2483273
Description
Mind Map by Sandra Lilia Castillo Flores, updated more than 1 year ago
More
Crear estabilidad inicial en el proceso
- Si no se han usado metodos Lean y
mejoras en procesos con alta
probabilidad son inestables
- Estabilidad se define como
la capacidad de producir
resultados consistentes en
el tiempo
- El primer paso en la creación de un
proceso lean es logar un nivel básico
de estabilidad en el proceso
- Objetivo principal en desarrollo de procesos estables es llegar
a un nivel constante de capacidad basado en un modelo
espiral de mejora continua incrementando los grados de
estabilidad
- NIVEL INICIAL DE ESTABILIDAD se define
como la capacidad de producir
resultados consistentes con un minimo
de tiempo
- Se mide basandose en resultados consistentes y se relaciona con la
producción de la misma cantidad de productos y con la misma cantidad de
recursos( personas y equipo), con un alto grado de fiabilidad (80 % o mas, aprox de
forma empirica)
- Indicador simple : Capacidad de
satisfacer las necesidades del
cliente con productos de calidad
en la primera vez a tiempo (80%
o mas)
- Indicador simple : Capacidad de
satisfacer las necesidades del
cliente con productos de calidad
en la primera vez a tiempo (80%
o mas)
- Muchas veces el requisito del
cliente no esta bien definido
y es una de las primeras
tareas de la fase de
estabilidad
- Se mide basandose en resultados consistentes y se relaciona con la
producción de la misma cantidad de productos y con la misma cantidad de
recursos( personas y equipo), con un alto grado de fiabilidad (80 % o mas, aprox de
forma empirica)
- NIVEL INICIAL DE ESTABILIDAD se define
como la capacidad de producir
resultados consistentes con un minimo
de tiempo
- Objetivo principal en desarrollo de procesos estables es llegar
a un nivel constante de capacidad basado en un modelo
espiral de mejora continua incrementando los grados de
estabilidad
- Se cree que la estabilidad se indica principalmente por el
rendimiento del equipo, por lo cual la busqueda de herramientas
lean como cambio rapido y atacar fallas preventivos en los
equipos se vuelven actividades primarias
- Desarrollar estabilidad no es un fin,
se trata de la creacion de las bases
para otros aspectos de un proceso
LEAN
- Desarrollar estabilidad no es un fin,
se trata de la creacion de las bases
para otros aspectos de un proceso
LEAN
- El primer paso en la creación de un
proceso lean es logar un nivel básico
de estabilidad en el proceso
- Inestabilidad es el
resultado de la
variabilidad en en
proceso.
- INDICADORES DE INESTABILIDAD a
través de la observación directa
- 1.- Alto indice de variación en las
medidas del desempeño
- 2.- Cambiar a menudo el
plan cuando se presenta un
problema
- 3.-No es posible observar un
patron o metodo consistente
para el trabajo
- 4.- Los lotes en proceso (WIP) son al
aleatorios, aveces mas aveces menos
- 5.- Las operaciones secuenciales se operan
de forma separada ( procesos aislados)
- 6.- Incosistencias o no hay Flujo dentro de proceso
( indicados en el WIP de forma aleatoria)
- 7.- Uso frecuente de frases para describir una operación ,
normalmente, basicamente, tipicamente, en general
seguido por" excepto cuando"
- 8.- Confiamos en los operadores
para tomar decisiones acerca de
como se hace el trabajo, (parte de
una aplicación equivocada)
- 1.- Alto indice de variación en las
medidas del desempeño
- Ningúna operación
jamas alcanzara un nivel
perfecto de estabilidad
- INDICADORES DE INESTABILIDAD a
través de la observación directa
- Estabilidad se define como
la capacidad de producir
resultados consistentes en
el tiempo
- CLEARING THE CLOUDS
- es la Creacion incial de un proceso lean
metafora por japonenes ( FOTOGRAFIA)
- los problemas nublan los
procesos que no han
alcanzado un nivel incial de
estabilidad
- procesos cargados de aleatoridad y caos
generan conclusiones erroneas
- capacidad de adaptarse a las cond del entorno es una
caracteristica humana, sto hace que la creacion de
proceso lean sean mas complejo
- se aplica el modelo espiral de la transformación Lean,
obligara una evaluacion continua y por ende la
eliminacion de una capa de nubosidad en la busqueda
de una imagen clara y cristalina subyacente
- Este es el reto de la mejora continua
- Este es el reto de la mejora continua
- se aplica el modelo espiral de la transformación Lean,
obligara una evaluacion continua y por ende la
eliminacion de una capa de nubosidad en la busqueda
de una imagen clara y cristalina subyacente
- capacidad de adaptarse a las cond del entorno es una
caracteristica humana, sto hace que la creacion de
proceso lean sean mas complejo
- procesos cargados de aleatoridad y caos
generan conclusiones erroneas
- Observar incial a una operacion es
facil confundir la actividad
observada con el trabajo
beneficioso ( valor agregado)
- los problemas nublan los
procesos que no han
alcanzado un nivel incial de
estabilidad
- es la Creacion incial de un proceso lean
metafora por japonenes ( FOTOGRAFIA)
- OBJETIVOS DE LA
DE ESTABILIDAD
- Crea una base para la consistencia de lo que
realmente se puede ver y elminar actividades al
azar, para tener bases para una verdadera mejora
- Reducir la variabilidad de la tasa de demanda ( para
fijar tack time) , Creacion de la nivelacion del
volumen basico diario
- Un proceso estable un mayor grado de
flexibilidad y capacidad de cumplir con diversos
requisitos del cliente
- La estabilidad debe de tener una razon para apoyar al
flujo de valor añadido , reduccion de residuos y la creacion
de flujo haran que la estabilidad sea una necesidad real y
no en un mal para complacer aun grupo lean de
copororativo
- La estabilidad debe de tener una razon para apoyar al
flujo de valor añadido , reduccion de residuos y la creacion
de flujo haran que la estabilidad sea una necesidad real y
no en un mal para complacer aun grupo lean de
copororativo
- Reducir la variabilidad de la tasa de demanda ( para
fijar tack time) , Creacion de la nivelacion del
volumen basico diario
- Crucial para la
preparación de la
fase de flujo
- Si no se mueven los niveles mas altos de flujo y de
pull solo generara ciclos de estabilidad y se volvera
a la inestabilidad
- Crea una base para la consistencia de lo que
realmente se puede ver y elminar actividades al
azar, para tener bases para una verdadera mejora
- ESTRATEGIAS PARA CREAR
ESTABILIDAD
- 1.-Eliminar grandes
residuos
- Produce grandes mejoras significativas en gral, la
mayor parte de las mejoras estan en un proceso
individual, no en un nivel de conexion de flujo
- Produce grandes mejoras significativas en gral, la
mayor parte de las mejoras estan en un proceso
individual, no en un nivel de conexion de flujo
- 3.-Consolidar las multiples actividades de
residuos para que sea visible y
proporcionar atencion
- A menudo es pasada
por alto por creencia
erroneas
- una de ellas es que les
eficiencias indiv pueden
maximizarse si cada
persona trabaja
independiente
- Permite que los problemas se
reducen al minimo lo que genera
que la urgencia tambien sea
minima para solucionarlos
- cada operacion lleva una alta
carga de residuos y en muchos
casos los residuos son identicos a
los prodecimientos de despilfarro
requeridas en otras operaciones
- cada operacion lleva una alta
carga de residuos y en muchos
casos los residuos son identicos a
los prodecimientos de despilfarro
requeridas en otras operaciones
- Permite que los problemas se
reducen al minimo lo que genera
que la urgencia tambien sea
minima para solucionarlos
- otra creencia es Hacer ciertas
actividades con menos
frecuencia para minimizar los
residuos
- este metodo aumenta los residuos
en general y el resultado es un mayor
costo total
- este metodo aumenta los residuos
en general y el resultado es un mayor
costo total
- una de ellas es que les
eficiencias indiv pueden
maximizarse si cada
persona trabaja
independiente
- Toyota way siempre
se centra en la
optmizacion de las
actividades de valor
agregado
- todo proceso se considera al operador y
en minimizar los residuos
- aumenta la calidad y diminuye los residuos o desperdicios
- aumenta la calidad y diminuye los residuos o desperdicios
- todo proceso se considera al operador y
en minimizar los residuos
- A menudo es pasada
por alto por creencia
erroneas
- 2.-Mejorar la disponibilidad operacional OA
- Cumplir con los requerimientos del cliente
- Causas de perdida
- 1.- en el ciclo de perdidas
- se producen en el ciclo de trabajo (
trabajando) , movimientos excesivos y
distancias de un equipo a otro
- se producen en el ciclo de trabajo (
trabajando) , movimientos excesivos y
distancias de un equipo a otro
- 2.- Fuera en el ciclo de perdidas
- Se producen cuando el equipo no esta
trabajando, configuracion del equipo o cambio
de htas
- se usa SMED para acortar este tipo de
perdida ( SINGLE MINUTE EXCHANGE OF
DIES) el pionero fue SHIGEO SHINGO
- cambio rapido, aplica cualquier
cambio material, htas,
configuracion
- cambio rapido, aplica cualquier
cambio material, htas,
configuracion
- se usa SMED para acortar este tipo de
perdida ( SINGLE MINUTE EXCHANGE OF
DIES) el pionero fue SHIGEO SHINGO
- se producen tambien con comparacion
de actividades de valor agregado y sin
valor agregado
- Se producen cuando el equipo no esta
trabajando, configuracion del equipo o cambio
de htas
- 1.- en el ciclo de perdidas
- Causas de perdida
- Cumplir con los requerimientos del cliente
- 4.- Eliminar o reducir la
variabilidad aislandola
- Reducir la variabilidad es la clave
para lograr estabilidad
- Variabilidad se presenta
- 1.- Auto inflingida, variabilidad
que si controlas
- aplica en recursos, personas y
equipos, muchos trabajan con el
metodo isla
- trabajan independientes de otros
- no tiene como cubrir vacaciones planeadas
- no tiene como cubrir vacaciones planeadas
- trabajan independientes de otros
- aplica en recursos, personas y
equipos, muchos trabajan con el
metodo isla
- 2.- variabilidad
externa
- se relaciona con clientes,
proveedores y variaciones
inhirentes del producto
- se pueden crear sistemas para
mitigar esta variacion
- variacion de la demanda o mezclas de modelo
- se pueden crear sistemas para
mitigar esta variacion
- se relaciona con clientes,
proveedores y variaciones
inhirentes del producto
- Si no se puede controlar, es
mejor aislarlo así se rduce el
impacto en el conjunto
- Regla de 80/20 se consideran las
variaciones en los productos que
aislar. ( se considera el tiempo)
- 20 % de variacionn del producto (minoria) genera una variacion
de 80% de variacion total
- 20 % de variacionn del producto (minoria) genera una variacion
de 80% de variacion total
- Regla de 80/20 se consideran las
variaciones en los productos que
aislar. ( se considera el tiempo)
- 1.- Auto inflingida, variabilidad
que si controlas
- Variabilidad se presenta
- Reducir la variabilidad es la clave
para lograr estabilidad
- Herramientas Lean Primarias
- Parado en el
circulo
- Filosofía Genbutsu genchi ir al lugar observar y entender
para indentificar los residuos, refuerza la
identificacion de los 7 desperdicios
- Permitira un conocimiento mas profundo antes de realizar acciones
correctivas y este ejercicio lleva horas
- Permitira un conocimiento mas profundo antes de realizar acciones
correctivas y este ejercicio lleva horas
- Filosofía Genbutsu genchi ir al lugar observar y entender
para indentificar los residuos, refuerza la
identificacion de los 7 desperdicios
- Estandarizado de
trabajo ( herramienta
de trabajo)
- analisis y comprension de los residuos de la
operacion, representacion visual de
residuos ( oport de mejora)
- ayuda a Eliminar las nubes y ver la imagen
subyacente y a stablecer flujo de trabajo equili
durante la creacion de flujo continuo
- Analizar siempre de mayor a menor nivel de residuo
- ayuda a Eliminar las nubes y ver la imagen
subyacente y a stablecer flujo de trabajo equili
durante la creacion de flujo continuo
- 3 Elementos criticos
- 1.-identificar los pasos basicos para el trabajo
- 2.-Registrar el tiempo para cada paso
- 3.- dibujar la zona de trabajo, el flujo del operador dentro del area
- preguntar que aspecto tiene y se dara cuenta que el flujo de trabajo es o no bueno
- preguntar que aspecto tiene y se dara cuenta que el flujo de trabajo es o no bueno
- 1.-identificar los pasos basicos para el trabajo
- Es registrar lo que esta sucediendo
donde se indique el mayor residuo o
desperdicio, no un informe detallado de
trabajo
- en el proceso de estabilidad se usa para
indentificar los residuos en lugar de establecer
trabajo estandarizado, primero se estabiliza y
luego se establece
- analisis y comprension de los residuos de la
operacion, representacion visual de
residuos ( oport de mejora)
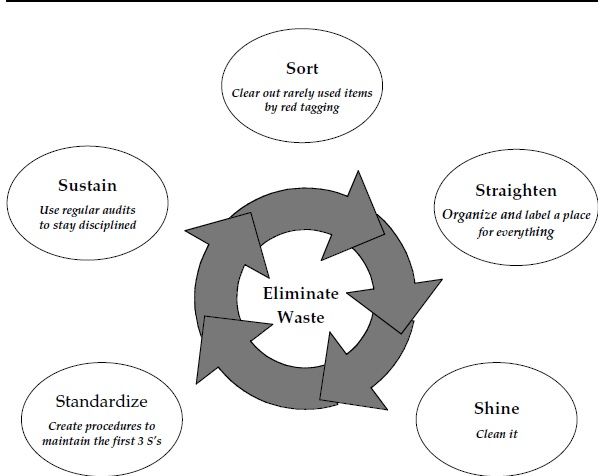
- Organizacion de trabajo y 5S
- Metodos principales para la limpieza de la primera
capa de nubes, eliminando el desorden en el area
de trabajo
- el proposito principal de la primera S es despejar las
nubes que implican la eliminacion de los residuos de
movimiento de mover cosas y la de buscar herramientas y
materiales
- enderezar o poner en orden, estandarizar desarrollar habitos de
trabajo son cruciales para el proceso lean
- Quedarse solo con las 5s es solo un patron
para evadir el duro trabajo para crear un flujo y
resolver problemas desde la causa raiz que
realmente inhiben el flujo en si
- Quedarse solo con las 5s es solo un patron
para evadir el duro trabajo para crear un flujo y
resolver problemas desde la causa raiz que
realmente inhiben el flujo en si
- enderezar o poner en orden, estandarizar desarrollar habitos de
trabajo son cruciales para el proceso lean
- el proposito principal de la primera S es despejar las
nubes que implican la eliminacion de los residuos de
movimiento de mover cosas y la de buscar herramientas y
materiales
- Metodos principales para la limpieza de la primera
capa de nubes, eliminando el desorden en el area
de trabajo
- Mantenimiento preventivo
- Resolucion de problemas
- Heijunka basico, requ basicos diarios del cliente
- Parado en el
circulo
- Herramientas Lean Secundarias
- Recoleccion y medicion de datos
- Story board
- Recoleccion y medicion de datos
- 1.-Eliminar grandes
residuos
- NIVELAR LA CARGA DE TRABAJO PARA
CREAR UNA BASE DE DATOS DE FLUJO Y
NORMALIZACION (HEIJUNKA)
- Aislamiento de variaciones
es el principio de heijunka o
nivelacion
- Establecimientos de grupos de productos para aislar la
variacion es un paso crucial para el desarrollo de la
estabilidad y una base para la creacion de flijo y el
establecimiento de la normalizacion
- Error comun tratar de establecer el flujo o
estandarizacion demasiado pronto
- Si se estandariza antes de solucionar los
obstaculos se tendran mas problemas
- las herramientas lean se aplican para hacer
frente a necesidades especificas y no se
deben de aplicar nada mas porque estan en
la caja de herramientas
- las herramientas lean se aplican para hacer
frente a necesidades especificas y no se
deben de aplicar nada mas porque estan en
la caja de herramientas
- Si se estandariza antes de solucionar los
obstaculos se tendran mas problemas
- entender antes de aplicar
- Error comun tratar de establecer el flujo o
estandarizacion demasiado pronto
- Establecimientos de grupos de productos para aislar la
variacion es un paso crucial para el desarrollo de la
estabilidad y una base para la creacion de flijo y el
establecimiento de la normalizacion
- Aislamiento de variaciones
es el principio de heijunka o
nivelacion
Media attachments
{kind=link}
Want to create your own Mind Maps for free with GoConqr? Learn more.