11888866
Descrição
FlashCards por Louis Landgraf, atualizado more than 1 year ago
|
|
Criado por Louis Landgraf
quase 7 anos atrás
|
|
| Questão | Responda |
| Prinzip des Laserstrahlschmelzens: | 1. Beschichten mit Pulver 2.Pulverschicht mit dem Laserstrahl belichten (Härtung) 3. Absenken der Bauplattform => Prozess beginnt neu, Schicht für Schicht |
| Nenne die Vor- und Nachteile des Laserstrahlschmelzens (3D Druck)! (nur Vorteile) | + höchste Designfreiheit + direkte Herstellung aus CAD-Daten + Herstellungskosten hängen vom Volumen und nicht von der Bauteilkomplexität ab + werkzeuglose Bearbeitung + gute mechanische Eigenschaften + automatisierter Prozess |
| Nenne die Vor- und Nachteile des Laserstrahlschmelzens (3D Druck)! (nur Nachteile) | - niedrige Oberflächengüte - geringe Genauigkeit - vergleichsweise langsamer Prozess - Supportstrukturen notwendig - fehlendes Know-How / wenige Experten - fehlende Konstruktionsrichtlinien - SLM-Designs werden durch gängige CAD-Software nicht unterstützt |
| Für welche Fertigungsbedingungen eignet sich Laserstrahlschmelzen nicht? | - sehr einfache Geometrie - hohe Genauigkeit - hohe Stückzahlen (Massenproduktion) |
| Für welche Fertigungsbedingungen eignet sich Laserstrahlschmelzen? | - komplexe Geometrie - Funktionsintegration - niedrige Stückzahlen |
| Grenzen des Laserstrahlschmelzens? | - Designaufgeprägte Grenzen: * min. Bauteildicke in Aufbaurichtung * Wandstärke * Durchmesser * Bauraum * Werkstückaufmaß - SLM-Prozessseitige Grenzen * Werkstoffe * Genauigkeiten / Oberflächengüte * Spannung * Festigkeit * Supportstrukturen |
| Wobei besteht die Notwendigkeit der Nachbearbeitung bei SLM Bauteilen? | - schlechte Oberflächenqualität (großer Einfluss auf mech. Eigenschaften) - Schutz vor chemischen oder mechanischen Umwelteinflüssen - ästhetischeres Erscheinungsbild schaffen |
| Welche Möglichkeiten der Nachbearbeitung gibt es? | - Reinigungsverfahren: Pulverentfernung, Beizen - Beschichtungsverfahren: Galvanisierung, chemische Gasphasenabscheidung (CVD), physikalische Gasphasenabscheidung (PVD) - trennende bzw. abrasive Verfahren: Fräsen, Schleifen, Polieren, Strahlen |
| Was sind EInsatzbereiche des Rapid Protyping? | - Anschauungsmodelle * Überprüfung der Proportionen * Überprüfung des Designs * Validierung des CAD-Modells - Kommunikationsmodelle * Kundenpräsentation * Dokumentation * Marktstudie - Funktionsmodelle * Ergonomie * Festigkeitsprüfung * Verifikation des Wirkprinzips - Prozessmodelle * Montageuntersuchung * Betriebsmittelvorbereitung * Urmodell für Abformtechniken |
| Kostenvergleich: Lasergenerierte Fertigung vs. konventionelle Fertigung | - je komplexer das Bauteil, desto teurer und zeitaufwendiger wird die konv. Fertigung - lasergenerierte F. bleibt vom Zeit/Kosten Faktor immer gleich => geringe Komplexität: konventionelle Fertigung vorziehen |
| Prinzip Topologieoptimierung: | 1. diskreter Bauraum 2. FE-Analyse 3. Optimierungs Algorithmus 4. Anpassung der Elementdichte 5. Nachbearbeitung |
| Ziel Topologieoptimierung: | - Minimierung Bauteilgewicht - homogene Spannungsverteilung - Reduktion Maximalspannung - Reduktion Prozessabfall |
| Def: Additive Fertigung | ...befasst sich mit der Fertigung eines Festkörpers durch das Schaffen von Kohäsion in einem formlosen Material |
| Wann und warum wird die Stützkonstruktion für laseradditiven Fertigung eingesetzt? | - Überhänge müssen für <45° abgestützt werden - Sollbruchstelle zur einfachen Bauteilabtrennung von Substratplatte - Kompensation von Bauteilverformung aufgrund thermisch-induzierten Spannungen |
| Nenne Qualitätsparameter laseradditiv gefertigte Bauteile! | - Oberflächengüte - Eigenspannung - Maßhaltigkeit - Festigkeit - Dichte - Härte |
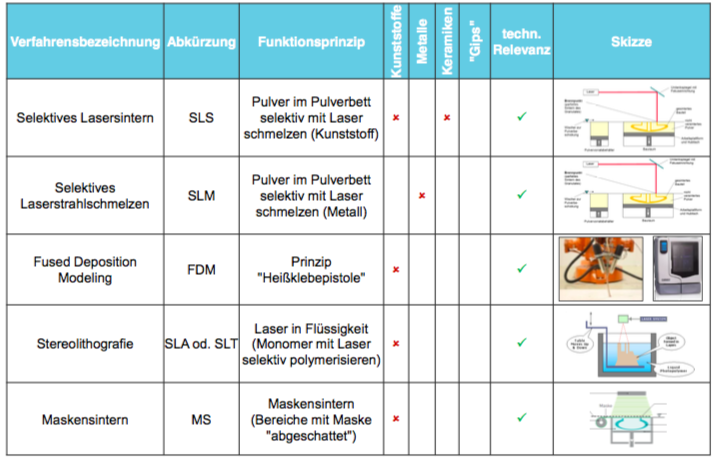
| Generative Verfahren Tabelle (1/2) | |
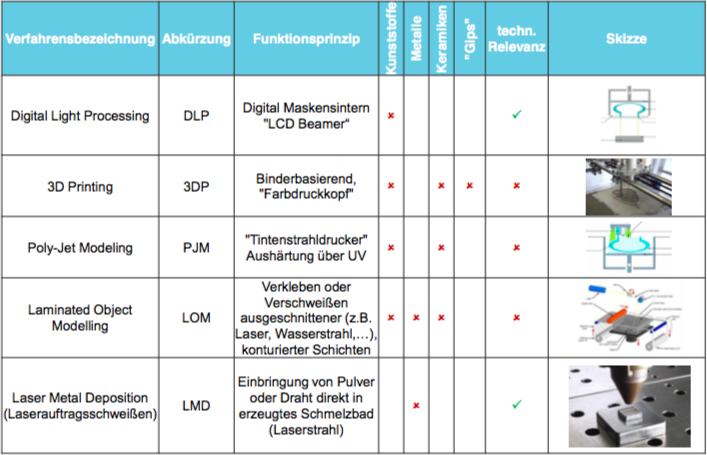
| Generative Verfahren Tabelle (2/2) |
{kind=link}
{kind=link}
Quer criar seus próprios Flashcards gratuitos com GoConqr? Saiba mais.