIDAD DE LA CORRIENTE
- 4. VELOCIDAD DE AVANCE = VELOCIDAD DEL HILO
- 5. TENSIÓN
- 6. INTENSIDAD
- 7. DISTANCIA ENTRE EL TUBO DE CONTACTO Y LA PIEZA A SOLDAR
- 8. VELOCIDAD DE SOLDADURA
- 1. DIÁMETRO DEL HILO
- 12. PROCEDIMIENTOS OPERATIVOS DE
SOLDADURA = EJECUCIÓN DE LA SOLDADURA
- 1. - DESCONECTAR LA BATERÍA >>> proteger la máquina + colocarse los EPI`S
- 2. PREPARAR LAS PIEZAS = Limpiar la pieza + elegir la forma de unión +
elegir la sujeción + conectar la pinza cerca de la pieza en sitio limpio
- 3. REGULAR LOS PARÁMETROS = DEPENDE DE ( ESPESOR Y DE LA NATURALEZA DEL MATERIAL)
- 4. REGULAR LA TENSIÓN = CHAPA FINA = TENSIÓN BAJA
- 5. REGULAR LA VELOCIDAD DEL HILO = CHAPA FINA = VELOCIDAD BAJA
- 6. REGULAR EL CAUDAL DE GAS = 1º ABRIR VÁLVULA DE LA BOTELLA
+ 2º ABRIR MANOREDUCTOR A 8 l/min
- 7. SOLDAR = ORIENTAR LA PISTOLA HACIA LA SUPERFICIE A
SOLDAR CON UN ÁNGULO DE INCLINACIÓN sobre la vertical DE 10º
- 8. TÉCNICA HACIA DELANTE
- 1. - DESCONECTAR LA BATERÍA >>> proteger la máquina + colocarse los EPI`S
- 13. MÉTODOS DE SOLDADURA
- 1. SOLDADURA CONTINUA
- Cordón de forma continua =
UNIÓN DE UN SÓLO CORDÓN
- CARROCERÍA = NO (+) 3 cm ->
Evita deformaciones de las
chapas
- CARROCERÍA = NO (+) 3 cm ->
Evita deformaciones de las
chapas
- Cordón de forma continua =
UNIÓN DE UN SÓLO CORDÓN
- 2. SOLDADURA INTERRUMPIDA O INTERMITENTE
- Soldadura a intervalos => reduce el calor
aportado => EVITA DEFORMACIONES en la chapa
- Regular = TENSIÓN + VELOCIDAD DE HILO + CAUDAL DE GAS +
LONGITUD DE HILO + Tiempo de soldadura + Tiempo de parada
- Regular = TENSIÓN + VELOCIDAD DE HILO + CAUDAL DE GAS +
LONGITUD DE HILO + Tiempo de soldadura + Tiempo de parada
- MISIÓN: UNIÓN A TOPE DE CHAPAS FINAS
- Soldadura a intervalos => reduce el calor
aportado => EVITA DEFORMACIONES en la chapa
- 3. SOLDADURA POR PUNTOS A TAPÓN
- TALADRO PREVIO >>> MEJORAR LA PENETRACIÓN
DEL MATERIAL DE APORTACIÓN >> PARA UNIR LA
CHAPA INFERIOR
- CHAPAS FINAS = D orificio ~ 5 o 6 mm \\ Espesores = 1.5 mm = D orificio ~7 mm
- DISTANCIA ÓPTIMA ENTRE PUNTOS = 3 X DIÁMETRO DEL
TALADRO X ESPESOR DE LA CHAPA
- Diámetro más pequeño => no unión de la chapa
por cierre prematuro
- PUNTO CON ZONA AZUL OSCURA = NO HAY SOLDADURA ENTRE CHAPAS
- PUNTO RODEADO DE ANILLO BLANCO = SOLDADURA CORRECTA
- PUNTO CON ZONA AZUL OSCURA = NO HAY SOLDADURA ENTRE CHAPAS
- Diámetro más pequeño => no unión de la chapa
por cierre prematuro
- DISTANCIA ÓPTIMA ENTRE PUNTOS = 3 X DIÁMETRO DEL
TALADRO X ESPESOR DE LA CHAPA
- CHAPAS FINAS = D orificio ~ 5 o 6 mm \\ Espesores = 1.5 mm = D orificio ~7 mm
- BOQUILLA ESPECÍFICA
- TALADRO PREVIO >>> MEJORAR LA PENETRACIÓN
DEL MATERIAL DE APORTACIÓN >> PARA UNIR LA
CHAPA INFERIOR
- 4. SOLDADURA POR PUNTO CALADO
- NO HAY TALADRO PREVIO => GRAN APORTACIÓN DE CALOR=> NO SE UTILIZA
- NO HAY TALADRO PREVIO => GRAN APORTACIÓN DE CALOR=> NO SE UTILIZA
- 1. SOLDADURA CONTINUA
- 14. SOLDADURA DE ALUMINIO (MIG)
- PROCESO PARA SOLDAR CON ALUMINIO
- PROCESO PARA SOLDAR CON ALUMINIO
- 15. SOLDADURA DE CHAPAS GALVANIZADAS
- NUNCA DESTRUIR LA CHAPA DE CINC =>> SISTEMA MIG BRAZING CON HILO DE Cu\ Si
- Limpiar frecuentemente la tobera >>>
se desprende muchos vapores de cinc
>>>obstruyendola >> inestabilidad del
arco
- Limpiar frecuentemente la tobera >>>
se desprende muchos vapores de cinc
>>>obstruyendola >> inestabilidad del
arco
- Inclinación del a pistola algo mayor de 10º
- NUNCA DESTRUIR LA CHAPA DE CINC =>> SISTEMA MIG BRAZING CON HILO DE Cu\ Si
- 16. SOLDADURA MIG BRAZING
- Soldadura heterogénea
- el material de aportación SIEMPRE se funde
por debajo de la temperatura de fusión del
metal base = PIEZA
- el material de aportación SIEMPRE se funde
por debajo de la temperatura de fusión del
metal base = PIEZA
- CORDÓN DE SOLDADURA DORADO
- FUSIÓN A 950 ºC. Y se recomienda soldar
- Chapas finas de carrocería
- Chapas galvanizadas
- Chapas finas de carrocería
- FUSIÓN A 950 ºC. Y se recomienda soldar
- Se utiliza la máquina de MAG para acero
- CAMBIOS
- Utilizamos ARGÓN // con 2 litros +(10 x D hilo)
- Rodillo con acanaladura en U
- Sirga de TEFLÓN
- Material de aportación (CuSi) o (CuAl)
- Separación entre las piezas para obtener más superficie de contacto, y penetre mejor por capilaridad
- Utilizamos ARGÓN // con 2 litros +(10 x D hilo)
- CAMBIOS
- Soldadura heterogénea
- 17. DEFECTOS EN LA SOLDADURA
- 1. POROS EN EL CORDÓN
- Piezas sucias
- Protección insuficiente de gas
- Excesiva inclinación de la pistola
- Piezas sucias
- 2. FISURAS
- Material sucio
- Intensidad elevada
- Velocidad de enfriamiento elevada
- Material sucio
- 3. FALTA DE PENETRACIÓN
- Intensidad baja
- Velocidad de avance incorrecta
- Parámetros inadecuados
- Intensidad baja
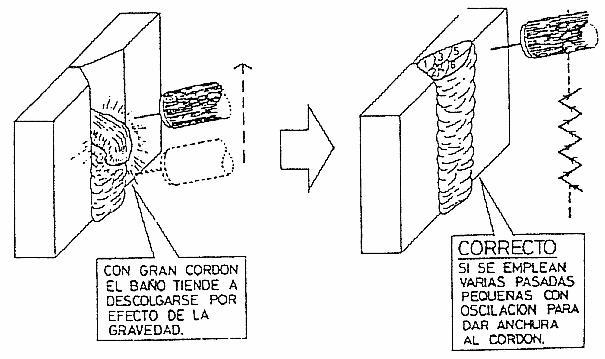
- 4. CORDÓN IRREGULAR
- Intensidad excesiva
- Movimiento de avance lento
- Arco muy largo
- Intensidad excesiva
- 5. PROYECCIONES
- Suciedad en el metal base
- Intensidad \ tensión demasiado elevada
- Arco demasiado largo
- Suciedad en el metal base
- 6. AGUJEROS
- Intensidad muy elevada
- Movimiento de avance lento
- Bordes de las chapas muy separados
- Intensidad muy elevada
- 1. POROS EN EL CORDÓN
- 18. PROTECCIONES GENERALES EN LA SOLDADURA
- 1. Revisar siempre el equipo antes de usarlo
- 2. Protegerse CON GUANTES, PETO Y POLAINAS DE CUERO
- 3. Utilizar pantalla de protección envolvente
- 4. Factor de protección inactínico nº 11 o mayor
- 5. Siempre a mano el extintor
- 6. Proteger el interior con mantas ignifugas
- 7. QUEMADURAS = lavarse en el lavaojos - ducha = después al medico
- 8. Derrame de (+) Argón => Combatir con mucho agua para evaporar rápido
- 9. NO dirigir la tobera hacia la gente = AT
- 10. Comprobar tierra = MASA
- 11. Axfisia por fugas = cerrar botella y ventilar
- 12. Rescate = Equipo autónomo y zona bien ventilada
- 13. Incendio = extinguir con extintor adeudado = llamas extintas = pulverizar con agua la zona
- 14. Usar extractor de gases = OBLIGATORIO
- 1. Revisar siempre el equipo antes de usarlo
- 19. RECOMENDACIONES GENERALES EN EL USO DE LA MÁQUINA
- 1. NO ARRANCAR LA MÁQUINA TIRANDO DE LA PISTOLA
- 2. NO APRETAR EL TUBO DE CONTACTO CUANDO ESTÁ CALIENTE
- 3. MANTENER EL EQUIPO LIMPIO Y SECO
- 4. PINZA DE MASA SIEMPRE EN BUEN ESTADO
- 5. MANGERA SIN DOBLECES Y NUNCA ENRROLLADA
- 1. NO ARRANCAR LA MÁQUINA TIRANDO DE LA PISTOLA
- 20. INCIDENCIAS EN LOS EQUIPOS DE SOLDADURA
- 1. SALTA EL LIMITADOR DE CORRIENTE => COMPROBAR QUE NO HAY MÁS MÁQUINAS FUNCIONANDO EN LA LÍNEA
- 2. ACTIVANDO EL INTERRUPTOR DE LA PISTOLA NO FUNCIONA NADA
- 2.1 COMPROBAR LA TENSIÓN DE LA MÁQUINA
- 2.2 DESMONTAR LA PISTOLA Y COMPROBAR EL MICRORUPTOR
- 2.1 COMPROBAR LA TENSIÓN DE LA MÁQUINA
- 3. AL APRETAR EL INTERRUPTOR SALE HILO PERO NO SALE GAS
- DESMONTAR LA EMPUÑADURA Y VERIFICAR LA CONEXIÓN Y COMPROBAR LA ELECTROVÁLVULA
- DESMONTAR LA EMPUÑADURA Y VERIFICAR LA CONEXIÓN Y COMPROBAR LA ELECTROVÁLVULA
- 4. AL APRETAR NO SALE HILO
- SOLUCIÓN VISTA EN EL TALLER
- SOLUCIÓN VISTA EN EL TALLER
- 5. LA MÁQUINA NO CEBA BIEN Y NO SUELDA CORRECTAMENTE
- 1. SALTA EL LIMITADOR DE CORRIENTE => COMPROBAR QUE NO HAY MÁS MÁQUINAS FUNCIONANDO EN LA LÍNEA
Media attachments
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Want to create your own Mind Maps for free with GoConqr? Learn more.