17587540
Descrição
FlashCards por Pedro Perez Perez, atualizado more than 1 year ago
|
|
Criado por Pedro Perez Perez
quase 6 anos atrás
|
|
| Questão | Responda |
| Fundición | Es un procedimiento de fabricación sin arranque de viruta, basado en la fusión de los metales y sus aleaciones. Consiste en la preparación de un molde o hueco, que reproduce la forma de la pieza a fundir, en él se vierte el metal o aleación metálica fundida. |
| Etapas en la elaboración de un molde | 1. Preparación del molde 2. Calentamiento y fusión del material 3. Llenado del molde 4. Solidificación y enfriamiento 5. Extracción o desmoldeo 6. Inspección 7. Operaciones de acabado |
| Funciones del molde | - Proporciona la forma y dimensiones a la pieza - Garantiza una rugosidad superficial adecuada - Disipa el calor del metal en la solidificación - Evacua los gases y el aire |
| Clasificación según la naturaleza del molde | - Moldeado con molde NO permanente - Moldeado con molde permanente (moldeado en moldes metálicos) |
| Moldeado con molde NO permanente Clasificación | - Modelo NO consumible Moldeo en arena Fundición en cáscara Fundición al vacío Fundición en molde de yeso o cerámico - Modelo consumible Poliestireno expandido A la cera perdida |
| Fundición en arena: Definición | Se coloca un modelo de la pieza en arena para crear una impresión, incorporar sistema de alimentación, llenar la cavidad con metal fundido, dejar que el metal se enfríe hasta solidificar, romper el molde de arena y retirar fundición. |
| Fundición en arena: Partes del molde | Recipiente de colada Bebedero Canal de colada Mazarota Ataques Corazón, macho o noyo |
| Fundición en arena: Composición de las arenas | Arena de cuarzo (Sílice - Si02) Arcilla Agua |
| Fundición en arena: Tipos de moldes de arena I | - Molde arena verde El molde no se seca |
| Fundición en arena: Tipos de moldes de arena II | - Molde de arena seca El secado puede ser parcial Más resistentes Mejor calidad dimensional y superficial Mejor permeabilidad Distorsión frente al modelo Menor retractabilidad Mayor coste y menor tasa de prod. |
| Fundición en arena: Modelos | - Materiales Permanentes: Madera, plástico o metal NO perma: Arena, poliestireno expandido... - Recubiertos de material desmoldeante - Tipos Una sola pieza, divididos con placa y divididos sin placa |
| Molde no permanente Modelo permanente Fundición en cáscara: Descripción | Concha de arena fina con resina, se forma una fina capa y se calienta para cohesionarla, se monta en una caja de moldeo y se rellena con arena común y obtenemos la pieza final. |
| Molde no permanente Modelo permanente Fundición en cáscara: Características | - Modelo permanente de acero o aluminio - Muy buena calidad dimensional y superficial - Problemas con la permeabilidad de la cáscara |
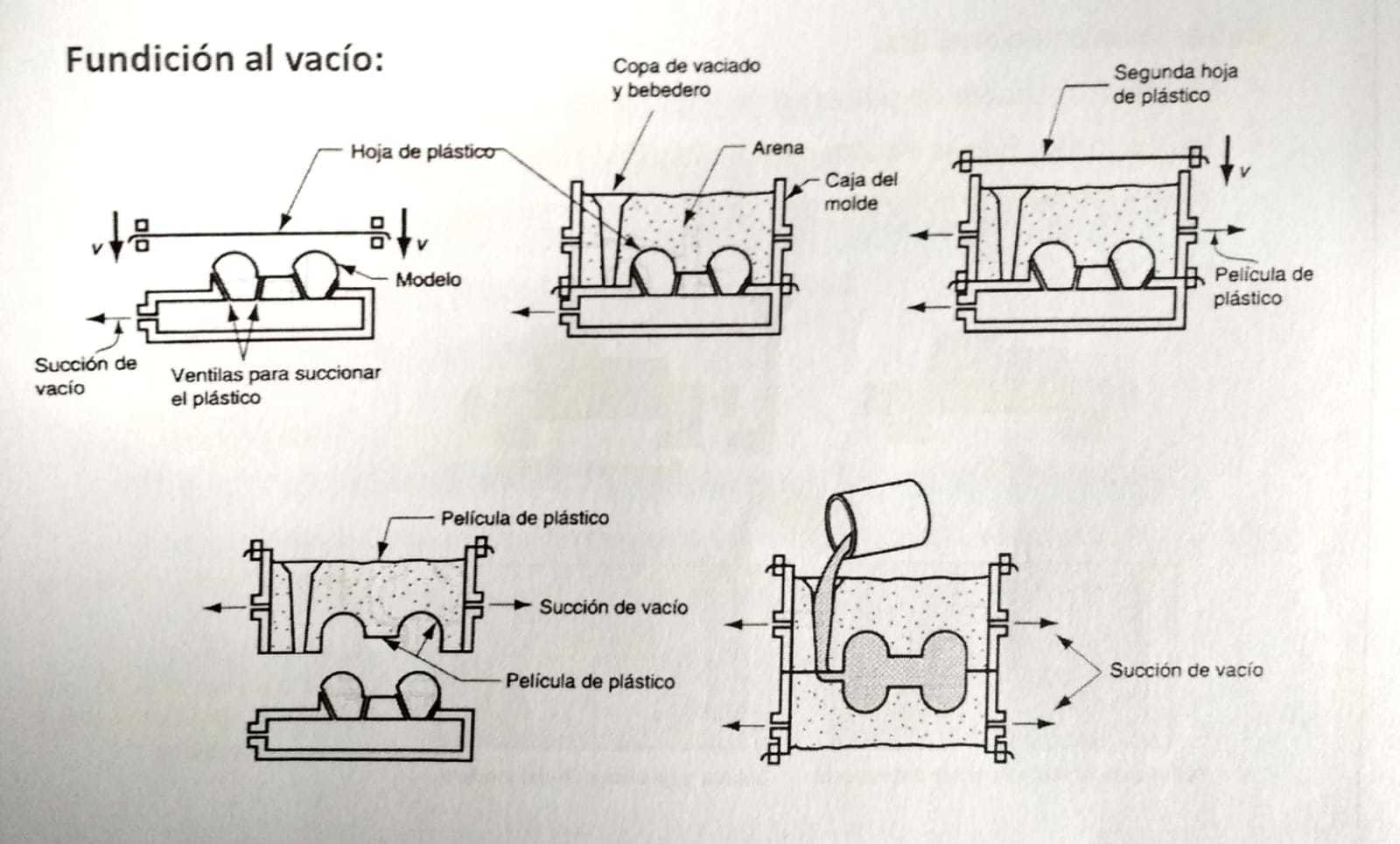
| Molde no permanente Modelo permanente Fundición al vacío | |
| Molde no permanente Modelo permanente Fundición en molde de yeso | - Baja permeabilidad - Baja resistencia térmica - Detalles finos con un buen acabado superficial - Las fundiciones se enfrían lentamente (grano mayor) |
| Molde no permanente Modelo permanente Fundición en molde cerámico | - Mejora la resistencia térmica Permite la fundición de materiales férreos |
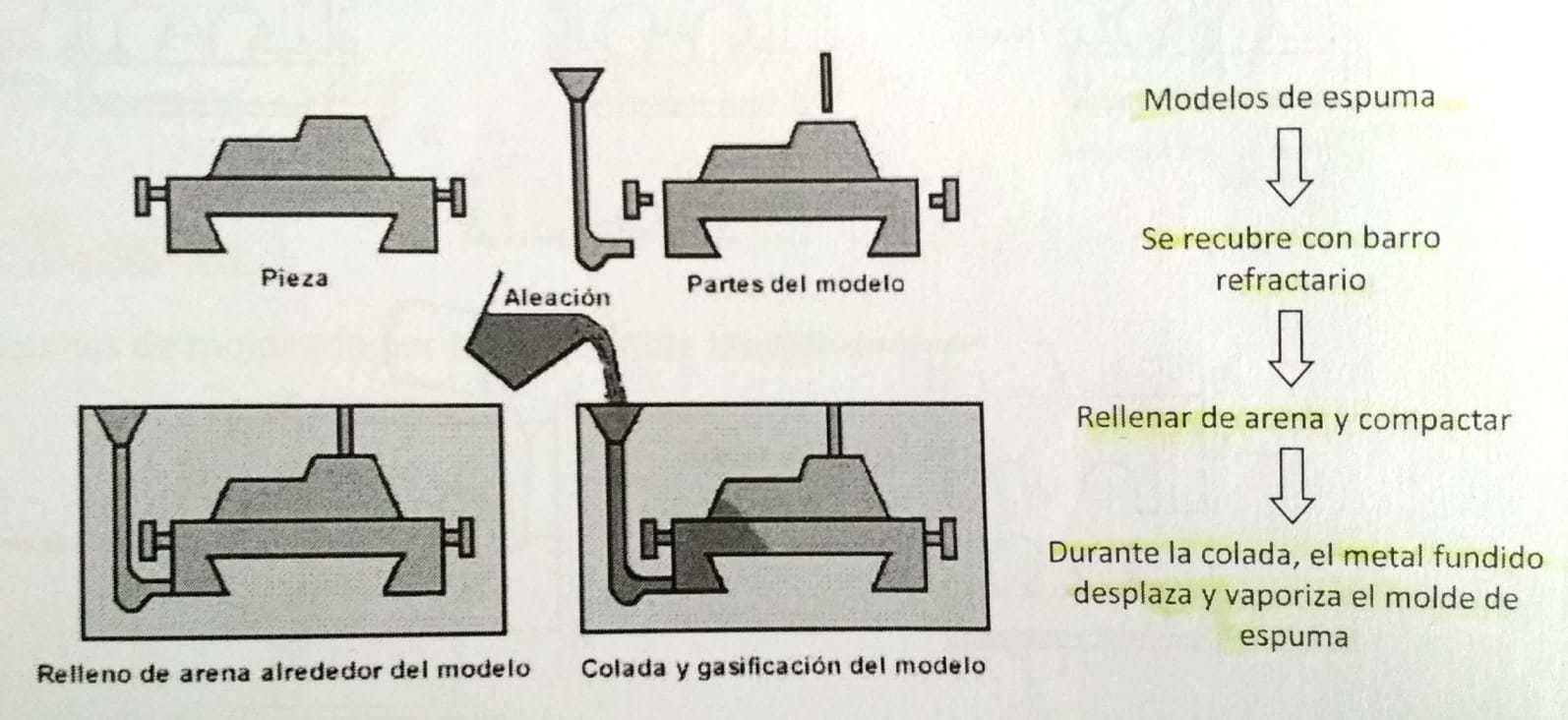
| Molde no permanente Modelo desechable Poliestireno expandido: Descripción | |
| Molde no permanente Modelo desechable Poliestireno expandido: Características | - Molde desechable de poliestireno expandido - Aplicaciones: Piezas de alta complejidad (Motores de aluminio) - Puede permitir la inclusión de fibras u otros injertos |
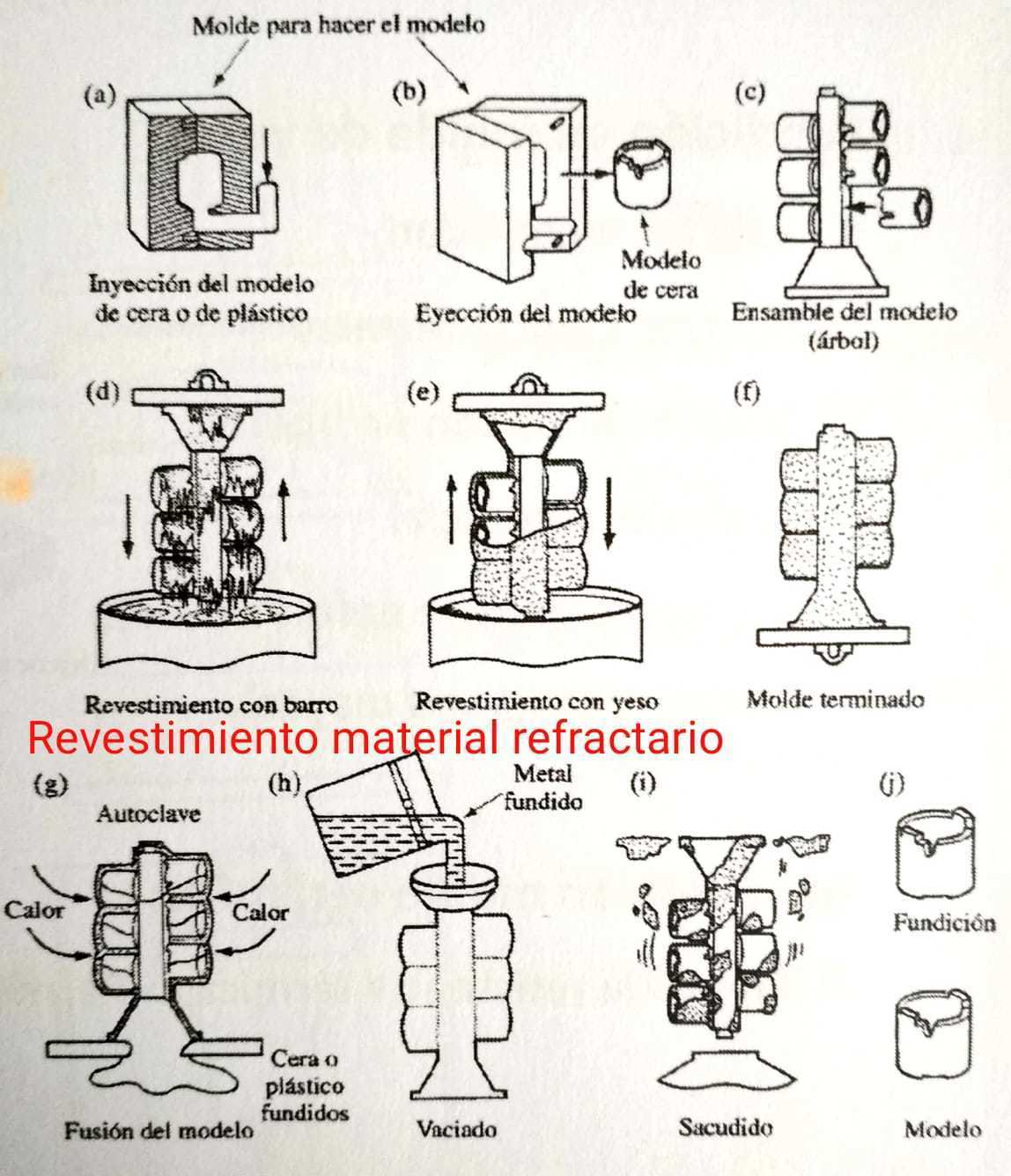
| Molde no permanente Modelo desechable Fundición a la cera perdida: Descripción | |
| Molde no permanente Modelo desechable Fundición a la cera perdida: Características | - Modelo desechable - La cera es recuperable - Revestimiento con material refractario - Muy buenas propiedades geométricas y dimensionales - Alto coste - Poco trabajo posterior |
| Molde permanente Ventajas | - Buena precisión dimensional y buen acabado superficial - Se controla la solidificación por precalentamiento o refrigerado selectivo - Contracciones menores - Proceso rápido y automatizable |
| Molde permanente Incovenientes | - Alto coste: Moldes y utillaje (rentable para miles de piezas) - Sólo aleaciones bajo PF - Dimensiones limitadas y formas simples - Creación de tensiones internas por el rápido enfriamiento |
| Molde permanente Fundición a baja presión: Descripción | |
| Molde permanente Fundición a baja presión: Características | - Inyectado directamente desde el crisol - Material limpio de reacciones con el oxígeno de la atmósfera - Fundición con llenado al vacío Es una variante |
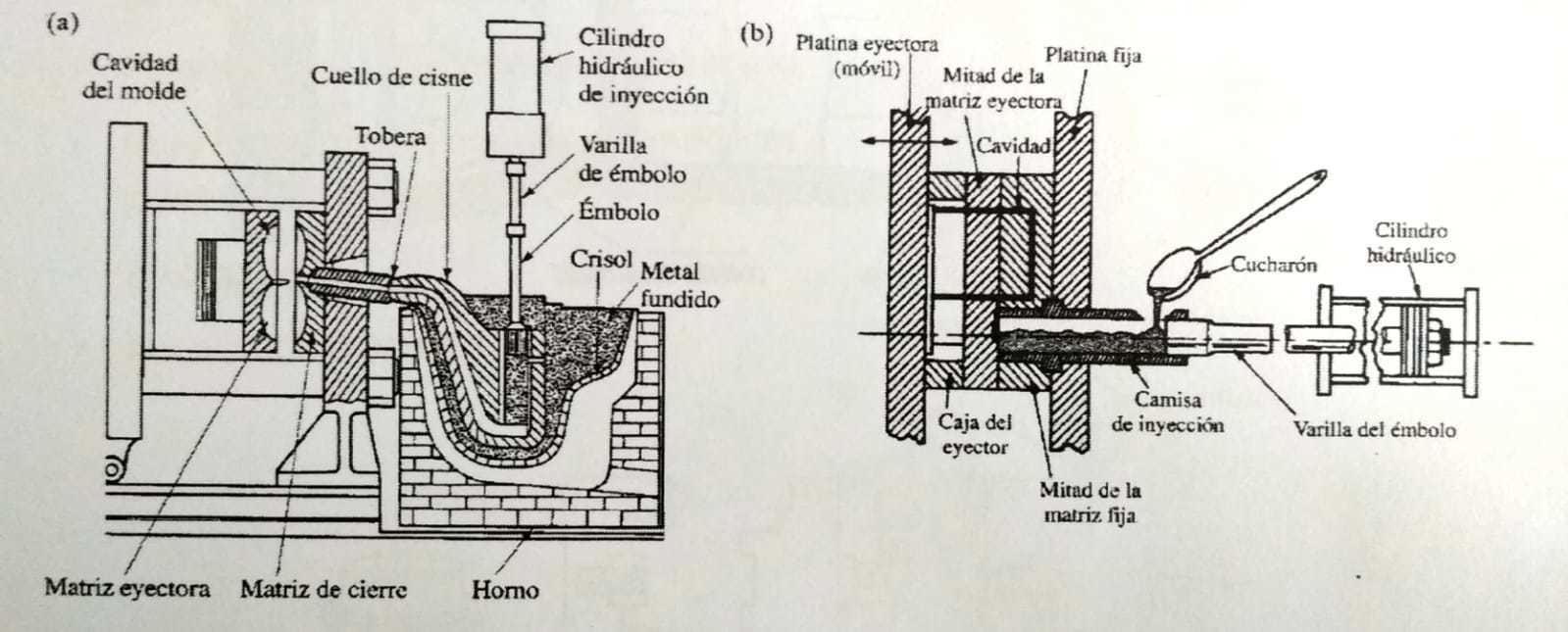
| Molde permanente Fundición a alta presión: Descripción | (a) Cámara caliente (b) Cámara fría |
| Molde permanente Fundición a alta presión: Características I Ventajas | - Formas complicadas - Espesores mínimos - Mejores tolerancias - Mejores propiedades mecánicas - Posibilidad de automatización total |
| Molde permanente Fundición a alta presión: Características II Inconvenientes | - Precio - Tamaño de pieza limitado - Limitaciones en el punto de fusión de los materiales (mayores en cámara caliente) |
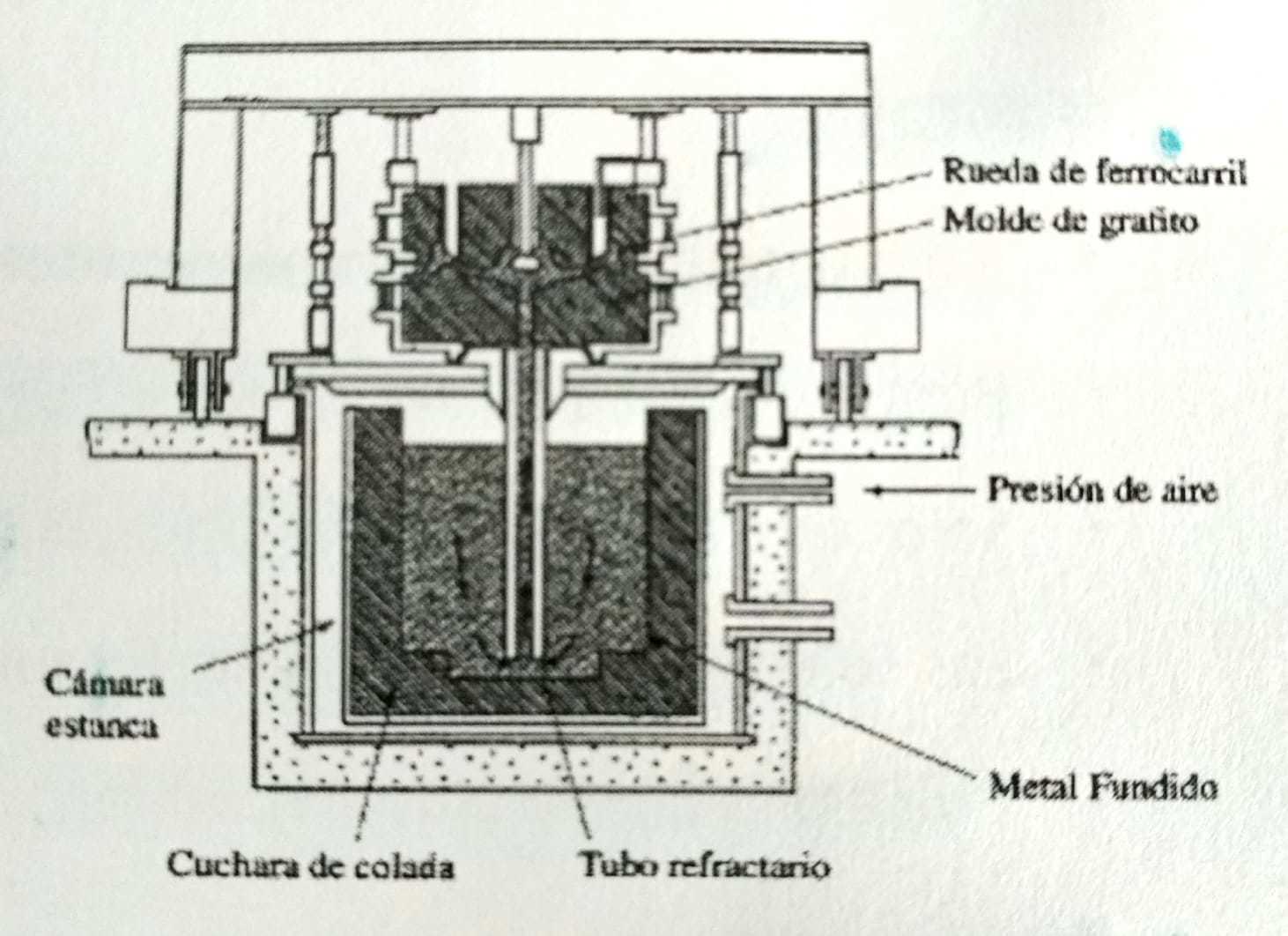
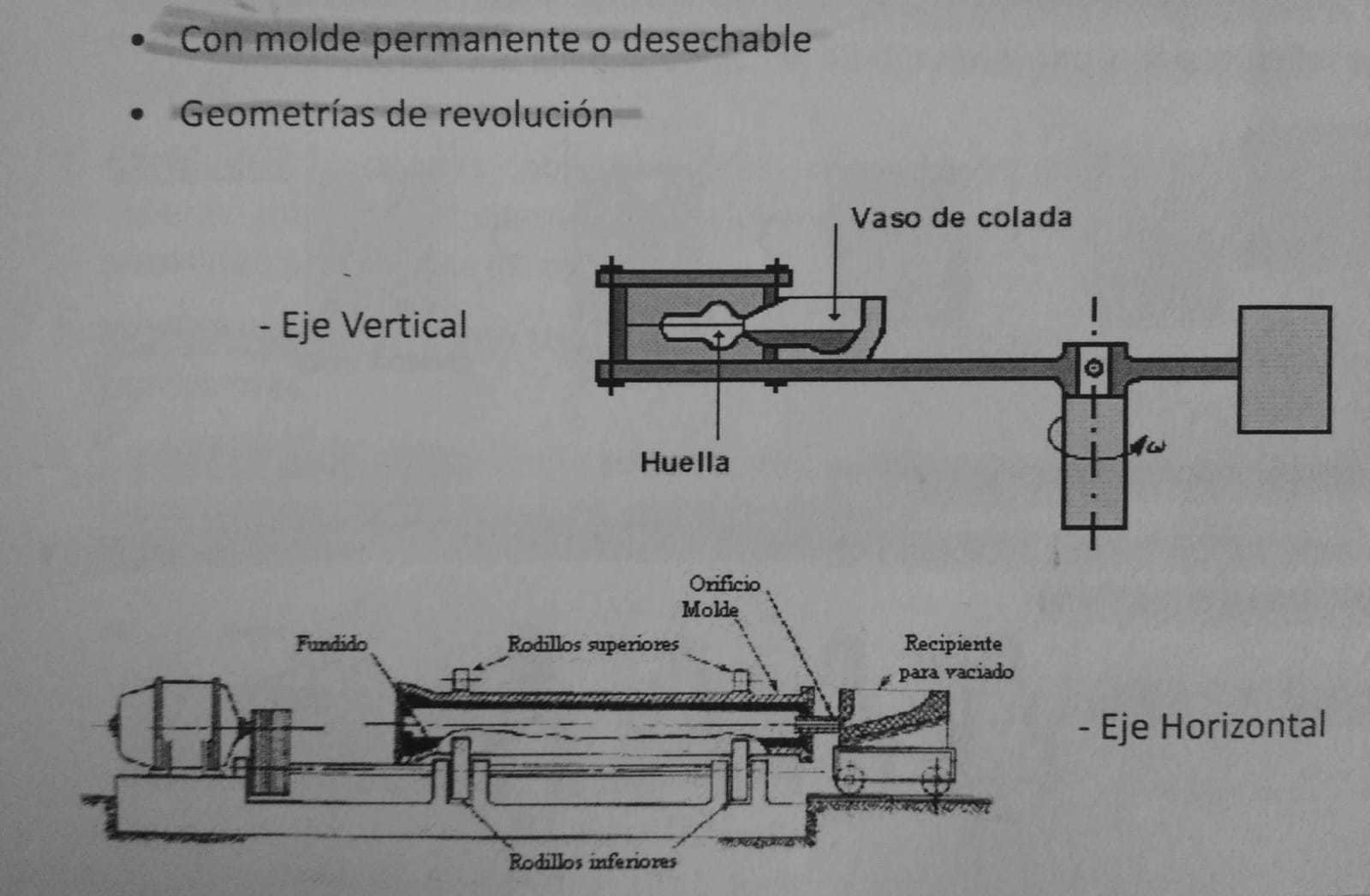
| Molde permanente Fundición centrífuga: Descripción | |
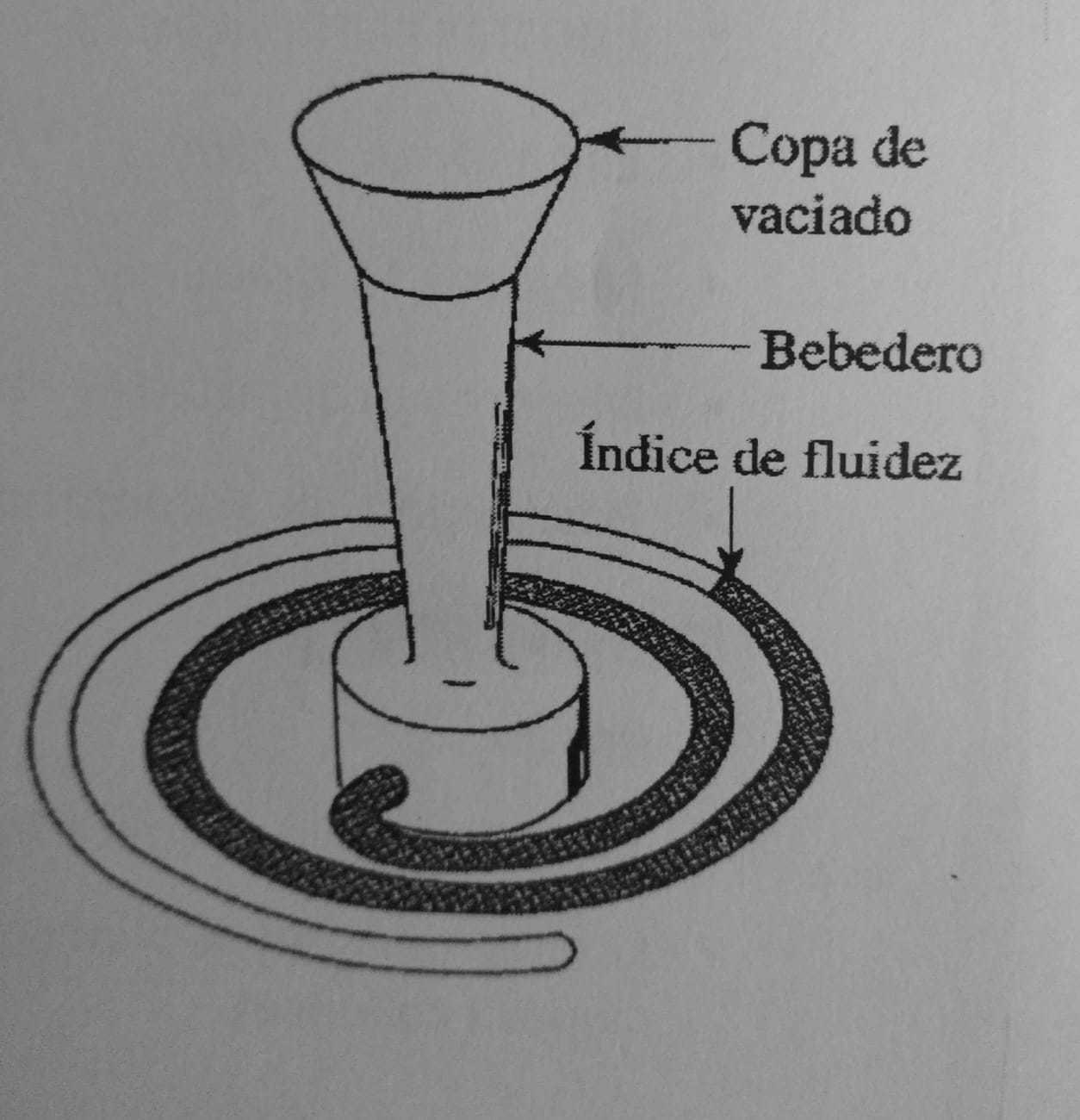
| Diseño del proceso de moldeo Colabilidad I | Es la facilidad con la cual se puede vaciar un metal para obtener una pieza de calidad |
| Diseño del proceso de moldeo Colabilidad II | Depende de: -El propio material: Viscosidad, tensión superficial e inclusiones -De aspectos propios al proceso: Diseño, material y calidad superficial del molde, espesor de paredes, grado de sobrecalentamiento, vel. de vaciado, conductividad térmica del molde |
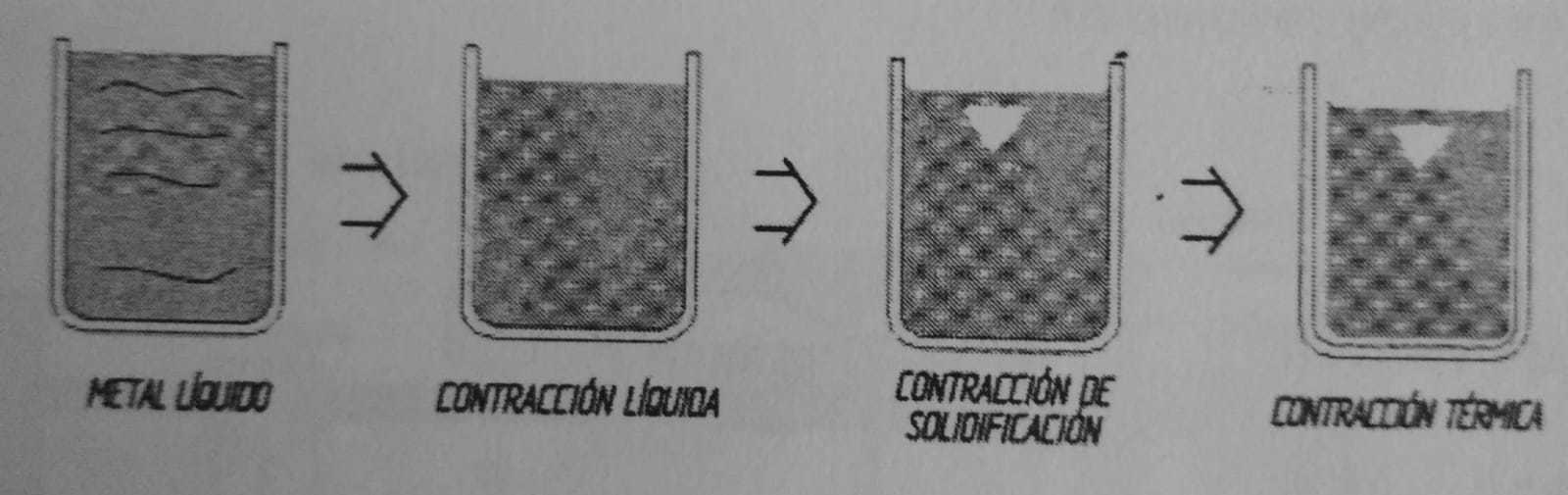
| Diseño del proceso de moldeo Solidificación | La solidificación y enfriamiento de colada implica una contracción |
| Diseño del proceso de moldeo Tiempo de solidificación | Regla de Chvorinov: Relaciona el tiempo de solidificación de una pieza con su volumen y superficie. |
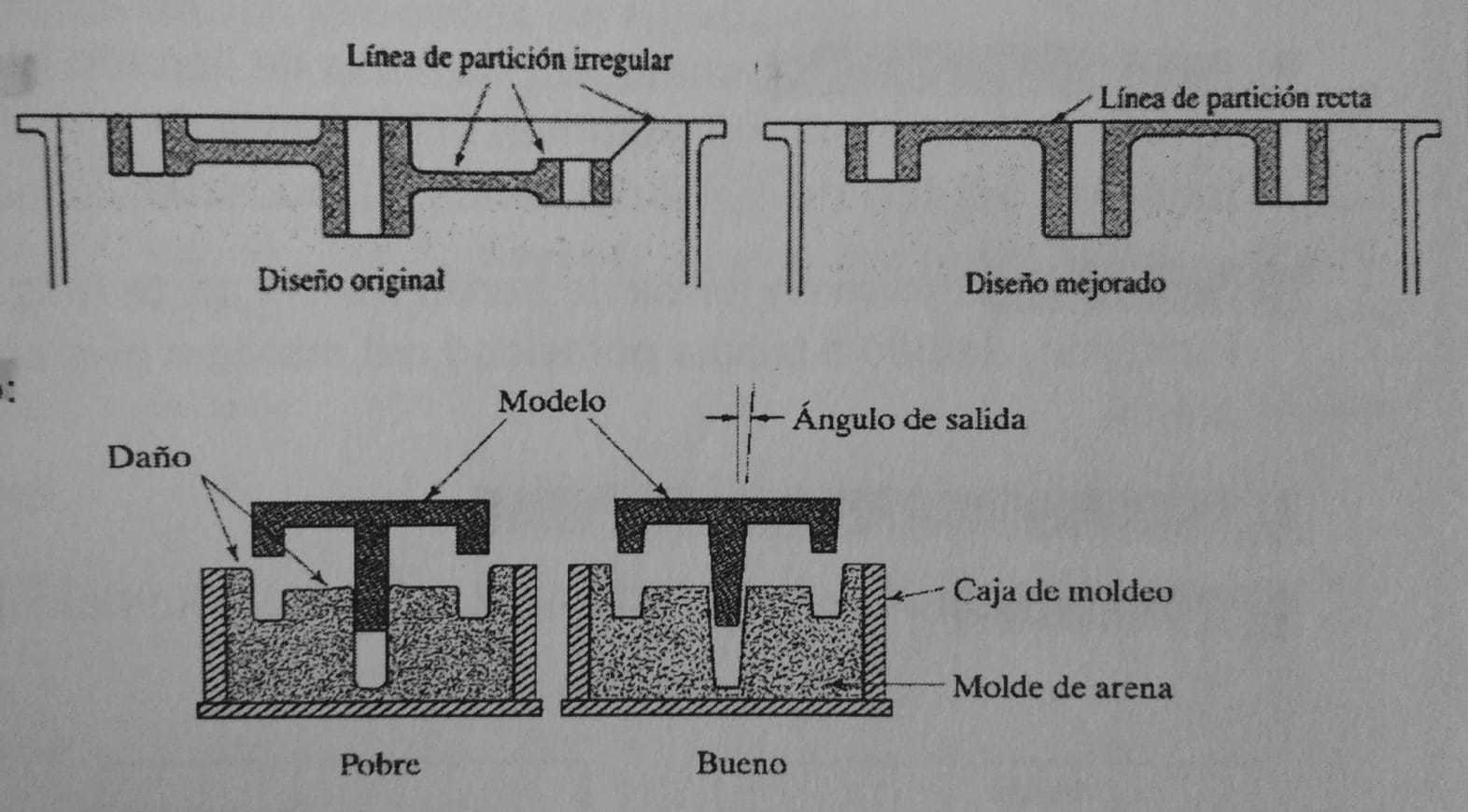
| Diseño del proceso de moldeo | Creces de mecanizado Lineas de partición (1) Ángulo de desmoldeo (2) Tolerancias dimensionales Calidades superficiales Holgura de mecanizado Pueden surgir tensiones internas |
| Defectos de la fundición I | 1. Proyecciones metálicas, formadas por aletas, rebabas o proyecciones masivas como ondulaciones y superficies ásperas. 2. Cavidades, formadas por cavidades redondeadas o ásperas internas o expuestas, incluyendo sopladuras, porosidad y cavidades de contracción . |
| Defectos de la fundición II | 3. Discontinuidades, como son grietas, grietas en caliente, y puntos fríos. 4. Superficie defectuosa, como son pliegues, arrastres, capas de arena adheridas y cascarilla de óxido. |
| Defectos de la fundición III | 5. Fundición incompleta, como son las faltas de llenado (debidas a una solidificación prematura), volumen insuficiente de metal vaciado y fugas (debido a pérdida de metal del molde después del vaciado). |
| Defectos de la fundición IV | 6. Sopladuras, hueco en forma de burbuja en la parte mas alta de la fundición, debido a la baja porosidad del molde o el exceso de agua en la arena 7. Dimensiones o formas incorrectas 8. Inclusiones, que se forman durante la fusión, solidificación y moldeo. |
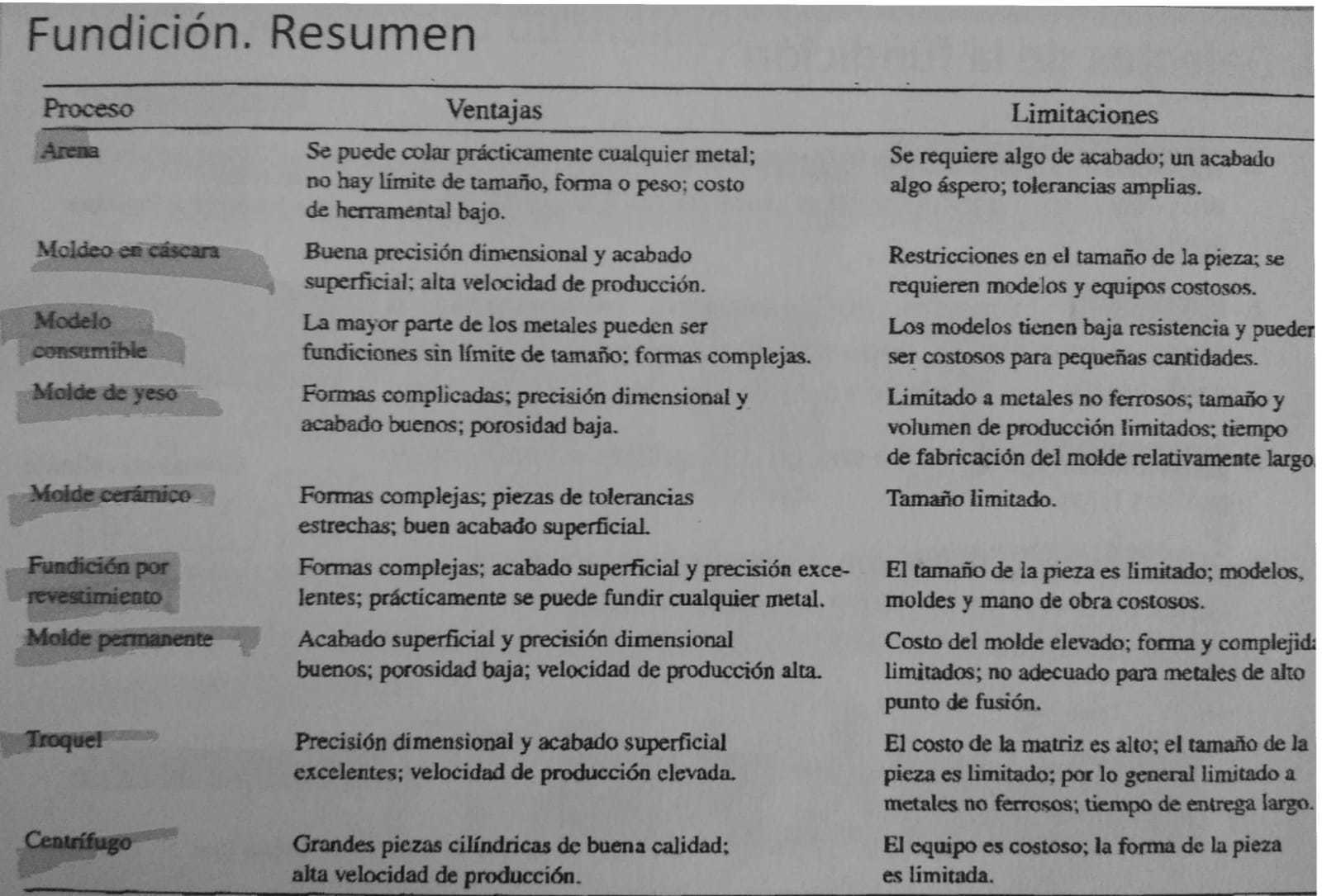
| Fundición Resumen |
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Quer criar seus próprios Flashcards gratuitos com GoConqr? Saiba mais.