10749204
Descrição

Mapa Mental por Jonathan Lozano Cardenas, atualizado more than 1 year ago
|
|
Criado por Jonathan Lozano Cardenas
aproximadamente 7 anos atrás
|
|
PROCESO DE
FABRICACION
DEL ACERO
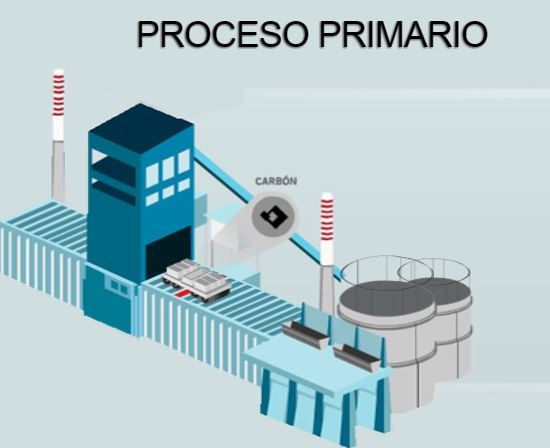
- 1. PROCESO PRIMARIO
- 1. COQUIZACIÓN
- El carbon metalurgico es procesado en las plantas coquizadoras durante
18 horas, en hornos verticales recubiertos con ladrillo refractario, a fin de
extraerle el gas metano y otros subproductos como el alquitrán.
- El carbon metalurgico es procesado en las plantas coquizadoras durante
18 horas, en hornos verticales recubiertos con ladrillo refractario, a fin de
extraerle el gas metano y otros subproductos como el alquitrán.
- 2. SINTERIZACION
- Polvos finos de mineral de fierro y subproductos del proceso
siderurgico se mezclan y funden para producir un material poroso
denominado sinter, utilizado como una de las materias primas
para los altos hornos.
- Polvos finos de mineral de fierro y subproductos del proceso
siderurgico se mezclan y funden para producir un material poroso
denominado sinter, utilizado como una de las materias primas
para los altos hornos.
- 3. PELETIZACION
- El mineral de fierro proveniente de yacimientos propios, previamente
pulverizado, es transformado en discos de boleo en esferas solidas de 12
mm de diametros denominados pelets, endurecidas en un horno.
- El mineral de fierro proveniente de yacimientos propios, previamente
pulverizado, es transformado en discos de boleo en esferas solidas de 12
mm de diametros denominados pelets, endurecidas en un horno.
- 1. COQUIZACIÓN
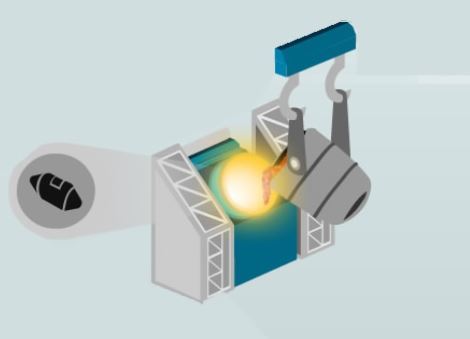
- 2. ARRABIO Y ACERO
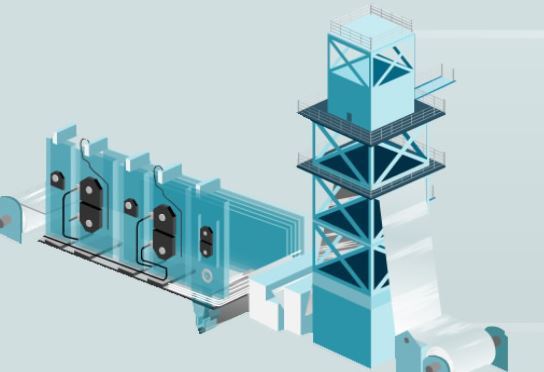
- ALTOS HORNOS
- Mineral en trozos, pélet, sínter, coque y fundente son cargados
por la parte superior del horno, al descender se funden por la
combustion del coque y la introducción de aire caliente.
- Mineral en trozos, pélet, sínter, coque y fundente son cargados
por la parte superior del horno, al descender se funden por la
combustion del coque y la introducción de aire caliente.
- BOF
- El acero líquido se produce en los BOF. En un gran recipiente en forma de pera,
recubierto con ladrillo refractario, se cragan arrabio 80% y chatarra 20% y se inyecta
oxigeno para remover las impurezas como carbón, fósforo, azufre y silicio.
- El acero líquido se produce en los BOF. En un gran recipiente en forma de pera,
recubierto con ladrillo refractario, se cragan arrabio 80% y chatarra 20% y se inyecta
oxigeno para remover las impurezas como carbón, fósforo, azufre y silicio.
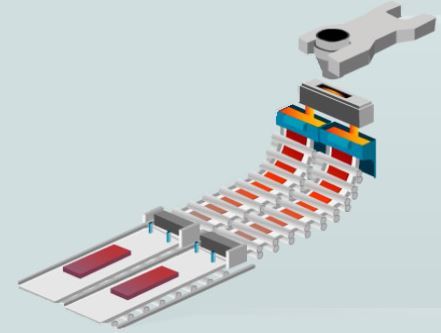
- COLADA CONTINUA
- El acero liquido es transportado a un molde oscilante de cobre enfriado
por agua que convierte el acero sólido en forma de una sección
transversal rectangular denominada planchón.
- El acero liquido es transportado a un molde oscilante de cobre enfriado
por agua que convierte el acero sólido en forma de una sección
transversal rectangular denominada planchón.
- ALTOS HORNOS
- 3. LAMINACIÓN EN CALIENTE
- MOLINO DE PLACA
- Recalentado al igual que en la línea de tira, el planchón de 8 pulgadas de espesor es
reducido en caliente en 2 castillos reversibles, provistos de rodillos horizontales.
- Recalentado al igual que en la línea de tira, el planchón de 8 pulgadas de espesor es
reducido en caliente en 2 castillos reversibles, provistos de rodillos horizontales.
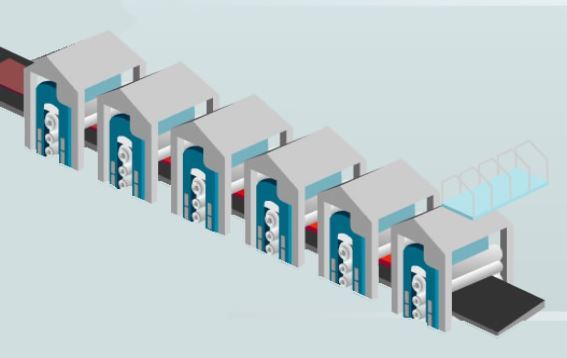
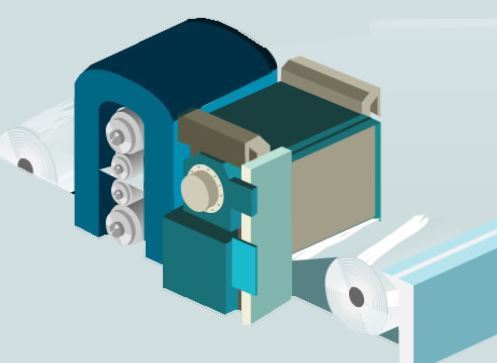
- MOLINO DE TIRA
- Los planchones son recalentas a 1260°C en hornos continuos, rolados en caliente
a través de castillos en serie(Tandem) provistos de rodillos horizontales que
reducen el planchón de un espesor de 8" hasta convertirse en una delgada cinta
de 0.060"
- Los planchones son recalentas a 1260°C en hornos continuos, rolados en caliente
a través de castillos en serie(Tandem) provistos de rodillos horizontales que
reducen el planchón de un espesor de 8" hasta convertirse en una delgada cinta
de 0.060"
- SKIN PASS
- En un castillo provisto de rodillos y bridas de tensión, mediante
prensado y elongación se mejora la calidad de acero rolada en caliente
- En un castillo provisto de rodillos y bridas de tensión, mediante
prensado y elongación se mejora la calidad de acero rolada en caliente
- PERFILES PESADOS
- Por laminado en caliente, a partir de un bloque cuadrado denominado
tocho se producen perfiles estructurales
- Por laminado en caliente, a partir de un bloque cuadrado denominado
tocho se producen perfiles estructurales
- MOLINO DE PLACA
- 4. LAMINACIÓN EN FRÍO
- PASAN POR
- MOLINOS REDUCTORES
- Por un proceso de Laminación en frio, por prensado y elongación, se modifican las propiedades
mecánicas y la calidad superficial de la cinta de acero a través de rodillos horizontales
- Por un proceso de Laminación en frio, por prensado y elongación, se modifican las propiedades
mecánicas y la calidad superficial de la cinta de acero a través de rodillos horizontales
- MOLINOS TEMPLADORES
- A fin de alcanzar las propiedades de dureza y forma requeridas, la cinta rolada en frio es sometida a
templado en un molino con rodillos horizontales y bridas de tensión.
- A fin de alcanzar las propiedades de dureza y forma requeridas, la cinta rolada en frio es sometida a
templado en un molino con rodillos horizontales y bridas de tensión.
- ESTAÑADO Y CROMADO
- Mediante procesos de electrólisis, la lámina templada previamente nivelada, decapada y lavada recibe
un recubrimiento de estaño o cromo en el espesor deseado
- Mediante procesos de electrólisis, la lámina templada previamente nivelada, decapada y lavada recibe
un recubrimiento de estaño o cromo en el espesor deseado
- TENSONIVELADO
- Destinado a proporcionar a la cinta de acero máxima planura, el tensonivelado flexionado y elongado
las fibras metálicas deformadas por el prensado o estiramiento durante el templado.
- Destinado a proporcionar a la cinta de acero máxima planura, el tensonivelado flexionado y elongado
las fibras metálicas deformadas por el prensado o estiramiento durante el templado.
- MOLINOS REDUCTORES
- PASAN POR
Anexos de mídia
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Quer criar seus próprios Mapas Mentais gratuitos com a GoConqr? Saiba mais.