2469597
Descrição
Quiz por DavidCisneros, atualizado more than 1 year ago
|
|
Criado por DavidCisneros
mais de 9 anos atrás
|
|
Questão 1
Questão
1. Remaches provenientes de diferentes prensas de forjado son colocados en un contenedor central. Una vez cada hora un inspector toma cinco remaches de forma aleatoria y construye una Carta X-bar y R. ¿Cuál de los siguientes enunciados se supondría que es verdad basado en la Carta X-bar y R?
I. El R-bar en la carta es relativamente alta
II. Hay muy pocas causas especiales que se pueden notar en la Carta X-bar
III. Solo cambios imperceptibles en el promedio del proceso serán observados
IV. Una carta de promedios será un mejor indicador del performance del proceso que una carta R.
Responda
-
A. IV
-
B. I y II
-
C. I, II y III
-
D. I, II, III y IV
Questão 2
Questão
Un proceso en control con p-bar = 0,10 y n = 100. Los límites de control (3 sigma) de un carta
de control np son
Responda
-
1 y 19
-
9.1 y 10.9
-
0.01 y 0.19
-
0.07 y 0.13
Questão 3
Questão
La implementación de un plan de control en un departamento de pintura fue tan exitoso
que un Master Black Belt quiere que usted implemente el mismo plan de control en la
línea final de ensamblaje. ¿Qué cambios deberían hacerse antes de implementar el plan
de control necesario?
Responda
-
A. Cada plan de control es único. Un nuevo plan debe desarrollarse para la línea final de ensamblaje
-
B. Muchos cambios serán necesario
-
C. Ningún cambio es necesario puesto que las dos áreas están en la misma compañía
-
D. Cambios menores podrían ser necesarios.
Questão 4
Questão
4. Durante la elaboración de las cartas de control para una variable, una tendencia de cuatro puntos consecutivos se evidencia tanto para la Carta X-bar como para R. En la Carta X-bar se ve una tendencia incremental y en la Carta R una tendencia decreciente. ¿Cuál de
las siguientes conclusiones puede inferirse?
Responda
-
A. Se ve un incremento en la medida nominal
-
B. Se ve un decrecimiento en la variabilidad
-
C. Se ve un mejoramiento en el proceso
-
D. Ninguna conclusión se puede hacer todavía
Questão 5
Questão
¿Cuál es un mayor componente de SPC?
Responda
-
A. EVOP
-
B. Cartas de Control
-
C. Mantenimiento Total Productivo (TPM)
-
D. DOE
Questão 6
Questão
En un ambiente visual en una fábrica, KANBAN son usados para:
Responda
-
A. Identificar áreas en donde se necesitan actividades de limpieza
-
B. Clarificar actividades para un mejoramiento futuro
-
C. Regular el flujo de producción e inventario
-
D. Hacer visibles los problemas de producción
Questão 7
Questão
Un Carta de Control X-bar y R pueden ser de mucha ayuda para controlar un proceso cuando:
Responda
-
A. La capacidad de la máquina es más amplia que la especificación
-
B. Es necesario conocer cuándo investigar un proceso por causas de variación
-
C. Un reducido tamaño de muestra es necesario
-
D. Un nivel aceptable de calidad debe ser establecido
Questão 8
Questão
8. En teoría de Cartas de Control, la distribución del número de defectos por unidad sigue muy cerca a:
Responda
-
A. La distribución Normal
-
B. La distribución Binomial
-
C. La distribución Chi Square
-
D. La distribución Poisson
Questão 9
Questão
Ciertos resistores son producidos en lotes de 1000. El número promedio de resistores defectuosos por lote es 12.7 ¿Cuáles son los UCL y LCL apropiados para la carta de
control para este proceso?
Responda
-
A. LCL=2.1 y UCL=23.3
-
B. LCL=3.8 y UCL=20.2
-
C. LCL=0.031 y UCL=0.131
-
D. LCL=1.5 y UCL=26.7
Questão 10
Questão
Cinco muestras (#1 hasta #5) de cuatro medidas fueron tomadas con los siguientes resultados. ¿Cuáles son los UCL y LCL para una Carta X-bar calculada con los siguientes datos?
Responda
-
A. UCL=23.0 y LCL=17.0
-
B. UCL=22.9 y LCL=27.1
-
C. UCL=23.8 y LCL=16.2
-
D. UCL=23.65 y LCL=16.35
Questão 11
Questão
Un procesos que tiene una distribución normal tendrá la siguiente característica
Responda
-
A. El proceso es predecible
-
B. El proceso es bimodal
-
C. El proceso es desplazado
-
D. El proceso es truncado
Questão 12
Questão
¿Cuál de las siguientes distribuciones es la más apropiada para modelar el número de
defectos en la superficie en un disk drive (CD o DVD)?
Responda
-
A. Normal
-
B. Poisson
-
C. Exponencial
-
D. Lognormal
Questão 13
Questão
Un estudio piloto de capacidad realizado para 100 unidades, indica que el Cpk superior es 1.8 y el Cpk inferior es 0.9. El cliente requiere un Cpk mínimo de 1.25 ¿Qué acción debería ser tomada?
Responda
-
A. Centrar el proceso
-
B. Reducir variabilidad
-
C. Renegociar la especificaciones con el cliente
-
D. 100% inspección hasta que los requerimientos sean cumplidos
Questão 14
Questão
14. La suma de los cuadrados de las desviaciones de un grupo de medidas con respecto a la media, dividido para el número de medidas es igual a:
Responda
-
A. Desviación estándar
-
B. Varianza
-
C. Zero
-
D. La desviación de la media
Questão 15
Questão
Un proceso ha estado trabajando satisfactoriamente por algún tiempo. Un mejoramiento del proceso es necesario. Su respuesta es:
Responda
-
A. Direccionar a la fuerza de trabajo para que sea más cuidadosa en sus actividades
-
B. Lanzar un slogan “Haga lo correcto desde la primera vez”
-
C. Identificar las causas especiales para corregir el proceso
-
D. Identificar las causas comunes para corregir el proceso
Questão 16
Questão
16. ¿Cuál es el área bajo la curva entre los valores +0.7 y +1.3 unidades de desviación
estándar, en una distribución normal?
Responda
-
A. 0.2903
-
B. 0.7580
-
C. 0.2580
-
D. 0.1452
Questão 17
Questão
Cuál de las siguientes medidas de variabilidad NO es dependiente del valor exacto de cada medida?
Responda
-
Desviación Promedio
-
B. Varianza
-
C. Rango
-
D. Desviación estándar
Questão 18
Questão
18. Si la varianza de un conjunto de datos es 16, la desviación estándar de la distribución es:
Responda
-
A. 4
-
B. 256
-
C. 8
-
D. No se puede conocer, a menos que existan más datos disponibles
Questão 19
Questão
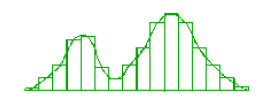
Qué tipo de distribución despliega el histograma mostrado?
{kind=link}
Responda
-
A. Polimodal
-
B. Bimodal
-
C. Truncado
-
D. Desplazado negativamente
Questão 20
Questão
Cuál de las siguientes es una distribución de probabilidad continua?
Responda
-
A. Weibull
-
B. Hipergeométrica
-
C. Binomial
-
D. Poisson
Questão 21
Questão
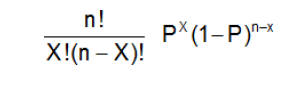
21. La siguiente expresión representa:
{kind=link}
Responda
-
A. La ecuación general de la distribución de Poisson
-
B. La ecuación general de la distribución de Pascal
-
C. La ecuación general de la distribución Binomial
-
D. La ecuación general de la distribución Hipergeométrica
Questão 22
Questão
22. Un proceso tiene las siguientes características: promedio = 28, una variación (spread) de 10 unidades, y sus límites de especificación superior e inferior 35 y 15 respectivamente. ¿Cuál debería ser el Cpk reportado?
Responda
-
A. 1.6
-
B. 1.4
-
C. 1.8
-
D. 0.714
Questão 23
Questão
Para los datos por atributos, la capacidad del proceso:
Responda
-
A. No puede ser determinada
-
B. Está determinada por los límites de control de la carta de control aplicable
-
C. Está definida como la proporción promedio de producto no conforme
-
D. Se mide contando el promedio de no conformes en 25 o más muestras
Questão 24
Questão
Qué se puede aseverar acerca de un proceso si el Cpk superior es = 2.0 y Cpk inferior es = 1.0?
I. Que el proceso esta desplazado hacia la izquierda
II. Que un error en el cálculo ha sido detectado
III. Que el proceso no es estable
IV. Que el Cpk debe ser reportado como 1.0
Responda
-
A. IV
-
B. I y IV
-
C. II y III
-
D. I, III y IV
Questão 25
Questão
Si los límites de especificación son más amplios que los límites de control , entonces
Responda
-
A. El proceso es capaz
-
B. El índice de capacidad del proceso es más grande que 1.0
-
C. Los límites de especificación reemplazan a los límites de control en una carta
-
D. Ninguna de las anteriores
Questão 26
Questão
26. El término Kaizen Blitz involucra
Responda
-
A. Proyectos a largo plazo
-
B. Sistema de sugerencias de los empleados
-
C. Mejoras rápidas sin documentar
-
D. Rápidos cambios en sitios de trabajo provenientes de los esfuerzos de un Equipo de Proyectos
Questão 27
Questão
27. Si en una Carta de control se tienen UCL = 45.1, USL = 45.6 y los valores de las últimas muestras tienen valores de 44.6, 45.7 y 44.8, se puede concluir que:
Responda
-
A. El proceso está dentro de especificaciones y en control
-
B. El proceso está dentro de especificaciones pero fuera de control
-
C. El proceso está fuera de especificaciones pero en control
-
D. El proceso está fuera de especificaciones y fuera de control
Questão 28
Questão
Calcule el UCL para una carta S, basado en un tamaño de muestra de 10, si el proceso está bajo control con una media de 40 y una desviación estándar de la muestra = 7
Responda
-
A. 12.04
-
B. 13.30
-
C. 15.70
-
D. 21.00
Questão 29
Questão
Las cartas de control proveen todas las siguientes ventajas, excepto:
Responda
-
A. Detectan tendencias de significancia estadística
-
B. Proveen información concisa y fácil de interpretar
-
C. Proveen una medida continua de la capacidad del proceso
-
D. Detectan causas especiales de variación
Questão 30
Questão
Una carta P:
Responda
-
A. Puede ser usada para un solo tipo de defectos por carta
-
B. Grafica el número de defectos en una muestra
-
C. Grafica la fracción o porcentaje de defectuosos en orden, con respecto al tiempo
-
D. Grafica variaciones en dimensiones
Questão 31
Questão
31. La carta de control que es más sensible a variaciones en una medida es la:
Responda
-
A. Carta P
-
B. Carta NP
-
C. Carta C
-
D. Carta X-bar y R
Questão 32
Questão
32. ¿Cuáles son UCL y LCL para una carta P, expresados como porcentaje, para un proceso que
ha demostrado ser un 8% deficiente, usando un tamaño de muestra de 200?
Responda
-
A. 13.75 y 2.25 (%)
-
B. 15.10 y 0 (%)
-
C. 14.07 y 1.93 (%)
-
D. 9.59 y 6.41 (%)
Questão 33
Questão
33. En un proceso de manufactura, 20 muestras de 6 unidades cada una, tienen un promedio
global de 1.001 pulgadas. El promedio de los veinte rangos es 0.002 pulgadas. ¿Cuáles son los límites de control para una carta X-bar?
Responda
-
A. 0.995, 1.007
-
B. 0.999, 1.002
-
C. 0.999, 1.003
-
D. 1.000, 1.002
Questão 34
Questão
34. El factor D4 en una Carta X-bar y R es usado para:
Responda
-
A. Determinar UCL de la carta de rangos
-
B. Establecer los límites de control de una Carta X-bar
-
C. Corregir criterios sesgados en la estimación de la población
-
D. Determinar LCL de la carta de rangos
Questão 35
Questão
Una cara R es generalmente usada para:
Responda
-
A. Determinar si el proceso está bajo control
-
B. Determinar si el promedio del proceso está bajo control
-
C. Determinar si la varianza del proceso está bajo control
-
D. Determinar la varianza del proceso
Questão 36
Questão
36. Cpk y Cp son iguales:
Responda
-
A. Cuando la desviación estándar es pequeña
-
B. Cuando los límites de especificación son amplios
-
C. Cuando el proceso está perfectamente centrado
-
D. Cuando Cp=pp
Questão 37
Questão
37. ¿Cuál es el peligro de usar la fórmula:
para determinar la desviación estándar en el cálculo del índice de capacidad?
{kind=link}
Responda
-
A. Que la mayoría de procesos no están en control consecuentemente R-bar no está disponible
-
B. Que el factor d2 trabaja muy bien cuando el proceso está en control y la mayoría de procesos no lo están
-
C. Que la colección automática de datos provee una determinación directa de la desviación estándar
-
D. No hay peligro, el cálculo es válido
Questão 38
Questão
38. Siendo X una variable aleatoria con un promedio U y desviación estándar sigma. Tome una muestra aleatoria de tamaño n. A medida que n se incrementa, como resultado del
teorema de límite central:
Responda
-
A. ¿La distribución de la suma Sn= X1+X2+…….+Xn se acerca a una distribución normal con una media U y una desviación estándar sigma/raíz cuadrada de n?
-
B. ¿La distribución de Sn= X1+X2+……+Xn se acerca a una distribución normal con una media U y una desviación estándar sigma/raíz cuadrada de n?
-
C. ¿La distribución de X se acerca a una distribución normal con una media U y una desviación estándar sigma/raíz cuadrada de n?
-
D. ¿La distribución de X-bar se acerca a una distribución normal con una media U y una desviación estándar sigma/raíz cuadrada de n?
Questão 39
Questão
¿Cuál de los siguientes es un ejemplo de un dato variable
Responda
-
A. Picaduras de pintura por unidad
-
B. Tensión en las bandas de un ventilador
-
C. Porcentaje de defectuosos en un lote
-
D. Puntos auditados
Questão 40
Questão
40. ¿Qué técnica LEAN es más ampliamente usada para hacer los problemas visibles?
Responda
-
A. JIT
-
B. 5S
-
C. Kaizen
-
D. SMED
Quer criar seus próprios Quizzes gratuitos com a GoConqr? Saiba mais.