26814997
Description
Mind Map by Manel Garcia Lopez, updated more than 1 year ago
|
|
Created by Manel Garcia Lopez
almost 4 years ago
|
|
Mantenimiento
- CONCEPTO DE
MANTENIMIENTO
- DEFINICIÓN DE MANTENIMIENTO
- Es el conjunto de tareas y actividades destinadas a garantizar el correcto funcionamiento de las instalaciones,
equipos, componentes y el buen estado de conservación de una instalación industrial.
- Es el conjunto de tareas y actividades destinadas a garantizar el correcto funcionamiento de las instalaciones,
equipos, componentes y el buen estado de conservación de una instalación industrial.
- OBJETIVOS DEL MANTENIMIENTO
- Evitar o reducir, el número de fallos en el sistema.
- Evitar accidentes.
- Disminuir las consecuencias, impacto o gravedad de aquellos fallos que no puedan ser evitados.
- Evitar paradas innecesarias de máquina y en especial, del ciclo productivo.
- Garantizar el buen estado tanto de las instalaciones como de los equipos productivos, así como prolongar su
vida útil el mayor tiempo posible.
- Reducir
costes.
- Recopilar toda la información derivada de la propia actividad para su correcta gestión.
- Evitar o reducir, el número de fallos en el sistema.
- DEFINICIÓN DE
AFNOR
- “Conjunto de acciones que permiten mantener o restablecer un bien en un estado específico
o en la medida de asegurar un servicio determinado”.
- Mantener
- Está directamente unido a prevenir el fallo, hablamos de prevenir, Mantenimiento Preventivo Evitar la parada o fallo.
- Está directamente unido a prevenir el fallo, hablamos de prevenir, Mantenimiento Preventivo Evitar la parada o fallo.
- Restablecer
- Volver a poner en funcionamiento. Se habla de corregir el defecto Mantenimiento Correctivo.
- Volver a poner en funcionamiento. Se habla de corregir el defecto Mantenimiento Correctivo.
- Mantener
- “Conjunto de acciones que permiten mantener o restablecer un bien en un estado específico
o en la medida de asegurar un servicio determinado”.
- CONCEPTOS ASOCIADOS
- Fiabilidad
- Es la probabilidad de funcionar sin fallas durante un determinado período, en unas condiciones dadas.
- Es la probabilidad de funcionar sin fallas durante un determinado período, en unas condiciones dadas.
- Mantenibilidad
- Es la probabilidad de que el equipo, después de un fallo, sea puesto nuevamente en funcionamiento en un
tiempo dado.
- Es la probabilidad de que el equipo, después de un fallo, sea puesto nuevamente en funcionamiento en un
tiempo dado.
- Disponibilidad
- Es la probabilidad, en el tiempo, de que una instalación o elemento, de el servicio requerido. También se puede
definir como el porcentaje de equipos útiles frente al total de equipos reales.
- A(t) = tiempo operativo/tiempo
total
- A(t) = tiempo operativo/tiempo
total
- Es la probabilidad, en el tiempo, de que una instalación o elemento, de el servicio requerido. También se puede
definir como el porcentaje de equipos útiles frente al total de equipos reales.
- Fiabilidad
- DEFINICIÓN DE MANTENIMIENTO
- TIPOS DE MANTENIMIENTO
- PREVENTIVO (Mantener)
- TIPOS DE MANTENIMIENTOS PREVENTIVOS
- PREDETERMINADO (PREVENTIVO)
- Es el mantenimiento que intenta reducir la probabilidad del fallo, efectuado a intervalos regulares y teniendo
en cuenta la criticidad del equipo.
- Aplicable a
sistemas:
- Equipos de naturaleza mecánica o electromecánica sometidos a desgaste seguro. Equipos cuya relación
fallo-duración de vida es bien conocida.
- Equipos de naturaleza mecánica o electromecánica sometidos a desgaste seguro. Equipos cuya relación
fallo-duración de vida es bien conocida.
- Lo que ocurre es que llevamos el producto a una posición como
si este fuese nuevo.
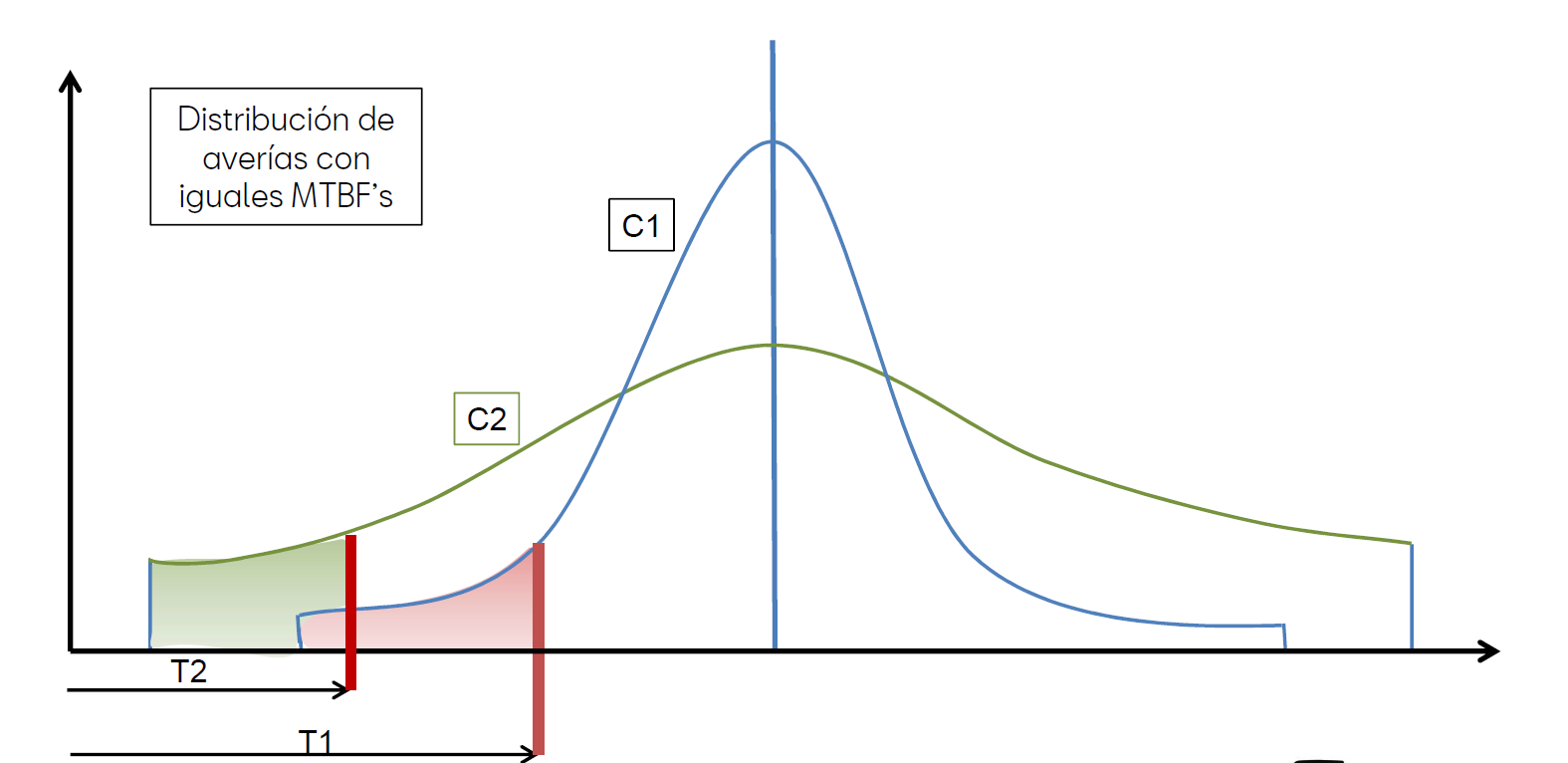
- • Importante definir las periodicidades de los mantenimientos preventivos sistemáticos.• Tener en cuenta las
recomendaciones del fabricante,(sobre todo en la 1ª etapa). • La propia experiencia a través del estudio del
histórico, corrigiendo su MTBF a medida del envejecimiento de la máquina.
- Aplicable a
sistemas:
- VENTAJAS
- Importante reducción de paradas imprevistas.
- Solo es adecuado cuando existe relación por la naturaleza del equipo entre la probabilidad de fallos y duración de la vida.
- Importante reducción de paradas imprevistas.
- INCONVENIENTES
- No se aprovecha la vida útil completa del equipo.
- Aumenta el gasto y disminuye la disponibilidad si no se elige la frecuencia correctamente.
- No se aprovecha la vida útil completa del equipo.
- Es el mantenimiento que intenta reducir la probabilidad del fallo, efectuado a intervalos regulares y teniendo
en cuenta la criticidad del equipo.
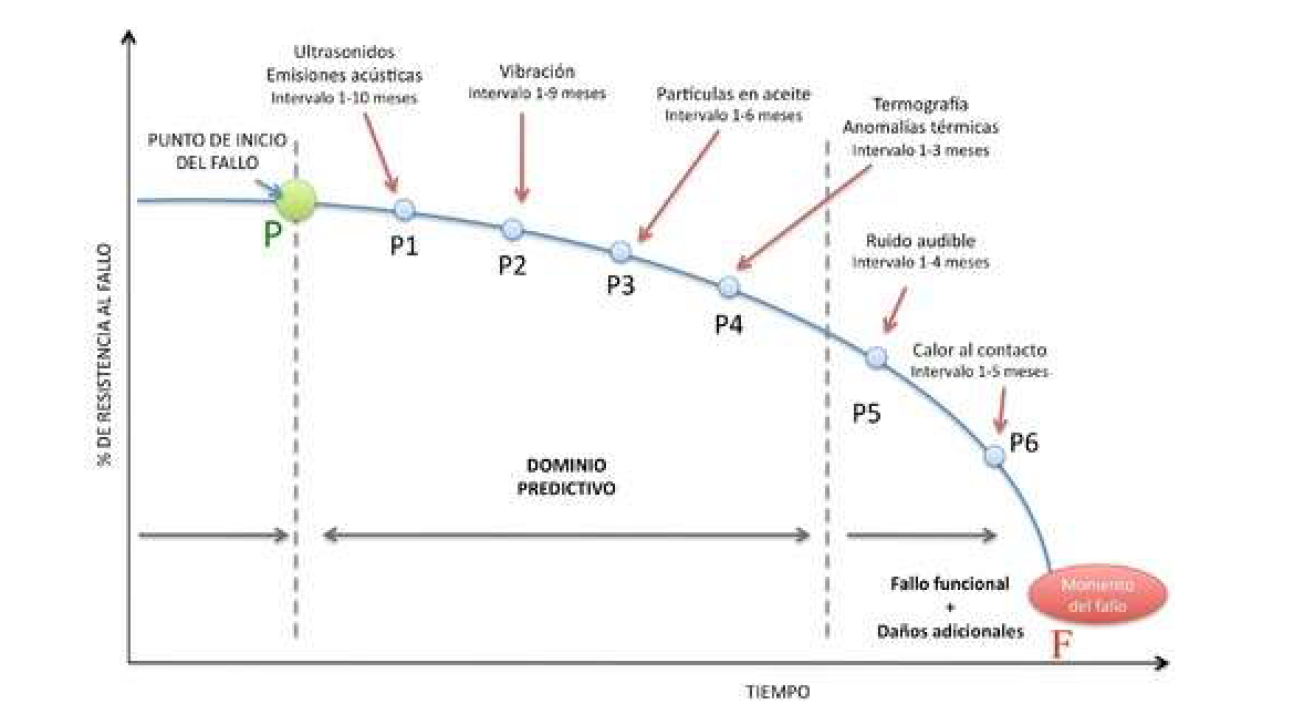
- CONDICIONAL (PREDICTIVO)
- Es el mantenimiento que está subordinado a un acontecimiento determinado, se refiere a las técnicas de
detección precoz para intervenir antes de la aparición del fallo.
- Aplicable a
sistemas:
- • Maquinas rotativas • Motores eléctricos • Equipos estáticos • Aparatos eléctricos.
- • Maquinas rotativas • Motores eléctricos • Equipos estáticos • Aparatos eléctricos.
- Cuestión de Eficacia y
Economía
- Elementos con curva de
bañera, cada vez menos
- 2 razones científicas que justifican el predictivo frente al preventivo.
- • Las tasas de fallo de los componentes mecánicos son mejores.
- • Cada vez más, las tasas de fallo se asocian a condiciones del entorno.
- • Las tasas de fallo de los componentes mecánicos son mejores.
- Aplicable a
sistemas:
- VENTAJAS
- Determinación óptima del tiempo para realizar el mantenimiento preventivo.
- Ejecución sin interrumpir el funcionamiento normal de equipos e instalaciones.
- Mejora el conocimiento y el control del estado del equipo.
- Determinación óptima del tiempo para realizar el mantenimiento preventivo.
- INCONVENIENTES
- Requiere de personal mejor formado e instrumentación costosa.
- No es viable una monitorización de todos los parámetros funcionales, por lo que pueden presentarse fallos no previstos.
- Requiere de personal mejor formado e instrumentación costosa.
- Es el mantenimiento que está subordinado a un acontecimiento determinado, se refiere a las técnicas de
detección precoz para intervenir antes de la aparición del fallo.
- PREDETERMINADO (PREVENTIVO)
- TIPOS DE MANTENIMIENTOS PREVENTIVOS
- CORRECTIVO (Restablecer)
- VENTAJAS
- No se requiere de gran nivel técnico ni capacidad de análisis.
- Máximo aprovechamiento de la vida útil del equipo.
- No se requiere de gran nivel técnico ni capacidad de análisis.
- INCONVENIENTES
- El fallo puede aparecer en el momento más inoportuno (mayor exigencia).
- Fallos no detectados a tiempo pueden causar daños irreparables en otros elementos.
- Gran capital en recambios.
- El fallo puede aparecer en el momento más inoportuno (mayor exigencia).
- TIPOS DE MANTENIMIENTOS CORRECTIVOS
- PALIATIVO
- INMEDIATO EMERGÉNCIA
- PALIATIVO
- Es el mantenimiento que se realiza cuando es imposible
seguir utilizando el equipo, después del fallo.
- Aplicable a
sistemas:
- Complejos en los que es “imposible” predecir los fallos (ej.:
electrónicos) Admiten ser interrumpidos en cualquier momento y
con cualquier duración.
- Complejos en los que es “imposible” predecir los fallos (ej.:
electrónicos) Admiten ser interrumpidos en cualquier momento y
con cualquier duración.
- Aplicable a
sistemas:
- VENTAJAS
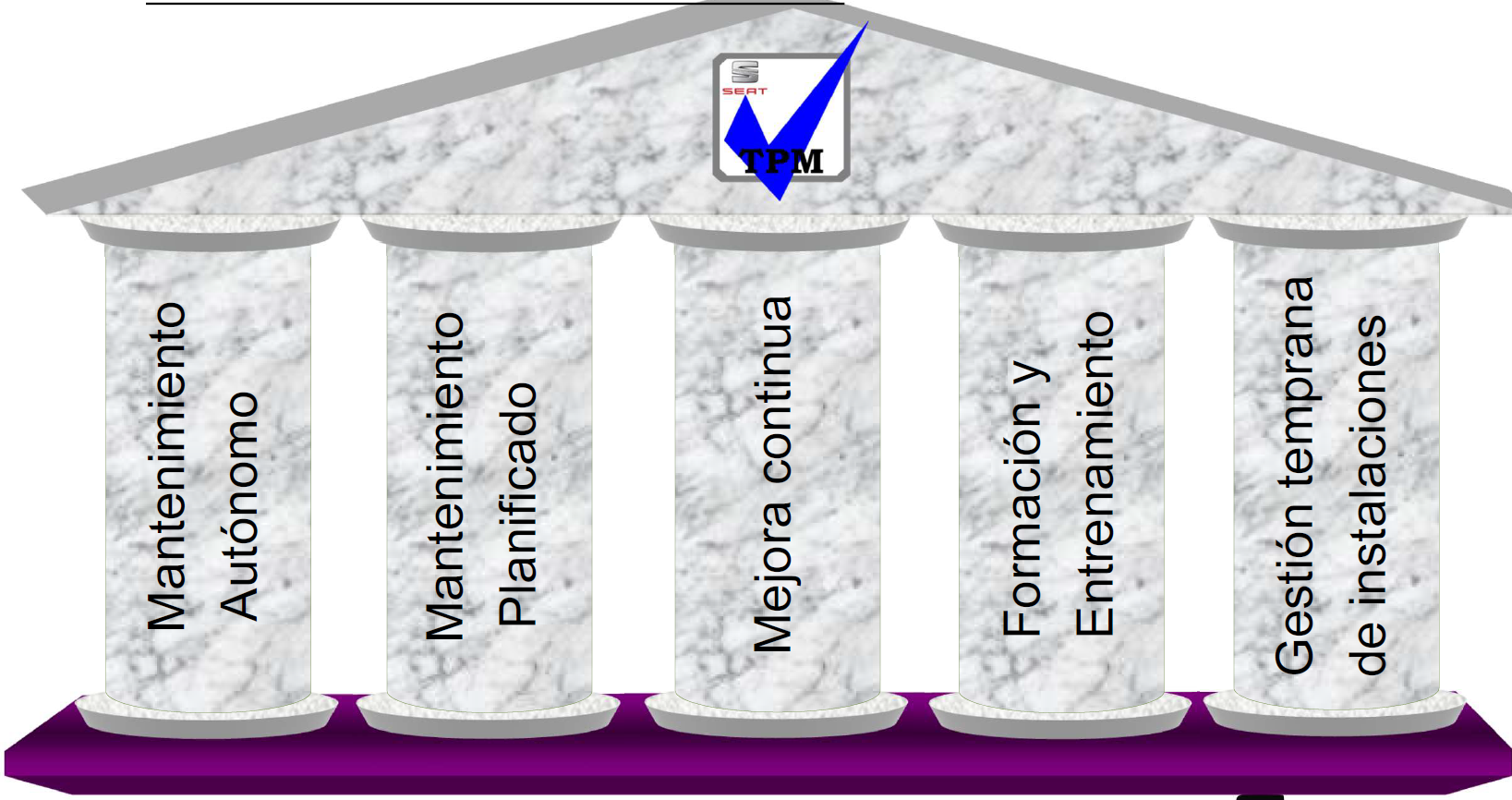
- MANTENIMIENTO PRODUCTIVO TOTAL
- Mantenimiento Productivo Total, es un Sistema de Gerencia de Mantenimiento, que busca la Mejora
Continua de la Maquinaria y el logro del 100% de Eficiencia del proceso de Producción, involucrando a
todo el Personal de la empresa.
- Mantenimiento y producción van unidos de la mano, cambio de filosofía.
- Mantenimiento y producción van unidos de la mano, cambio de filosofía.
- La primera empresa en introducir el TPM fue Nippondenso Co., fabricante de
componentes eléctricos para el grupo Toyota 1969
- El concepto básico de TPM es el cambio de actitud y mejora de la habilidad de todo el personal.
MEJORA CONTINUA
- intenta conseguir
- • Cero averías.
- • Cero paradas o tiempos muertos.
- • Cero defectos en los productos por un mal estado de los equipos.
- • Cero pérdida de rendimiento o de capacidad productiva debidas a los equipos.
- • Cero averías.
- cuatro principios fundamentales
- Participación de todo el personal, desde la dirección hasta los
operarios de producción.
- Integración en los sistemas de gestión de la empresa de todos los aspectos de la producción y el
mantenimiento, incluidos el diseño y desarrollo.
- Creación de una cultura corporativa orientada a la obtención de la máxima eficiencia en el sistema
de producción y gestión de los equipos.
- Implantación del mantenimiento preventivo, y más tarde el predictivo, para lograr el objetivo de cero
pérdidas.
- Participación de todo el personal, desde la dirección hasta los
operarios de producción.
- Las principales causas de las seis grandes pérdidas:
- Fallos del equipo.
- Puesta a punto y ajustes de máquinas.
- Marchas en vacío, esperas y detenciones menores
- Velocidad de operación reducida
- Defectos en el proceso
- Puesta en marcha de un proceso nuevo
- Fallos del equipo.
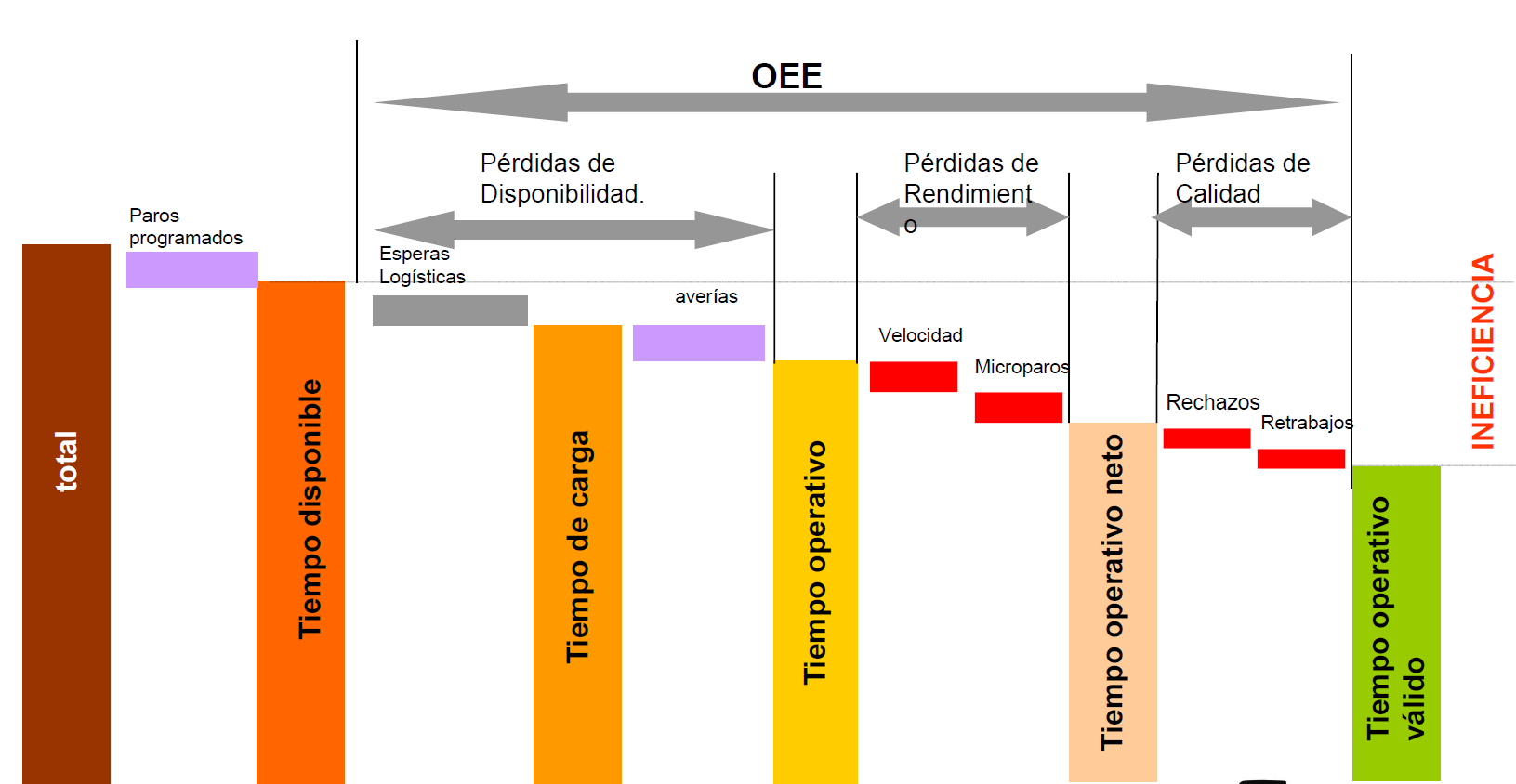
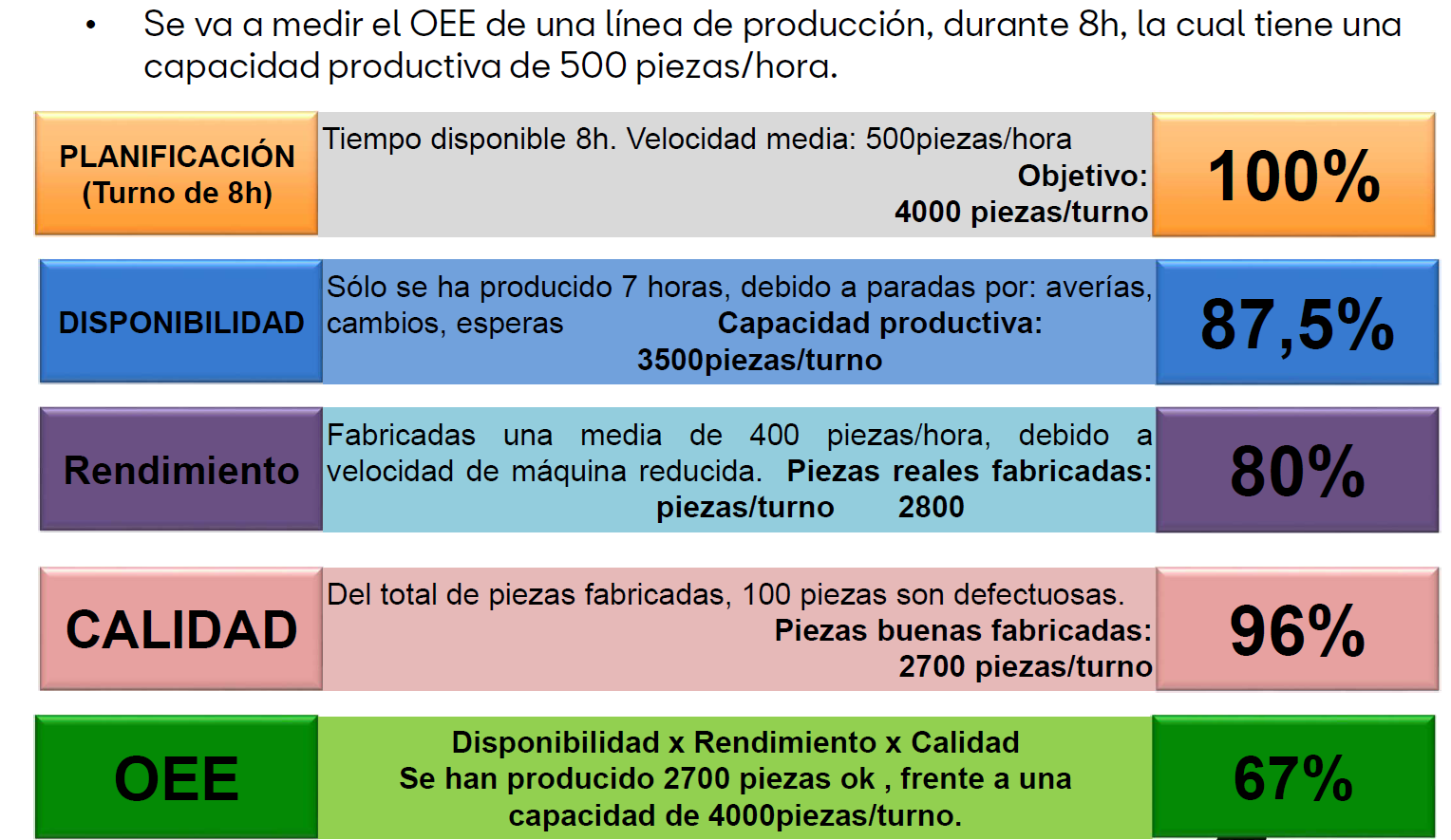
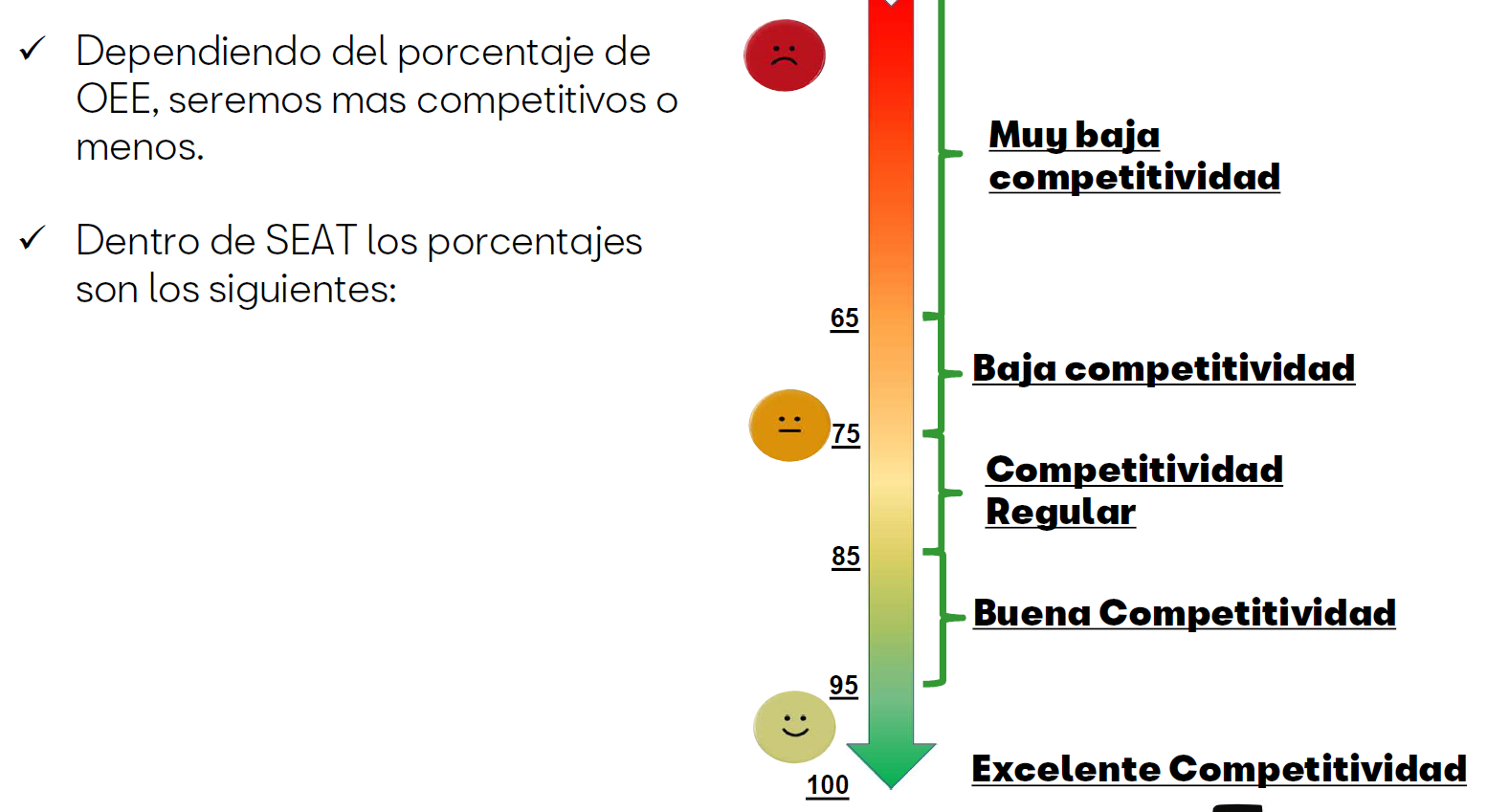
- Concepto de OEE
- OEE Son las siglas de Overall Equipment Effectiveness (Efectividad Global del Equipo) y muestra el
porcentaje de efectividad de una máquina con respecto a su máquina ideal equivalente. Es decir nos
mide cual es el aprovechamiento real de la instalación.
- Una máquina ideal trabaja de forma continua “100% del tiempo”, a plena capacidad “100% de la
velocidad máxima” y fabrica productos de perfecta calidad “100% de calidad”.
- La ineficiencia de la instalación viene dada por las 6 grandes pérdidas.
- OEE Son las siglas de Overall Equipment Effectiveness (Efectividad Global del Equipo) y muestra el
porcentaje de efectividad de una máquina con respecto a su máquina ideal equivalente. Es decir nos
mide cual es el aprovechamiento real de la instalación.
- Mantenimiento Productivo Total, es un Sistema de Gerencia de Mantenimiento, que busca la Mejora
Continua de la Maquinaria y el logro del 100% de Eficiencia del proceso de Producción, involucrando a
todo el Personal de la empresa.
- PREVENTIVO (Mantener)
- POLÍTICA DE MANTENIMIENTO
- Para determinar el tipo de mantenimiento aplicable a cada fallo, será necesario establecer unos
criterios. Estos criterios básicos constituyen lo que se conocen las políticas de mantenimiento.
- Políticas de sustitución a intervalo fijo. Preventivo.
- Política de sustitución según condición. Predictivo.
- Política de operación hasta el fallo. Correctivo.
- Política de oportunidad.
- Se aprovecharán oportunidades de otras acciones de mantenimiento que impliquen actividades
comunes y costosas para realizar acciones de mantenimiento que, aunque no sean imprescindibles,
supondrían un mayor coste si se realizasen por separado.
- Se aprovecharán oportunidades de otras acciones de mantenimiento que impliquen actividades
comunes y costosas para realizar acciones de mantenimiento que, aunque no sean imprescindibles,
supondrían un mayor coste si se realizasen por separado.
- Política de mantenimiento modificativo.
- Se intenta ir más allá de evitar el fallo, se actúa sobre las causas que lo produce. Para ello serán
primordial el flujo de información entre departamentos y el análisis de los datos de mantenimiento.
- Se intenta ir más allá de evitar el fallo, se actúa sobre las causas que lo produce. Para ello serán
primordial el flujo de información entre departamentos y el análisis de los datos de mantenimiento.
- En la práctica, el mantenimiento de un equipo concreto será una combinación de medidas y
actuaciones a cada fallo posible y escogidas de acuerdo con las necesidades productivas. Estas
medidas se reunirán y se programarán adecuadamente en el plan de mantenimiento.
- Para determinar el tipo de mantenimiento aplicable a cada fallo, será necesario establecer unos
criterios. Estos criterios básicos constituyen lo que se conocen las políticas de mantenimiento.
- INDICADORES DE MANTENIMIENTO
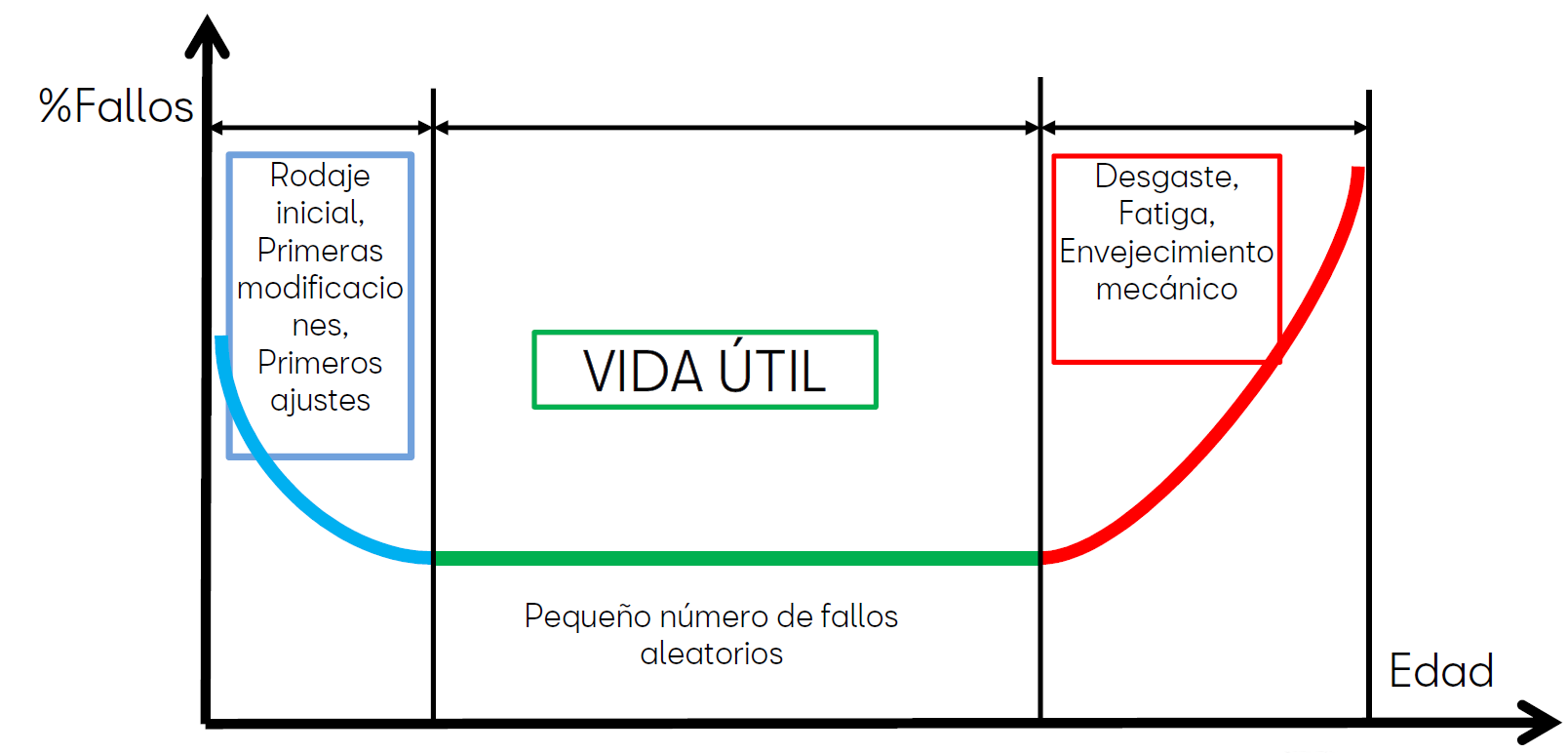
- Gráficas de envejecimiento
- Curva de la bañera
- Gráfica tomada segun información de tasa de fallos y el tiempo
transcurrido de una máquina, en esta gráfica podermos predecir cuando una máquina va a fallar.
- Gráfica tomada segun información de tasa de fallos y el tiempo
transcurrido de una máquina, en esta gráfica podermos predecir cuando una máquina va a fallar.
- Curva de la bañera
- Indicadores numéricos
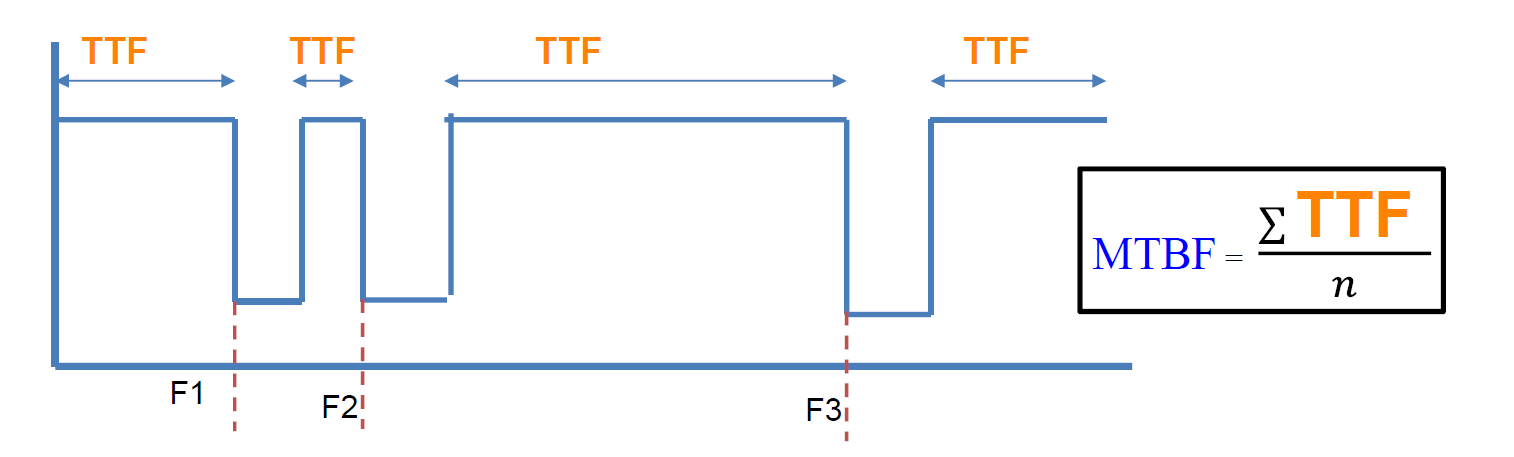
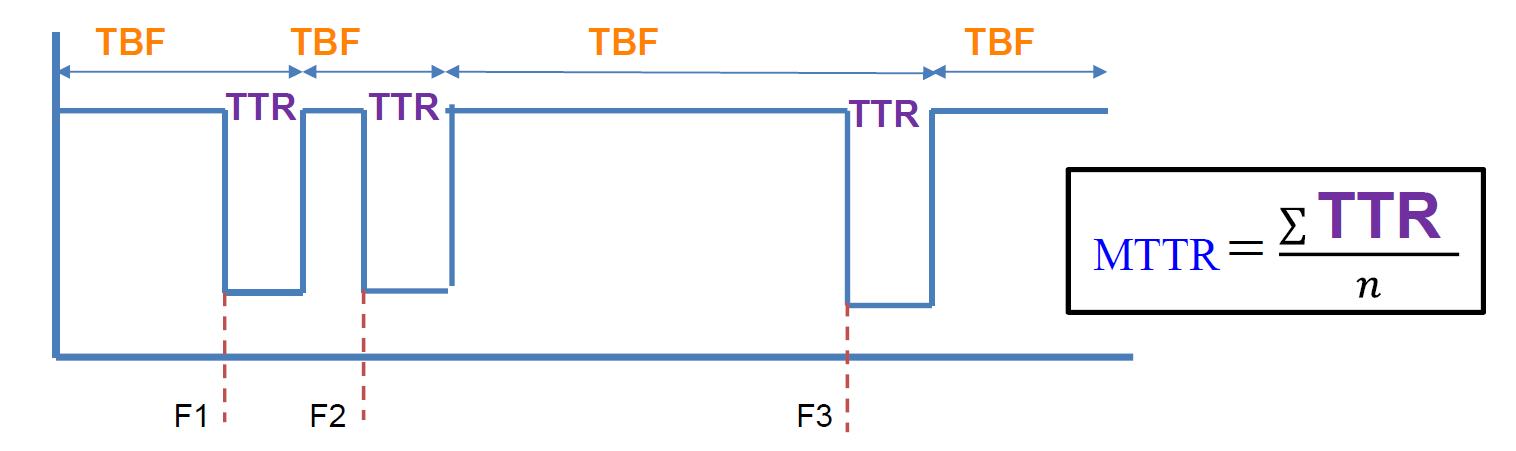
- MTBF (tiempo medio entre fallos)
- MTTF (tiempo medio hasta el fallo)
- MTTR (tiempo medio de reparación)
- MTBF (tiempo medio entre fallos)
- Gráficas de envejecimiento
- CONCEPTO DE REDUNDANCIA
- Los fallos no solo afectan al elemento que los producen, sino que puede tener consecuencias en otros.
Estas se pueden clasificar en:
- Serie.
- Paralelo.
- Serie.
- Para evitar la interrupción del funcionamiento en el caso de producirse un fallo, existe la opción de
Redundancia.
- La redundancia se puede implementar de dos maneras:
- Redundancia activa.
- Todos los elementos funcionan simultáneamente o están
operativos todo el tiempo.
- Todos los elementos funcionan simultáneamente o están
operativos todo el tiempo.
- Redundancia secuencial o en stand-by.
- El elemento redundante no está operativo hasta que el
otro deja de funcionar.
- El elemento redundante no está operativo hasta que el
otro deja de funcionar.
- Redundancia activa.
- La redundancia se puede implementar de dos maneras:
- Los fallos no solo afectan al elemento que los producen, sino que puede tener consecuencias en otros.
Estas se pueden clasificar en:
- EVOLUCIÓN DEL MANTENIMIENTO
- Fases de la evolución
- 1ª FASE
- En los inicios de la industrialización eran los propios operarios quienes se encargaban.
- Empezaron a aparecer departamentos de mantenimiento en cuanto las máquinas alcanzaron más complejidad y aumentaban las reparaciones.
- Tareas de mantenimiento
correctivas
- En los inicios de la industrialización eran los propios operarios quienes se encargaban.
- 2ª FASE
- Nace el concepto de mantenimiento preventivo predeterminado.
- Nueva figura en el departamento de mantenimiento encargada de prevención de fallos.
- Aumentan costes por paros de
producción.
- Nace el concepto de mantenimiento preventivo predeterminado.
- 3ª FASE
- Se crea el mantenimiento preventivo condicional, en la que se monitorizan las máquinas para analizar sus variables.
- Ánalisis CAUSA-EFECTO (ISHIKAWA)
- Modelos avanzados como el RCM, basado en la fiabilidad.
- TPM, Mantenimiento Productivo
Total.
- Se crea el mantenimiento preventivo condicional, en la que se monitorizan las máquinas para analizar sus variables.
- 4ª FASE
- Mantenimiento CALIDAD TOTAL.
- Mantenimiento FUENTE DE BENEFICIOS.
- Compromiso de todos los departamentos.
- Mantenimiento Basado en el RIESGO (RBM)
- Mantenimiento CALIDAD TOTAL.
- 1ª FASE
- Fases de la evolución
Media attachments
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Want to create your own Mind Maps for free with GoConqr? Learn more.