26454252
Description
Mind Map by Iris Ramirez, updated more than 1 year ago
|
|
Created by Iris Ramirez
about 4 years ago
|
|
SMED
- ¿Qué es?
- Herramienta de la Mejora continua que de forma
metodológica busca reducir el tiempo de cambio de
referencia en máquinas de entornos productivos.
SMED es el acrónimo en lengua inglesa de Single
Minute Exchange of Die, que en español significa
“cambio de matriz en menos de 10 minutos”.
- Herramienta de la Mejora continua que de forma
metodológica busca reducir el tiempo de cambio de
referencia en máquinas de entornos productivos.
SMED es el acrónimo en lengua inglesa de Single
Minute Exchange of Die, que en español significa
“cambio de matriz en menos de 10 minutos”.
- Antecedentes
- El SMED nació de la necesidad de reducir el tamaño de
los lotes que pasaban por las prensas de estampación,
optimizando para ello el tiempo de cambio empleado en
pasar de una matriz a otra. Hoy en día el SMED se aplica
a las preparaciones de toda clase de máquinas.
- En 1969 el padre del SMED, el Dr.Shigeo Shingo, definió sus fundamentos al conseguir reducir
el tiempo de cambio de una prensa de 1000 toneladas de 4 horas a 3 minutos, de ahí surgió lo
de “menos de 10 minutos”.
- El SMED nació de la necesidad de reducir el tamaño de
los lotes que pasaban por las prensas de estampación,
optimizando para ello el tiempo de cambio empleado en
pasar de una matriz a otra. Hoy en día el SMED se aplica
a las preparaciones de toda clase de máquinas.
- ¿Para qué sirve?
- El SMED sirve para reducir el tiempo de cambio y para
aumentar la fiabilidad del proceso de cambio, lo que reduce el
riesgo de defectos y averías. La reducción del tiempo de
cambio de referencia puede aprovecharse de dos maneras:
- 1. Para incrementar el OEE y la Productividad.
Manteniendo tanto la frecuencia de cambio de las
referencias como el tamaño de los lotes.
- 2. Para reducir el stock en proceso. Incrementando la
frecuencia de cambio de las referencias y
reduciéndose el tamaño de los lotes.
- Desde el punto de vista del Lean Manufacturing siempre interesará reducir los niveles de stock. El
incremento del OEE y Productividad quedará vinculado a lo justa que vaya nuestra capacidad para
satisfacer la demanda del cliente.
- 1. Para incrementar el OEE y la Productividad.
Manteniendo tanto la frecuencia de cambio de las
referencias como el tamaño de los lotes.
- El SMED sirve para reducir el tiempo de cambio y para
aumentar la fiabilidad del proceso de cambio, lo que reduce el
riesgo de defectos y averías. La reducción del tiempo de
cambio de referencia puede aprovecharse de dos maneras:
- ¿Cómo funciona?
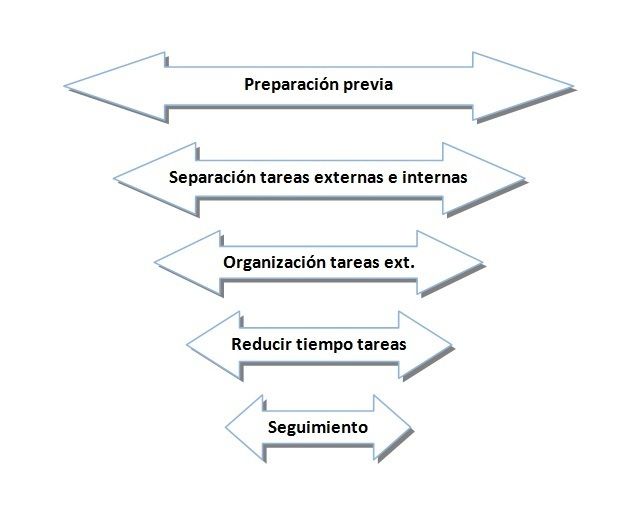
- Aunque en la definición de SMED se hable de reducir los tiempos de preparación en menos
de 10 minutos, esto no siempre será posible. La realización del SMED sigue 7 pasos:
- 1. Preparación Previa
- 2.Analizar la actividad
sobre la que se va a
centrar el taller SMED.
- 3. Separar lo interno de
lo externo.
- 4. Organizar
actividades externas.
- 5. Convertir lo interno
en externo.
- 6. Reducir los tiempos de
actividades internas.
- 7. Realizar el seguimiento.
- Una vez terminado el taller SMED por primera vez es vital realizar el seguimiento
para ver si el nuevo estándar definido sufre desviaciones y en caso de que así sea,
poder tomar acciones correctoras. De esta forma el seguimiento que se suele
hacer se apoya en 2 soportes: Registrar todas las incidencias que se han dado
durante la semana. Sobre la Check-list se puede hacer. Registrar todos los tiempos
de cambio que se dan durante la semana para luego, en una gráfica, representar
los valores máximo, mínimo y medio de cada semana. La evolución de los datos
desvela las desviaciones.
- Una vez terminado el taller SMED por primera vez es vital realizar el seguimiento
para ver si el nuevo estándar definido sufre desviaciones y en caso de que así sea,
poder tomar acciones correctoras. De esta forma el seguimiento que se suele
hacer se apoya en 2 soportes: Registrar todas las incidencias que se han dado
durante la semana. Sobre la Check-list se puede hacer. Registrar todos los tiempos
de cambio que se dan durante la semana para luego, en una gráfica, representar
los valores máximo, mínimo y medio de cada semana. La evolución de los datos
desvela las desviaciones.
- En esta fase el equipo debe de plantear ideas de mejora para reducir los tiempos de
ejecución de las actividades internas. Una vez que se ha definido una idea de mejora y
esta ha sido aceptada por todos, el equipo debe definir el PLAN DE ACCIÓN a seguir para
implementar esa idea de mejora. De nuevo: que se va hacer, quien lo va hacer y cuando
debe tenerlo terminado.
- 7. Realizar el seguimiento.
- Para cada una de las actividades que se han decidido convertir en externas el
equipo debe definir el PLAN DE ACCIÓN a seguir para lograr esa conversión. De
esta forma para cada actividad se debe indicar que se va hacer, quien lo va
hacer y cuando debe tenerlo terminado.
- 6. Reducir los tiempos de
actividades internas.
- Como las actividades externas se pueden hacer con la máquina en marcha, en esta etapa el
equipo debe de hacer un ejercicio de planificación con el objeto de que todas las actividades
externas estén preparadas en el momento vaya a comenzar el proceso de cambio de
referencia. El resultado de esta etapa suele ser una CHECK-LIST a realizar en la zona donde
se está haciendo el taller SMED. Algunas de las consideraciones que suele recoger esta lista :
¿Qué preparaciones necesitan ser hechas de antemano?; ¿Qué herramientas y piezas
necesitan estar a mano de los operarios que hacen el cambio?; ¿Dónde deben colocarse las
herramientas y piezas?; ¿están las herramientas y piezas en buenas condiciones?; ¿Dónde
deben colocarse el elemento (útil, matriz, etc.) después de desmontarse?;¿Cómo serán
transportadas las herramientas y piezas?, etc.
- 5. Convertir lo interno
en externo.
- En esta fase todos los miembros del equipo van repasando todas y cada una de las
anteriores actividades para identificar aquellas que pueden ser externas. En este
punto conviene recordar lo indicado al inicio de este post. Una actividad externa es
aquella que se puede realizar con la máquina en marcha y por tanto su tiempo de
ejecución no afecta al tiempo de ciclo total del proceso. De ahí la importancia de
convertir cuantas más actividades se puedan del proceso de cambio de referencia en
externas.
- 4. Organizar
actividades externas.
- Se trata de filmar en detalle todas y cada una de las actividades que se realizan durante el
proceso de cambio de referencia. En el caso de que intervengan en él varias personas todas
deberán ser grabadas. El inicio de la grabación se dará tras el fin de fabricación de la última
pieza de la referencia saliente y el final de grabación se dará con el inicio de fabricación de la
primera pieza OK de la referencia entrante. Si la máquina no extrae una pieza OK se
considera que seguimos dentro de la preparación y en estos casos, la comprobación de la
calidad de la primera pieza fabricada puede ser considerada como la última operación de la
preparación. Una vez realizadas las grabaciones y ya en una sala, el equipo del taller SMED
usará las grabaciones para detallar todas las actividades de las que consta el proceso de
cambio de referencia, indicando a su vez su duración. De esta forma se obtiene el tiempo de
ciclo estándar del proceso.
- 3. Separar lo interno de
lo externo.
- Esta etapa consta de dos partes: 1-1) INVESTIGAR: Conocer el producto, la
operación, la máquina, la distribución en planta (layout), las instrucciones de
la preparación existentes… Obtener datos históricos de los tiempos de
preparación (estos datos serán sólo útiles si la situación en la que se
tomaron es comparable a la de partida). Observar la preparación insitu 1-2)
CREAR UN EQUIPO: Se trata de constituir un equipo, darle la formación
necesaria sobre los fundamentos del SMED y darle a su vez los medios
necesarios para poder realizarlo. Sobre el equipo deberá estar constituido
por: Persona/s con experiencia en la preparación. Persona/s con capacidad
para hacer modificaciones técnicas Persona/s con capacidad para hacer
modificaciones organizativas.
- 2.Analizar la actividad
sobre la que se va a
centrar el taller SMED.
- 1. Preparación Previa
- Aunque en la definición de SMED se hable de reducir los tiempos de preparación en menos
de 10 minutos, esto no siempre será posible. La realización del SMED sigue 7 pasos:
- INGENIERÍA INDUSTRIAL III
IRIS JAZMÍN DOÑATE
RAMÍREZ
Media attachments
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Want to create your own Mind Maps for free with GoConqr? Learn more.