33563961
Description
Mind Map by Iris Ramirez, updated more than 1 year ago
|
|
Created by Iris Ramirez
over 4 years ago
|
|
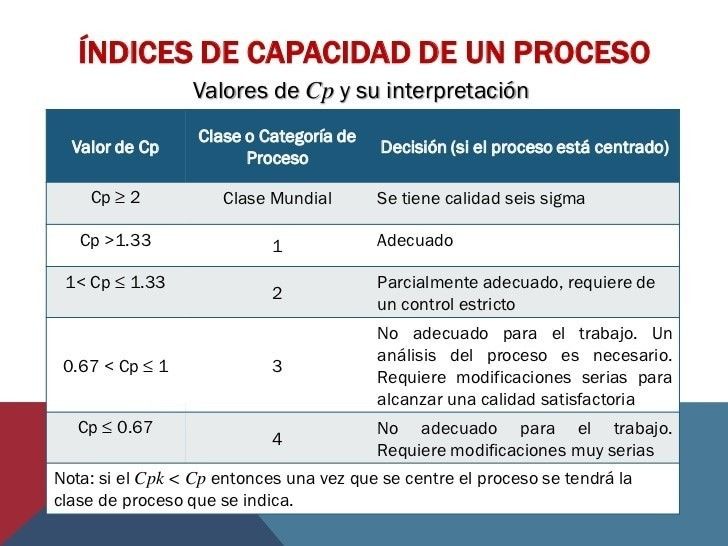
Índices de Capacidad
- Cp
- Es un indicador de la capacidad potencial del
proceso que resulta de dividir el ancho de las
especificaciones (variación tolerada) entre la
amplitud de la variación natural del proceso.
- Cp= variación tolerada / variación real
- Cp= variación tolerada / variación real
- Cp= (ES-EI) /6 σ
- Interpretación
- Interpretación
- Es un indicador de la capacidad potencial del
proceso que resulta de dividir el ancho de las
especificaciones (variación tolerada) entre la
amplitud de la variación natural del proceso.
- Cr
- Se conoce como razón de capacidad potencial. Es un
indicador que divide la amplitud de la variación natural
de éste entre la variación tolerada. Representa la
proporción de la banda de especificaciones que es
cubierta por el proceso.
- La ventaja del índice Cr es que su
interpretación una poco más intuitiva, el
valor del índice Cr representa la proporción
de la banda de especificaciones que es
ocupada por el proceso.
- La ventaja del índice Cr es que su
interpretación una poco más intuitiva, el
valor del índice Cr representa la proporción
de la banda de especificaciones que es
ocupada por el proceso.
- Cr=6 σ / (ES-EI)
- Con este índice se pretende que el numerador sea
menor que el denominador, es decir, lo deseable
son valores de Cr pequeños (menos que 1).
- Con este índice se pretende que el numerador sea
menor que el denominador, es decir, lo deseable
son valores de Cr pequeños (menos que 1).
- Se conoce como razón de capacidad potencial. Es un
indicador que divide la amplitud de la variación natural
de éste entre la variación tolerada. Representa la
proporción de la banda de especificaciones que es
cubierta por el proceso.
- C p i
- Es un indicador de la capacidad de un proceso para
cumplir con la especificación inferior de una
característica de calidad.
- Cpi= (µ -EI) / 3 σ
- Esta distancia representa la variación valorada para el proceso de un solo lado de la media. Por esto solo se
divide entre 3 σ porque solo se está tomando en cuenta la mitad de la variación natural del proceso
- Para considerar que el proceso es adecuado,
el valor de Cpi o Cps debe ser mayor que 1.25
- Para considerar que el proceso es adecuado,
el valor de Cpi o Cps debe ser mayor que 1.25
- Es un indicador de la capacidad de un proceso para
cumplir con la especificación inferior de una
característica de calidad.
- Cps
- Es un indicador de la capacidad de un proceso para
cumplir con la especificación superior de una
característica de calidad.
- Cps= (ES - µ) / 3 σ
- Estos índices si toman en cuenta a µ, al calcular la distancia
de la media del proceso a una de las especificaciones.
- Es un indicador de la capacidad de un proceso para
cumplir con la especificación superior de una
característica de calidad.
- Cpk
- Es un indicador de la capacidad real de un proceso, para
tomar encuentra el centrado del proceso
- Es igual al índice unilateral más pequeño, por lo que si el
valor del índice Cpk es satisfactorio (mayor que 1.25),
eso indica que el proceso en realidad es capaz. Si Cpk es
<1, entonces el proceso no cumple con por lo menos una
de las especificaciones.
- Es igual al índice unilateral más pequeño, por lo que si el
valor del índice Cpk es satisfactorio (mayor que 1.25),
eso indica que el proceso en realidad es capaz. Si Cpk es
<1, entonces el proceso no cumple con por lo menos una
de las especificaciones.
- Cpk=Mínimo [(µ -EI) / 3 σ, (ES - µ) / 3 σ]
- Es igual al valor más pequeño de entre Cpi y Cps
- Es igual al valor más pequeño de entre Cpi y Cps
- Es un indicador de la capacidad real de un proceso, para
tomar encuentra el centrado del proceso
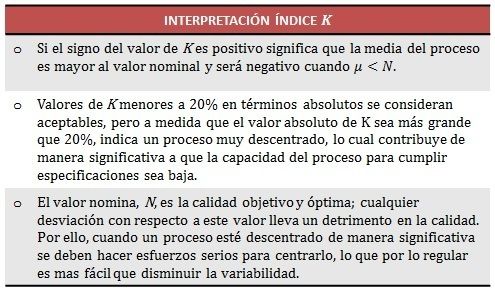
- K
- El índice de proceso centrado
- K= [(µ - N) / 1 /2 (ES- EI)] x 100
- Este indicador mide la diferencia entre la media
del proceso, µ, y el valor objetivo o nominal, N
para la correspondiente característica de
calidad; y compara esta diferencia con la mitad
de la amplitud de las especificaciones.
Multiplicar por cien ayuda a tener una medida
porcentual.
- Este indicador mide la diferencia entre la media
del proceso, µ, y el valor objetivo o nominal, N
para la correspondiente característica de
calidad; y compara esta diferencia con la mitad
de la amplitud de las especificaciones.
Multiplicar por cien ayuda a tener una medida
porcentual.
- El índice de proceso centrado
- Iris Jazmín Ramírez
Ingeniería Industrial V
Media attachments
{kind=link}
{kind=link}
{kind=link}
Want to create your own Mind Maps for free with GoConqr? Learn more.