28100805
Description
Quiz by Nurgül Eryörük, updated more than 1 year ago
|
|
Created by Nurgül Eryörük
almost 4 years ago
|
|
Question 1
Question
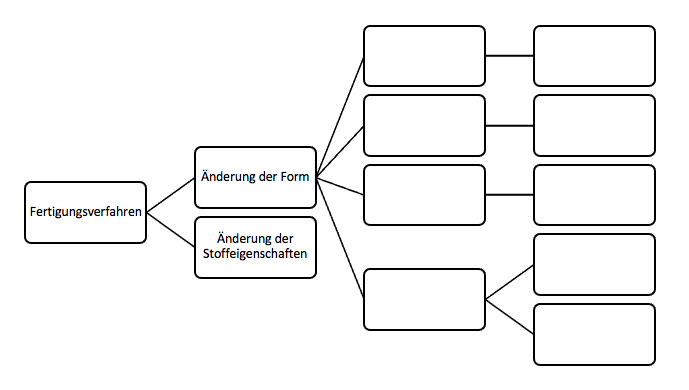
Ordne die Fertigungsverfahren richtig zu!
{kind=link}
Answer
-
Zusammenhalt schaffen
-
Zusammenhalt beibehalten
-
Zusammenhalt vermindern
-
Zusammenhalt vermehren
-
Trennen
-
Fügen
-
Beschichten
-
Urformen
-
Umformen
Question 2
Question
Das Umformverfahren gehört der 2. Hauptgruppe der Fertigungsverfahren an und beschreibt nach [blank_start]DIN 8580[blank_end] das [blank_start]plastische[blank_end] beziehungsweise [blank_start]bildsame[blank_end] Ändern der Form eines festen Körpers mit Beibehaltung des Zusammenhalts sowie der Masse. Beleibt die Blechdicke des eingesetzten Halbezugs erhalten, so handelt es sich um eine [blank_start]Blechumformung[blank_end], wird der Körper jedoch in alle 3 Koordinatenrichtungen verändert, spricht man von einer [blank_start]Massivumformung[blank_end].
Answer
-
DIN 8580
-
plastische
-
bildsame
-
Blechumformung
-
Massivumformung
Question 3
Question
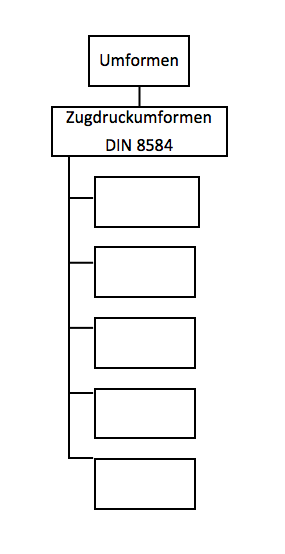
Welche Verfahren sind dem Zugdruckumformen zu zuordnen?
{kind=link}
Answer
-
Walzen
-
Längen
-
Druckumformen
-
Verschieben
-
Freiformen
-
Tiefziehen
-
Weiten
-
Verdrehen
-
Kragenziehen
-
Gesenkformen
-
Tiefen
-
Biegen mit gradliniger Werkzeugbewegung
-
Eindrücken
-
Schäumen
-
Spritzgießen
-
Drücken
-
Durchdrücken
-
Knickbauchen
-
Presse
-
Blasformen
Question 4
Question
In der heutigen Fertigungstechnik zählt das Tiefziehen zu einem der bedeutsamsten Blechumformverfahren und stellt die Herstellungsgrundlage für [blank_start]Massenfertigungen[blank_end] und Großserien von Werkstücken verschiedener Anwendungsgebiete dar.
Durch Tiefziehen werden unterschiedliche Gegenstände sowie Bauteile wie zum Beispiel Badewannen, Abdeckkappen, Karosserieteile und Spülen hergestellt.
In [blank_start]DIN 8584[blank_end] wird Tiefziehen wie folgt definiert: „Tiefziehen ist [blank_start]Zugdruckumformen[blank_end] eines Blechzuschnittes (je nach Werkstoff auch einer Folie oder Platte, eines Ausschnitts oder Abschnitts) zu einem [blank_start]Hohlkörper[blank_end] oder eines Hohlkörpers zu einem [blank_start]Hohlkörper[blank_end] mit kleinerem Umfang ohne beabsichtige Veränderung der [blank_start]Blechdicke[blank_end].“
Answer
-
Massenfertigungen
-
DIN 8584
-
Zugdruckumformen
-
Hohlkörper
-
Hohlkörper
-
Blechdicke
Question 5
Question
Beschrifte das Tiefziehwerkzeug!
{kind=link}
Answer
-
Niederhalter
-
Ziehstempel
-
Ziehring
-
Flanch
-
Zarge
-
Boden
Question 6
Question
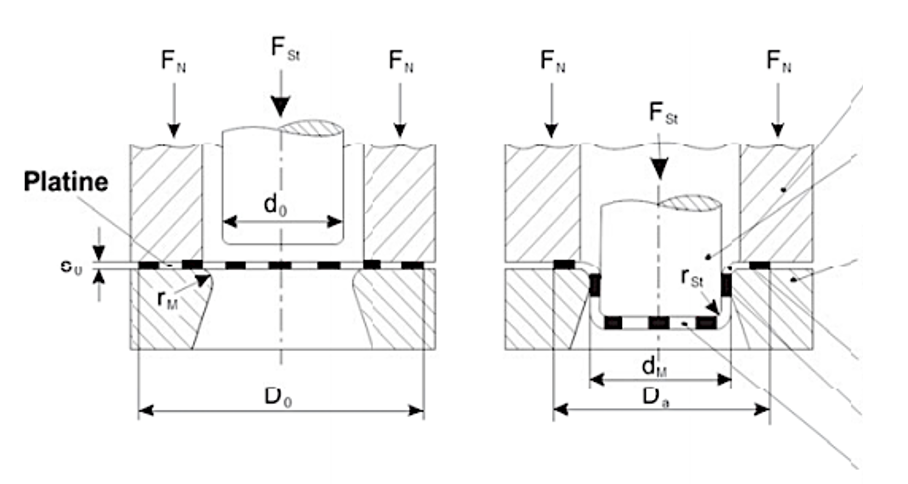
Verfahrensprinzip
Zu Beginn wird eine Blechsonde beziehungsweise [blank_start]Blechplatine[blank_end] zentrisch auf einen [blank_start]Ziehring[blank_end] gelegt und zwischen Ziehring und [blank_start]Niederhalter[blank_end] eingespannt und fixiert. In der ersten Phase des Umformprozesses findet das [blank_start]Streckziehen[blank_end] statt. Dabei formt der Ziehstempel den Ziehteilboden aus und der Werkstoff fließt ohne [blank_start]Nachfließen[blank_end] aus der Blechdicke. Der grundlegende Tiefziehvorgang wird erst eingeleitet, wenn die durch den Ziehstempel eingeleitete Kraft die Summe der ideellen [blank_start]Umformkraft[blank_end] und der Reibkraft im Ziehteilflansch, somit der Flanscheinzugskraft, übersteigt. Nachdem die [blank_start]Hohlform[blank_end] mittels Durchzugs gebildet wurde, fährt der Stempel wieder nach [blank_start]oben[blank_end].
Answer
-
Platine
-
Blechplatine
-
Ziehring
-
Niederhalter
-
Niederhalter
-
Blechplatine
-
Stauchen
-
Streckziehen
-
zu Schmelzen
-
Nachfließen
-
Niederhalterkraft
-
Umformkraft
-
Hohlform
-
Ausgangsfläche
-
oben
-
unten
Question 7
Question
Welche Aussagen beschreiben das Verfahrensprinzip des Tiefziehens?
Answer
-
Blechplatine wird zwischen Ziehring und Niederhalter fixiert.
-
In der ersten Phase findet der Stauchvorgang statt.
-
Blechplatine wird zwischen Ziehring und Ziehstempel fixiert.
-
Der Ziehstempel formt den Ziehteilboden aus und der Werkstoff fließt ohne Nachfließen aus der Blechdicke.
-
In der ersten Phase findet das Streckziehen statt.
-
Tiefziehvorgang wird eingeleitet wenn die Summe der Umformkraft und Reibkraft die durch den Stempel eingeleitete Kraft übersteigt
-
Werkstoff fließt aus dem Flanchbereich in die Ziehteilzarge, wenn die durch den Stempel eingeleitete Kraft die Flancheinzugskraft übersteig.
-
Die Verdickung des Blechs erfolgt durch radial wirkende Zugspannungen.
-
Die Hohlform wurde mittels Durchzugs gebildet und der Stempel fährt wieder hoch
Question 8
Question
Wie erfolgt die tangentiale Stauchung beim Tiefziehprozess?
Answer
-
Durch das Wandern des Werkstoffes zu immer kleineren Durchmessern während die Zugspannung σr durch die Zugkraft beim Einziehen der Ronde in den Ziehspalt entsteht.
-
Durch die Faltenhalterkraft, da der Werkstoff hierbei auf Druck beansprucht wird
Question 9
Question
Welche Aussagen treffen auf die Reibverhältnisse zu?
Answer
-
Reibung findet zwischen Werkzeug und Blechsonde in drei unterschiedlichen Zonen statt
-
Um größere Grenzziehverhältnisse zu erzielen muss die Reibung in der Umformzone möglichst gering sein
-
Um größere Grenzziehverhältnisse zu erzielen muss die Reibung in der Umformzone möglichst hoch sein
-
Höhere Reibung an der Stempelkantenrundung hat einen positiven Einfluss auf die maximale Stempelkraft
Want to create your own Quizzes for free with GoConqr? Learn more.