27319323
Description
Mind Map by Antonio Loredo Loera, updated more than 1 year ago
|
|
Created by Antonio Loredo Loera
about 4 years ago
|
|
Metalurgia de Polvos
- Prensado Convencional y Sinterizado
- Pasos
- Combinación y Mezclado de
Polvos
- Compactación
- Sinterizado
- Después del prensado, el compactado verde
carece de fuerza y resistencia, se desmorona
fácilmente al menor esfuerzo. El sinterizado
es el proceso de calentar los comprimidos
crudos en un horno con atmósfera
controlada, hasta una temperatura menor al
punto de fusión, pero lo suficientemente alta
como para permitir la adhesión de las
partículas individuales, incrementando así su
resistencia y fuerza.
- Después del prensado, el compactado verde
carece de fuerza y resistencia, se desmorona
fácilmente al menor esfuerzo. El sinterizado
es el proceso de calentar los comprimidos
crudos en un horno con atmósfera
controlada, hasta una temperatura menor al
punto de fusión, pero lo suficientemente alta
como para permitir la adhesión de las
partículas individuales, incrementando así su
resistencia y fuerza.
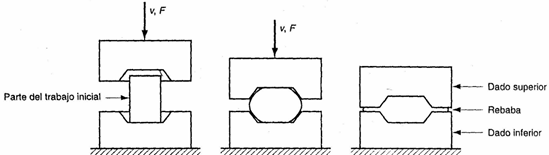
- En la compactación se aplica alta presión a los
polvos para darles la forma requerida. El
método convencional de compactación es el
prensado. Los objetivos de la compactación
son obtener la forma, densidad y contacto
entre partículas necesarios para que la parte
tenga la resistencia suficiente y se pueda
seguir procesando.
- Sinterizado
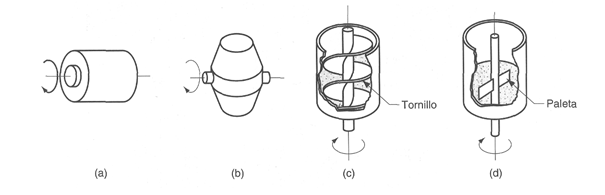
- Para lograr buenos resultados en la
compactación y el sinterizado, los polvos
metálicos necesitan homogeneizar
perfectamente antes del proceso. El mezclado
se refiere a la mezcla de polvos de la misma
composición química, pero posiblemente con
diferentes tamaños de partículas. La
combinación se refiere a la mezcla de polvos de
diferente composición química.
- Compactación
- Combinación y Mezclado de
Polvos
- Pasos
- Operaciones Secundarias
- Densificación y dimensionamiento
- Las operaciones secundarias en
piezas sinterizadas tiene como
consecuencia un aumento en la
resistencia, ductilidad, conductividad
térmica y eléctrica. Este proceso
consta de transportar material
sinterizado y transformarlo en límite
de grano.
- Las operaciones secundarias en
piezas sinterizadas tiene como
consecuencia un aumento en la
resistencia, ductilidad, conductividad
térmica y eléctrica. Este proceso
consta de transportar material
sinterizado y transformarlo en límite
de grano.
- Impregnación e infiltración
- Una característica presente en la
metalurgia de polvos es la
porosidad; la cual es utilizada
para crear nuevos productos
conforme se van llenando estos
espacios, ya sea con aceites,
polímeros o metales con punto
de fusión menor al de la base.
- Una característica presente en la
metalurgia de polvos es la
porosidad; la cual es utilizada
para crear nuevos productos
conforme se van llenando estos
espacios, ya sea con aceites,
polímeros o metales con punto
de fusión menor al de la base.
- Tratamiento térmico y acabado
- Los componentes creados a base de
polvos metálicos pueden tratarse
térmicamente y terminarse con la
mayoría de las operaciones utilizadas en
piezas creadas a base de fundición.
Mejora la apariencia del producto.
- Los componentes creados a base de
polvos metálicos pueden tratarse
térmicamente y terminarse con la
mayoría de las operaciones utilizadas en
piezas creadas a base de fundición.
Mejora la apariencia del producto.
- Densificación y dimensionamiento
- Alternativas de Prensado y Técnicas de Sinterizado
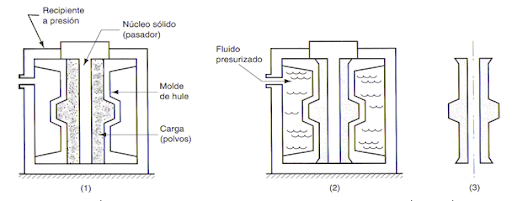
- Prensado Isostático
- Frío
- El prensado isostático frío es un
compactado que se realiza a
temperatura ambiente. El molde,
hecho de hule o de otro material
elastómero, se sobredimensiona para
compensar la contracción. Se usa agua
o aceite para ejercer la presión
hidrostática contra el molde dentro de
la cámara. Las ventajas de este
método incluyen una densidad más
uniforme, herramientas menos
costosas y mayor aplicación a corridas
cortas de producción. Por el lado de las
desventajas se encuentra que es muy
difícil lograr una buena precisión
dimensional en el prensado isostático,
debido a la flexibilidad del molde.
- El prensado isostático frío es un
compactado que se realiza a
temperatura ambiente. El molde,
hecho de hule o de otro material
elastómero, se sobredimensiona para
compensar la contracción. Se usa agua
o aceite para ejercer la presión
hidrostática contra el molde dentro de
la cámara. Las ventajas de este
método incluyen una densidad más
uniforme, herramientas menos
costosas y mayor aplicación a corridas
cortas de producción. Por el lado de las
desventajas se encuentra que es muy
difícil lograr una buena precisión
dimensional en el prensado isostático,
debido a la flexibilidad del molde.
- Caliente
- El prensado isostático caliente se lleva a cabo a alta
presión y temperatura, usando como medio de
compresión un gas que puede ser argón o helio,
realizándose en un solo paso el prensado y sinterizado. A
pesar de esta ventaja, es un proceso relativamente
costoso y sus aplicaciones parecen concentrarse
actualmente en la industria aeroespacial. El molde que
contiene los polvos se hace de lámina de metal para
resistir altas temperaturas, Las partes hechas por este
procedimiento se caracterizan por su alta densidad,
unión interparticular completa y buena resistencia
mecánica.
- El prensado isostático caliente se lleva a cabo a alta
presión y temperatura, usando como medio de
compresión un gas que puede ser argón o helio,
realizándose en un solo paso el prensado y sinterizado. A
pesar de esta ventaja, es un proceso relativamente
costoso y sus aplicaciones parecen concentrarse
actualmente en la industria aeroespacial. El molde que
contiene los polvos se hace de lámina de metal para
resistir altas temperaturas, Las partes hechas por este
procedimiento se caracterizan por su alta densidad,
unión interparticular completa y buena resistencia
mecánica.
- Frío
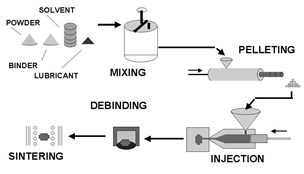
- Moldeo por Inyección de Polvos
- 1. Los polvos se mezclan con un aglutinante apropiado.
- 2. Se forman pellets con la mezcla.
- 3. Se calientan los pellets dentro del molde para después de enfriarse retirar la pieza.
- 4. Se procesa la pieza para remover el aglomerante.
- 5. La pieza se sinteriza.
- 6. Se ejecutan operaciones secundarias que se requieren.
- 6. Se ejecutan operaciones secundarias que se requieren.
- 5. La pieza se sinteriza.
- 4. Se procesa la pieza para remover el aglomerante.
- 3. Se calientan los pellets dentro del molde para después de enfriarse retirar la pieza.
- 2. Se forman pellets con la mezcla.
- 1. Los polvos se mezclan con un aglutinante apropiado.
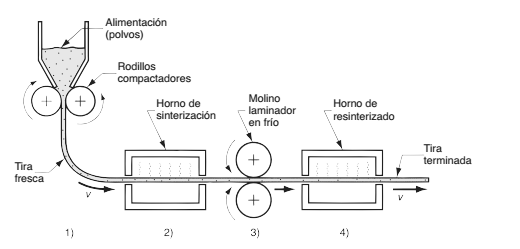
- Laminado de Polvos
- 1. Los polvos se pueden comprimir en una operación de laminado para formar tiras de metal.
- 2. Después de ser comprimidos, pasan por rodillos que los dirigen hacia un horno sinterizador.
- 3. Se enfría, se lamina y se vuelve a sintetizar.
- 3. Se enfría, se lamina y se vuelve a sintetizar.
- 2. Después de ser comprimidos, pasan por rodillos que los dirigen hacia un horno sinterizador.
- 1. Los polvos se pueden comprimir en una operación de laminado para formar tiras de metal.
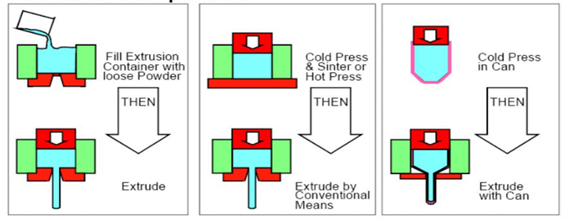
- Extrusión de Polvos
- 1. Los polvos se colocan al vacío en una lata de lámina metálica.
- 2. Se calientan y se extruyen con el recipiente.
- 2. Se calientan y se extruyen con el recipiente.
- 1. Los polvos se colocan al vacío en una lata de lámina metálica.
- Forjado de Polvos
- Se empieza con una pieza de metalurgia de polvos preformada
mediante prensado y sinterización al tamaño apropiado.
- Se empieza con una pieza de metalurgia de polvos preformada
mediante prensado y sinterización al tamaño apropiado.
- Prensado Isostático
- Productos
Obtenidos
- Contactos
Eléctricos
- Catarinas
- Rodamientos
- Engranes
- Sujetadores
- Partes
Maquinarias
- Contactos
Eléctricos
- Consideraciones de Diseño
- Clase 1: Formas delgadas simples que se pueden presionar en una dirección.
- Clase 2: Formas simples pero más gruesas que requieren presión en dos direcciones
- Clase 3: Dos niveles de espesor presionados en dos direcciones
- Clase 4: Múltiples niveles de espesor presionados en dos direcciones.
- Clase 1: Formas delgadas simples que se pueden presionar en una dirección.
Media attachments
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Want to create your own Mind Maps for free with GoConqr? Learn more.