29648835
Description
Mind Map by Axel Martinez Herrera, updated more than 1 year ago
|
|
Created by Axel Martinez Herrera
almost 4 years ago
|
|
Procesos de manufactura especiales y procesos de fabricación de ingeniería industrial
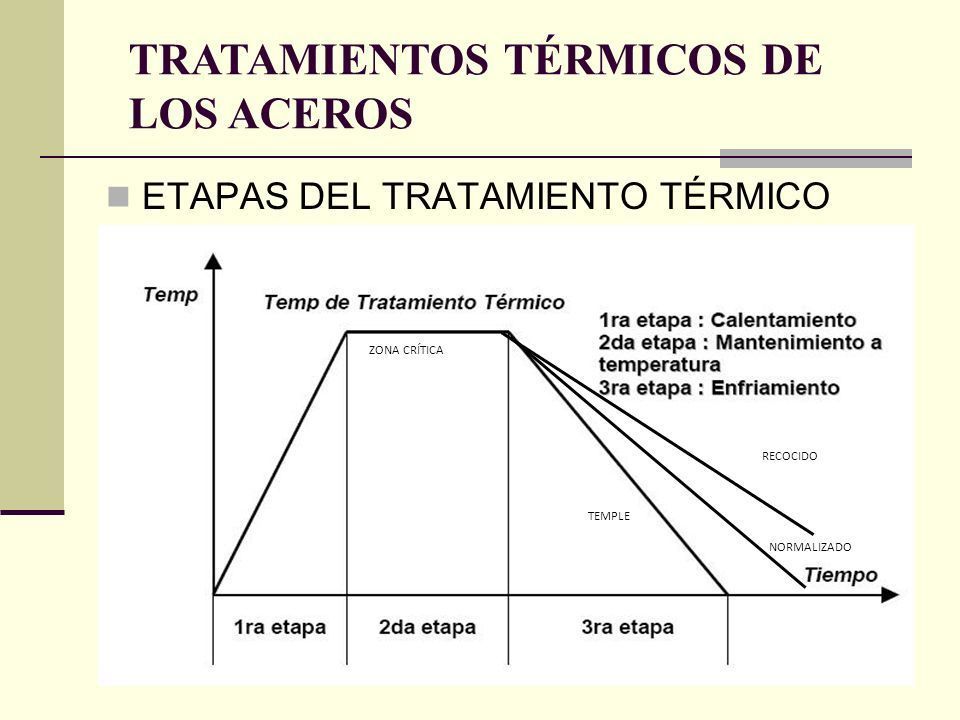
- Diferentes tipos de tratamientos térmicos del acero
- Más importantes son:
- Temple
- Objetivo
- Aumentar la dureza y resistencia mecánica del
material
- Aumentar la dureza y resistencia mecánica del
material
- Temperatura
- 1139°
- 1139°
- Tratamientos
- Enfriamiento
lento
- Enfriamiento
rápido
- Enfriamiento
lento
- Objetivo
- Recocido
- ¿Qué
es?
- Es la acción de calentar una pza. mantenerla a esa
temperatura y enfriarla con lentitud
- Es la acción de calentar una pza. mantenerla a esa
temperatura y enfriarla con lentitud
- Tipos de
tratamientos
- Recocido eliminando las
tensiones
- 500°C a
600°C
- 500°C a
600°C
- Recocido
normalizado
- Se eleva la temperatura
entre 850°C y 950°C
- Se eleva la temperatura
entre 850°C y 950°C
- Recocido
ablandamiento
- 680°C y
820°C
- 680°C y
820°C
- Recocido eliminando las
tensiones
- Caracteríticas
- Se eliminan tensiones
internas
- Elimina las soldificaciones no
deseadas
- Se elimina la estructura demasiado gruesa del
grano
- y se origina una nueva de grano
fino
- llamado
- Refinada
- Refinada
- llamado
- y se origina una nueva de grano
fino
- Se eliminan tensiones
internas
- ¿Qué
es?
- Revenido
- Objetivo
- Alcanzar la proporción de dureza y resistencia
deseada.
- Alcanzar la proporción de dureza y resistencia
deseada.
- Temperatura
- Baja
temperatura
- Baja
temperatura
- Tipos:
- Revenido por calor
externo
- es
- No llega a la temperatura en el cual se forma la
autenita
- No llega a la temperatura en el cual se forma la
autenita
- es
- Revenido por calor
interno
- es
- Interrumpe el enfriamiento del temple de modo
que la pza. se conserve en su núcleo el calor
necesario
- Interrumpe el enfriamiento del temple de modo
que la pza. se conserve en su núcleo el calor
necesario
- es
- Revenido por calor
externo
- Caracteríticas
- Se limpia la
superficie
- Al aumentar la temperatura de revenido disminuye la
dureza
- Se limpia la
superficie
- Objetivo
- Temple
- Especiales
- Cementación
- ¿Qué
es?
- Proceso de saturación del carbono de la superficie de las pzas. de acero
- Proceso de saturación del carbono de la superficie de las pzas. de acero
- Caracteríticas
- Mantiene alta
dureza
- Tenacidad en su
núcleo
- Resistencia al
desgaste
- Mantiene alta
dureza
- Temperaturas
- Superiores 900° y
950°C
- Superiores 900° y
950°C
- ¿Qué
es?
- Nitruración
- Definición
- Proceso de saturación de la superficie del acero con nitrógeno
- Proceso de saturación de la superficie del acero con nitrógeno
- Temperaturas
- 480° hasta
650°C
- 480° hasta
650°C
- Características
- Extrema
dureza
- Alta resistencia al
desgaste
- Extrema
dureza
- Definición
- Cianuración
- ¿Qué
es?
- Se emplea para endurecer superficialmente
pequeñas piezas de acero
- Se emplea para endurecer superficialmente
pequeñas piezas de acero
- Tipos
- Cianuración
sólida
- Cianuración
líquida
- Cianuración
gaseosa
- Cianuración
sólida
- ¿Qué
es?
- Cementación
- Más importantes son:
- Metalurgía
- Existe
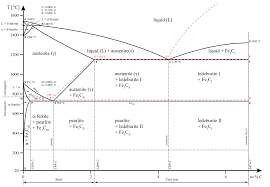
- Diagrama metaestable
hieero-carbono
- Definición
- Se representan las transformaciones que sufren las
aceros al carbono con la temperatura
- Se representan las transformaciones que sufren las
aceros al carbono con la temperatura
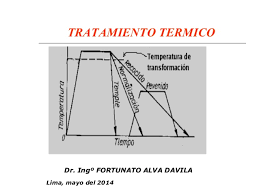
- Definición
- Tratamiento
térmico
- ¿Qué
es?
- Cambinación de operaciones de calentamiento y
enfriamento, de tiempos determinados aplicados a
una aleación en el estado sólido
- Cambinación de operaciones de calentamiento y
enfriamento, de tiempos determinados aplicados a
una aleación en el estado sólido
- Otra
definición
- Proceso controlado que se utliza para modificar
la microestructura de materiales y aleaciones
para aportar materiales beneficiosas.
- Proceso controlado que se utliza para modificar
la microestructura de materiales y aleaciones
para aportar materiales beneficiosas.
- Se clasifica
en:
- Recocido
- Temple
- Revenido
- Normalizado
- Definición
- Es el calentamiento a alta temperatura pero
el enfriamiento es el aire
- Es el calentamiento a alta temperatura pero
el enfriamiento es el aire
- Características
- El tiempo para la formación de perlita es menor
- El tiempo para la formación de perlita es menor
- Definición
- Recocido
- ¿Qué
es?
- Diagrama metaestable
hieero-carbono
- Existe
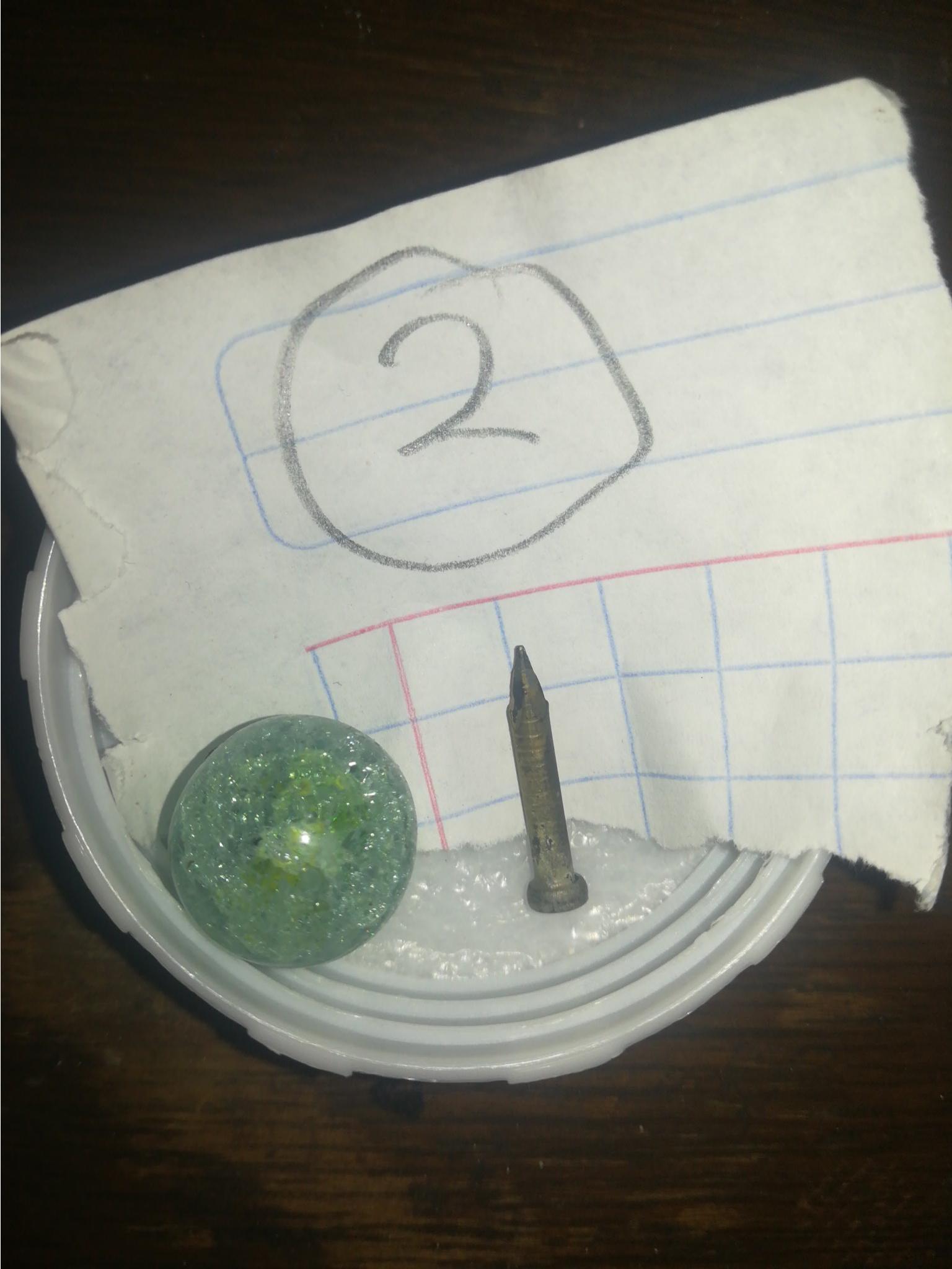
- Experimento
- Materiales
- 4 clavos
- 4
canicas
- Estufa o
soplete
- 4 clavos
- Metodología
- 1.
- Calentar 1 clavo y 1
canica
- enfriarlas a temperatura ambiente
- enfriarlas a temperatura ambiente
- Calentar 1 clavo y 1
canica
- 2.
- Calentar 1 clavo y 1
canica
- enfriarlas en agua a temperatura
normal
- enfriarlas en agua a temperatura
normal
- Calentar 1 clavo y 1
canica
- 3.
- Calentar 1 clavo y 1
canica
- enfriarlas en agua
fría
- enfriarlas en agua
fría
- Calentar 1 clavo y 1
canica
- 4.
- Calentar 1 clavo y 1
canica
- enfriarlas en aceite (a tu
preferencia)
- enfriarlas en aceite (a tu
preferencia)
- Calentar 1 clavo y 1
canica
- 1.
- Anotaciones
- Pruebas a los materiales
tratados
- 1.
Resistencia
- 2.
Ductibilidad
- 3.
Maleabilidad
- 4.
Aspecto
- 1.
Resistencia
- Materiales
- Tema de Proyecto
- Procesos de manufactura especiales y procesos de fabricación de ingeniería industrial
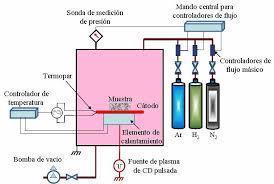
- MANUFACTURA
- FUNDICIÓN: COLADO AL ALTO VACÍO, CENTRIFUGADO Y PRECISIÓN
- FUNDICIÓN O
ESMELTER
- proceso de fabricación de piezas, comúnmente metálicas pero también
de plástico, consistente en fundir un material e introducirlo en una
cavidad, llamada molde, donde se solidifica
- proceso de fabricación de piezas, comúnmente metálicas pero también
de plástico, consistente en fundir un material e introducirlo en una
cavidad, llamada molde, donde se solidifica
- FUNDICIÓN
GRIS
- Es excelente para obtener piezas complicadas de maquinaria, pues es muy fluido cuando se halla fundido y
llega con bastante facilidad a todas las partes de un molde, además de ser maquinable es duro y frágil.
- Es excelente para obtener piezas complicadas de maquinaria, pues es muy fluido cuando se halla fundido y
llega con bastante facilidad a todas las partes de un molde, además de ser maquinable es duro y frágil.
- FUNDICIÓN
BLANCA
- se emplea principalmente para obtener el hierro maleable, el cual se
obtiene recociendo la fundición blanca y convertirla en un hierro más
dúctil y tenaz.
- se emplea principalmente para obtener el hierro maleable, el cual se
obtiene recociendo la fundición blanca y convertirla en un hierro más
dúctil y tenaz.
- FUNDICIÓN CENTRÍFUGA
- La fundición centrífuga es un método en el que aprovecha la fuerza centrífuga que se
puede generar al hacer girar el metal en torno de un eje. Existen tres tipos de fundición
centrífuga:
- Fundición centrífuga real
- procedimiento utilizado para la fabricación de tubos
sin costura, camisas y objetos simétricos, los moldes
se llenan del material fundido de manera uniforme y
se hace girar al molde sobre su eje de rotación.
- procedimiento utilizado para la fabricación de tubos
sin costura, camisas y objetos simétricos, los moldes
se llenan del material fundido de manera uniforme y
se hace girar al molde sobre su eje de rotación.
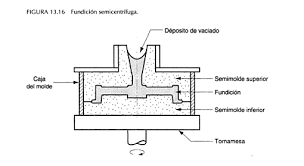
- Fundición semicentrífuga
- método en el que el material fundido se hace llegar a
los extremos de los moldes por la fuerza centrífuga que
genera hacer girar a los moldes, los extremos se llenan
del material fundido, con buena densidad y
uniformidad.
- método en el que el material fundido se hace llegar a
los extremos de los moldes por la fuerza centrífuga que
genera hacer girar a los moldes, los extremos se llenan
del material fundido, con buena densidad y
uniformidad.
- Centrifugado
- sistema donde por medio de un tallo se hace llegar metal
fundido a racimos de piezas colocadas simétricamente en la
periferia. Al poner a girar el sistema se genera fuerza
centrífuga la que es utilizada para aumentar la uniformidad
del metal que llena las cavidades de los moldes.
- sistema donde por medio de un tallo se hace llegar metal
fundido a racimos de piezas colocadas simétricamente en la
periferia. Al poner a girar el sistema se genera fuerza
centrífuga la que es utilizada para aumentar la uniformidad
del metal que llena las cavidades de los moldes.
- La fundición centrífuga es un método en el que aprovecha la fuerza centrífuga que se
puede generar al hacer girar el metal en torno de un eje. Existen tres tipos de fundición
centrífuga:
- ¿Para qué
sirve?
- Fundición
- Producir una pieza por vaciado del material fundido dentro de una cavidad
seleccionada.
- La superficie interna de esta cavidad llamada molde tiene la forma en
negativo de la pieza, allí el material derretido se solidifica y adquiere
la forma del molde.
- • Colado al alto vacío • Usada para fabricar piezas pequeñas o muy grandes.
• Puede utilizarse para materiales metálicos y no metálicos • Uniformidad con
las propiedades del metal a utilizar.
- • Colado al alto vacío • Usada para fabricar piezas pequeñas o muy grandes.
• Puede utilizarse para materiales metálicos y no metálicos • Uniformidad con
las propiedades del metal a utilizar.
- La superficie interna de esta cavidad llamada molde tiene la forma en
negativo de la pieza, allí el material derretido se solidifica y adquiere
la forma del molde.
- Producir una pieza por vaciado del material fundido dentro de una cavidad
seleccionada.
- Centrifuga
- Solidificación del metal por medio de un procesos donde el molde gira acomodando el metal en este.
- •Detallar mejor la superficie de la pieza •Adquirir propiedades físicas superiores •Sirve principalmente para la
fabricación de piezas simétricas. •Fabricación de piezas u objetos pequeños. •Se requieren piezas con exteriores
octagonal, hexagonal e interiores redondos. •Pueden fabricar telescopios o partes de joyería hasta las tuberías, este
procedimiento frecuentemente utilizado para la fabricación de tubos sin costura.
- •Detallar mejor la superficie de la pieza •Adquirir propiedades físicas superiores •Sirve principalmente para la
fabricación de piezas simétricas. •Fabricación de piezas u objetos pequeños. •Se requieren piezas con exteriores
octagonal, hexagonal e interiores redondos. •Pueden fabricar telescopios o partes de joyería hasta las tuberías, este
procedimiento frecuentemente utilizado para la fabricación de tubos sin costura.
- Solidificación del metal por medio de un procesos donde el molde gira acomodando el metal en este.
- Precisión
- Se utiliza para fabricar piezas geométricas complejas con gran precisión de detalle (engranes, levas, vulvas,
trinquetes).
- Utilizada para para las industrias aeroespaciales y del automóvil.
Requiere un elevado grado de exactitud dimensional y acabado
superficial.
- Utilizada para para las industrias aeroespaciales y del automóvil.
Requiere un elevado grado de exactitud dimensional y acabado
superficial.
- Se utiliza para fabricar piezas geométricas complejas con gran precisión de detalle (engranes, levas, vulvas,
trinquetes).
- Fundición
- FUNDICIÓN O
ESMELTER
- En esta parte nuestro tema se relaciona en la parte de Fundición, como se observa en la sig. imagen
- FUNDICIÓN: COLADO AL ALTO VACÍO, CENTRIFUGADO Y PRECISIÓN
- Formado mecánico, forjado, prensado, estirado, cizallado, doblado, extrusión, embutido y troquelado.
- De estos temas se relaciona nuestro tema
- Forjado
- el metal es comprimido entre martillo y un yunque y la forma final se obtiene girando y moviendo la
pieza de trabajo entre golpe y golpe.
- FORJADO DE HERRERO
- La fuerza de impacto para la deformación es aplicada manualmente por el herrero por medio de un
martillo. La pieza de metal es calentada en una fragua y cuando se encuentra a la temperatura
adecuada es colocada en un yunque. El yunque es una masa pesada de acero con la parte superior
plana, una parte en forma de cuerno la cual está curvada para producir diferentes curvaturas, y un
agujero cuadrado en la parte superior para acomodar varios accesorios del yunque.
- La fuerza de impacto para la deformación es aplicada manualmente por el herrero por medio de un
martillo. La pieza de metal es calentada en una fragua y cuando se encuentra a la temperatura
adecuada es colocada en un yunque. El yunque es una masa pesada de acero con la parte superior
plana, una parte en forma de cuerno la cual está curvada para producir diferentes curvaturas, y un
agujero cuadrado en la parte superior para acomodar varios accesorios del yunque.
- FORJADO CON MARTINETEv
- El proceso puede llevarse a cabo en forjado abierto donde el martillo es reemplazado por un mazo y el
metal es manipulado manualmente sobre un yunque.
- El forjado abierto se usa extensamente para el proceso de espigado en donde la pieza de trabajo es
reducida en tamaño por golpes repetidos conforme el metal gradualmente pasa bajo la forja.
- El forjado abierto se usa extensamente para el proceso de espigado en donde la pieza de trabajo es
reducida en tamaño por golpes repetidos conforme el metal gradualmente pasa bajo la forja.
- El proceso puede llevarse a cabo en forjado abierto donde el martillo es reemplazado por un mazo y el
metal es manipulado manualmente sobre un yunque.
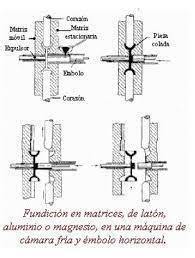
- FORJADO POR RECALCADO
- el propósito de esta máquina ha sido ampliado para incluir una basta variedad de forjas.
- La máquina de forja tiene dos acciones. En la primera, un dado móvil viaja horizontalmente hacia un
dado similar estacionario. Estos dos dados tienen ranuras horizontales semicirculares las cuales
sujetan las barras. Una barra calentada en un extremo es insertada entre el dado móvil y el
estacionario. Mientras está sujeta de esta manera, un extremo de la barra es recalcado o presionado
dentro de la cavidad del dado por una herramienta cabeceadora montada sobre un ariete que se
mueve hacia el frente de la máquina.
- La máquina de forja tiene dos acciones. En la primera, un dado móvil viaja horizontalmente hacia un
dado similar estacionario. Estos dos dados tienen ranuras horizontales semicirculares las cuales
sujetan las barras. Una barra calentada en un extremo es insertada entre el dado móvil y el
estacionario. Mientras está sujeta de esta manera, un extremo de la barra es recalcado o presionado
dentro de la cavidad del dado por una herramienta cabeceadora montada sobre un ariete que se
mueve hacia el frente de la máquina.
- el propósito de esta máquina ha sido ampliado para incluir una basta variedad de forjas.
- FORJADO EN PRENSA FORJADO EN PRENSA
- Mientras que el forjado por impacto usualmente involucra una prensa mecánica, por otro lado en el
forjado en prensa se requerirá de fuerza hidráulica. Las grandes forjas invariablemente son
producidas en grandes prensas hidráulicas.
- Mientras que el forjado por impacto usualmente involucra una prensa mecánica, por otro lado en el
forjado en prensa se requerirá de fuerza hidráulica. Las grandes forjas invariablemente son
producidas en grandes prensas hidráulicas.
- FORJADO DE HERRERO
- el metal es comprimido entre martillo y un yunque y la forma final se obtiene girando y moviendo la
pieza de trabajo entre golpe y golpe.
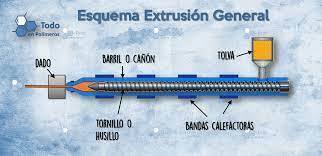
- Extrusión
- En este proceso un cilindro o trozo de metal es forzado a través de un orificio por medio de un émbolo,
por tal efecto, el metal estirado y extruido tiene una sección transversal, igual a la del orificio del dado.
- Hay dos tipos de extrusión
- extrusión directa
- el émbolo y el dado están en los extremos opuestos del cilindro y el material es empujado contra y a
través del dado
- La extrusión puede llevarse a cabo, ya sea en caliente o en frío, pero es predominantemente un proceso de
trabajo en caliente
- La extrusión puede llevarse a cabo, ya sea en caliente o en frío, pero es predominantemente un proceso de
trabajo en caliente
- el émbolo y el dado están en los extremos opuestos del cilindro y el material es empujado contra y a
través del dado
- extrusión indirecta o invertida
- el dado es sujetado en el extremo de un émbolo hueco y es forzado contra el cilindro, de manera que el metal
es extruido hacia atrás, a través del dado.
- el dado es sujetado en el extremo de un émbolo hueco y es forzado contra el cilindro, de manera que el metal
es extruido hacia atrás, a través del dado.
- extrusión directa
- Hay dos tipos de extrusión
- En este proceso un cilindro o trozo de metal es forzado a través de un orificio por medio de un émbolo,
por tal efecto, el metal estirado y extruido tiene una sección transversal, igual a la del orificio del dado.
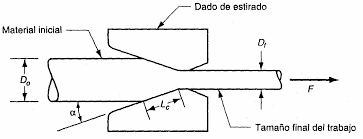
- Estirado de alambre
- Una varilla de metal se aguza en uno de sus extremos y luego es estirada a través del orificio cónico de un
dado. La varilla que entra al dado tiene un diámetro mayor y sale con un diámetro menor.
- En los primeros ejemplos de este proceso, fueron estiradas longitudes cortas manualmente a través de una
serie de agujeros de tamaño decreciente en una “placa de estirado” de hierro colado o de acero forjado.
- En los primeros ejemplos de este proceso, fueron estiradas longitudes cortas manualmente a través de una
serie de agujeros de tamaño decreciente en una “placa de estirado” de hierro colado o de acero forjado.
- Una varilla de metal se aguza en uno de sus extremos y luego es estirada a través del orificio cónico de un
dado. La varilla que entra al dado tiene un diámetro mayor y sale con un diámetro menor.
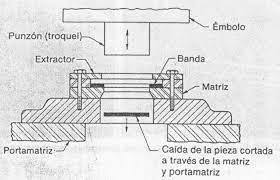
- Cizallado
- El corte del metal implica su sostenimiento a un esfuerzo de corte, superior a su resistencia límite, entre
filos cortantes adyacentes como se muestra en la figura
- Conforme el punzón desciende sobre el metal, la presión produce una deformación plástica que tiene
lugar como en B en la figura. El metal se somete a un esfuerzo muy alto entre los filos de la matriz y el
punzón, y las fracturas se inician en ambos lados de la lámina a medida que continúa la deformación.
- Cuando se alcanza el límite de resistencia del material la fractura progresa; si el juego es correcto, y
ambos filos tienen el mismo aguzado, las fracturas se encuentran en el centro de la lámina como se
muestra en C. el valor del juego, que desempeña un papel importante en el diseño de matrices depende
de la dureza del material.
- a) Punzón en contacto con la
lámina. b) Deformación plástica.
c) Fractura completa.
- a) Punzón en contacto con la
lámina. b) Deformación plástica.
c) Fractura completa.
- Conforme el punzón desciende sobre el metal, la presión produce una deformación plástica que tiene
lugar como en B en la figura. El metal se somete a un esfuerzo muy alto entre los filos de la matriz y el
punzón, y las fracturas se inician en ambos lados de la lámina a medida que continúa la deformación.
- El corte del metal implica su sostenimiento a un esfuerzo de corte, superior a su resistencia límite, entre
filos cortantes adyacentes como se muestra en la figura
- Forjado
- De estos temas se relaciona nuestro tema
- Desprendimiento de viruta por maquinado convencional y CNC
- Relacionadas a nuestro tema
- Maquinado tradicional
- Es un proceso en donde se remueve metal para dar forma o acabado de una pieza. Utiliza métodos
tradicionales como el torneado, el taladro, el corte y el amolado.
- Es un proceso en donde se remueve metal para dar forma o acabado de una pieza. Utiliza métodos
tradicionales como el torneado, el taladro, el corte y el amolado.
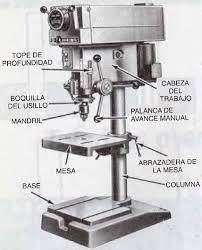
- Taladro
- Se utiliza principalmente para hacer perforaciones en metales, aunque se le pueden dar otras funciones
como roscado, rimado, contra taladró, abocardado, mandrinado y refrentado.
- Se utiliza principalmente para hacer perforaciones en metales, aunque se le pueden dar otras funciones
como roscado, rimado, contra taladró, abocardado, mandrinado y refrentado.
- Torneado
- Es un proceso de maquinado que se utiliza para crear piezas cilíndricas.
- Torno: es una maquina que trabaja con piezas, mediante arranque de viruta.
- Clasificación de tornos:
- a) Torno paralelo.
- b) Torno vertical
- c) Torno al aire
- d) Torno semiautomático
- e) Torno automático
- f) Torno copiador
- a) Torno paralelo.
- Clasificación de tornos:
- Torno: es una maquina que trabaja con piezas, mediante arranque de viruta.
- Es un proceso de maquinado que se utiliza para crear piezas cilíndricas.
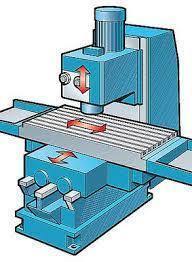
- Fresado
- Se maquina circularmente todas las superficies de varias formas como planas, convexas, cóncavas... Usa
herramientas llamadas fresas. Las fresas son consideradas herramientas de corte.
- Clasificación de las fresadoras:
- Fresadora horizontal
- Fresadoras universales
- Fresadora vertical
- Fresadora horizontal
- Clasificación de las fresadoras:
- Se maquina circularmente todas las superficies de varias formas como planas, convexas, cóncavas... Usa
herramientas llamadas fresas. Las fresas son consideradas herramientas de corte.
- Maquinado automatizado
- Es un conjunto de procesos químicos, térmicos y eléctricos para el maquinado de piezas de metal
- Es un conjunto de procesos químicos, térmicos y eléctricos para el maquinado de piezas de metal
- Maquinado tradicional
- Relacionadas a nuestro tema
- Bibliografía
- MANUFACTURA
- Procesos de manufactura especiales y procesos de fabricación de ingeniería industrial
Media attachments
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Want to create your own Mind Maps for free with GoConqr? Learn more.