11973081
Description
Flashcards by Florian Schwarze, updated more than 1 year ago
More
|
|
Created by David Hackenberger
almost 7 years ago
|
|
|
|
Copied by Florian Schwarze
almost 7 years ago
|
|
| Question | Answer |
| Nenne die 6 Hauptgruppen der Ferigungsverfahren | 1. Urformen, Zusammenhalt Schaffen 2. Umformen, Zusammenhalt beibehalten 3. Trennen, Zusammenhalt vermindern 4. Fügen, Zusammenhalt Vermehren 5. Beschichten, Zusammenhalt vermehren 6. Stoffeigenschaften ändern |
| Angabe von Form- Orts und Richtungstoleranzen | |
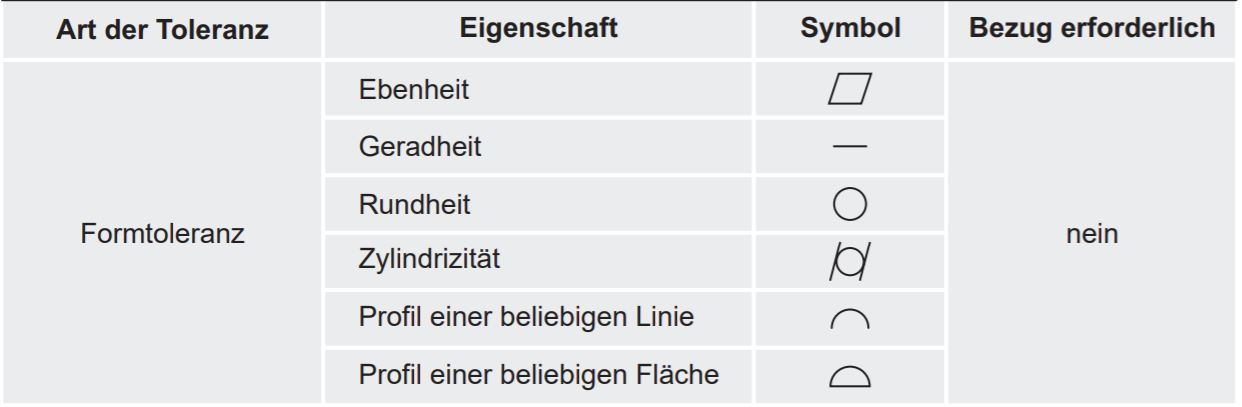
| Formtoleranzsymbole | |
| Ortstoleranzsymbole | |
| Richtungtoleranzsymbole | |
| Lauftolernanzsymbole | |
| Defintion Urformen + Bsp | "Fertigung eines fetsen Körpers aus formlosem Stoff durch Schaffen des Zusammenhaltes Stoffeigenschaften treten betsimmbar in Erscheinung Bsp: Gießen Sintern" |
| Definition Umformen + Bsp | "plastisches ändern der Form, Masse und Zusammenhang d. Teilchen bleiben gleich Bsp: Prägen, Gesenkschmieden" |
| Definition Trennen + Bsp | "Fertigen durch Aufheben des Zusammenhalts, Zusammenhalt teilweise oder im Ganzen vermindert Bsp: Zerspanen, Wasserstrahlschneiden" |
| Defintion Fügen + Bsp | "Auf dauer angelegtes Verbindung oder Zusammenbringen von zwei oder mehreren Werkstücken, schaffen von Örtlichem Zusammenhalt und im Ganzen Bsp: Schweißen, Nieten" |
| Defintion Beschichten + Bsp | "Fertigen durch Aufbringen einer festhaftenden Schicht aus formlosen Stoff, maßgebend ist Zustand des Beschichtungsstoffes vor Beschichten Bsp: verchromte Bauteile " |
| Defintion Stoffeigenschaften ändern + Bsp | "Veränderung der Stoffeifenschaften auf atomarer Eebene ohne Formändern, Erzeugung und Bewegung von Versetzungen im Atomgitter, chemische Reaktionen Bsp: Härten, Festwalzen" |
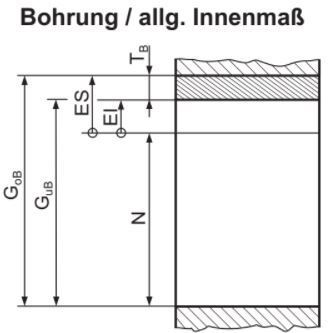
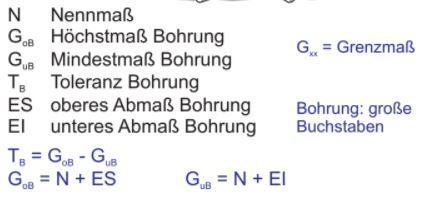
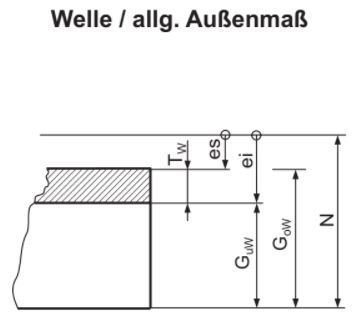
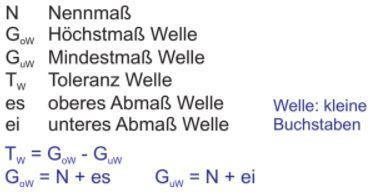
| Definition: Passung | "Beziehung, die sich aus der Differenz zw. den Maßen (Welle, Bohrung)" |
| Definition Nennmaß | Maß perfekter Form |
| Defintion Einheitswelle | "Bohrungen haben die Toelranzfeldlage H; spiel oder Übermaß entsteht über Wellentoleranz. Spanenden Fertigung von kleinen und mittleren Serien, aufwändig, Teuer" |
| Definition Einheitsbohrung | "alle Bohrungen haben Toileranzfeldlage H, Spiel/Übermaß durch Toleranzfeldlage d. Welle => kleine, mittlere Serien da Bohrung aufwendiger in Fertigung/Messung als Welle" |
| Übermaßtoleranzfeld | H.../r-z... |
| Übergangspassung Toleranzfeld H.../... | "Festsitz n... Haftsitz k... Schiebesitz j..." |
| Spielpassungen Toleranzen | "H.../a-h... A-G.../h..." |
| "Gestaltabweichung 1. Ordnung: Formabweichung " | "falsche Führung des Werkzeugs, Durchbiegung, falsche Einspannung, Verschleiß Bsp: Ebenheitsabweichung" |
| "Gestaltabweichung 2. Ordnung: Welligkeit" | "Schwingung der Maschine/Werkstücks, außermittige Einspannung, Verschleiß Bsp: Wellen" |
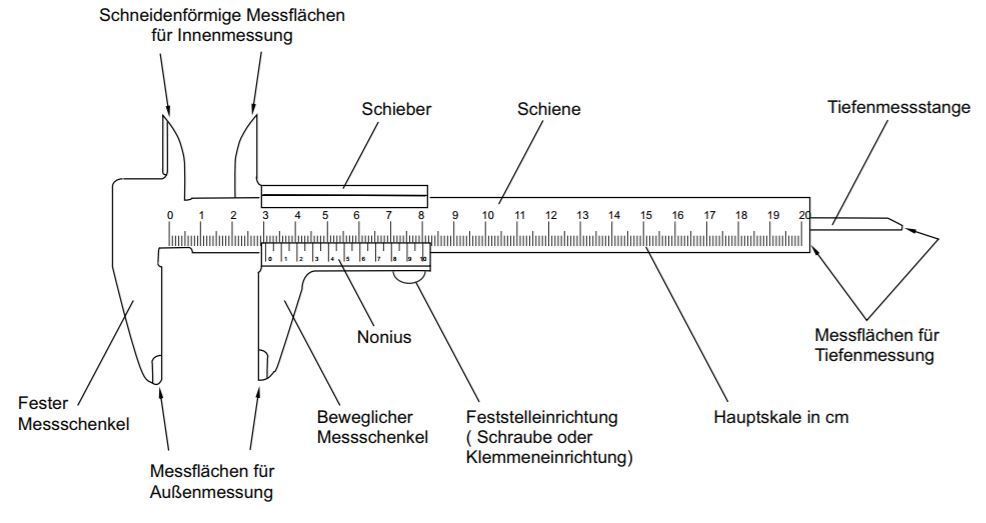
| Aufbau Messchieber | |
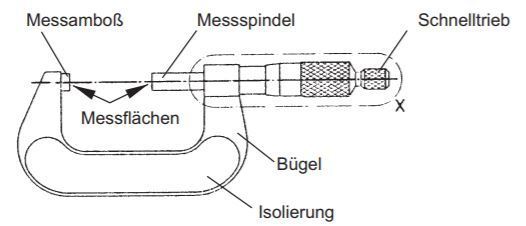
| Aufbau Messchraube | |
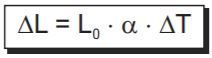
| Längenänderung durch Temperatureinflüsse | |
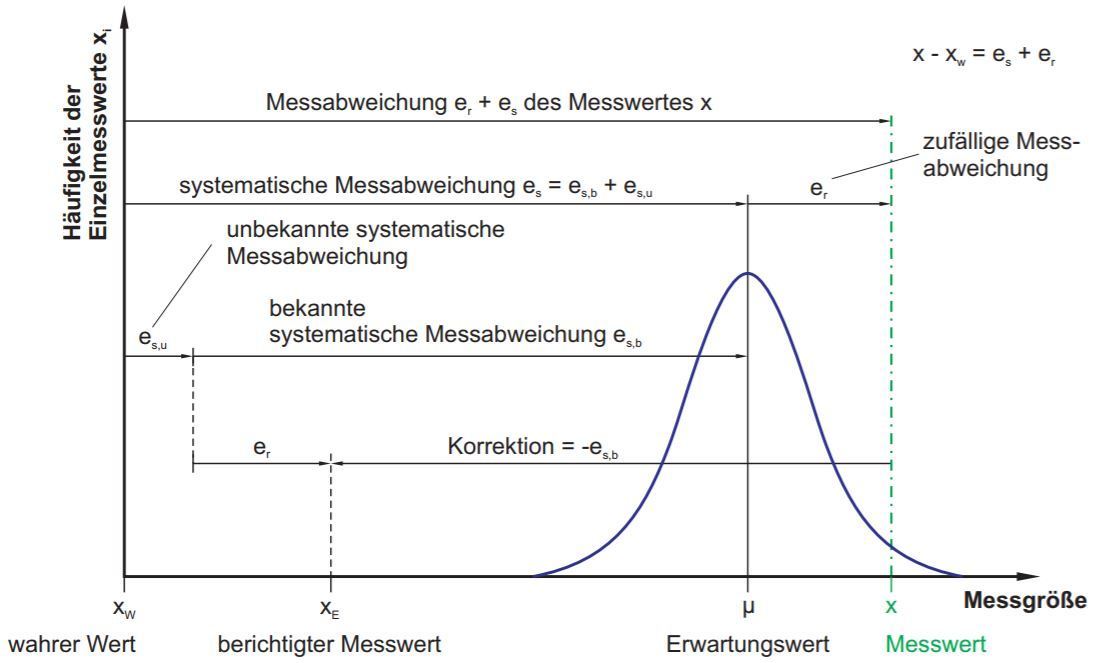
| Messfehler Grundbegriffe | |
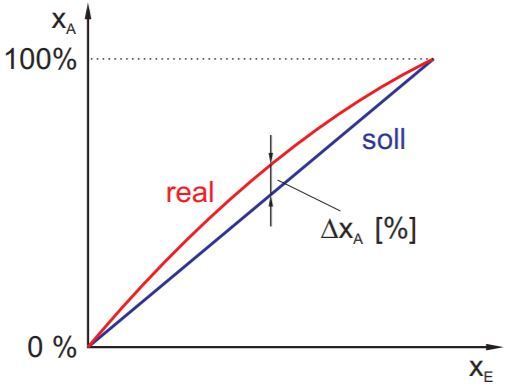
| Linearitätsfehler | |
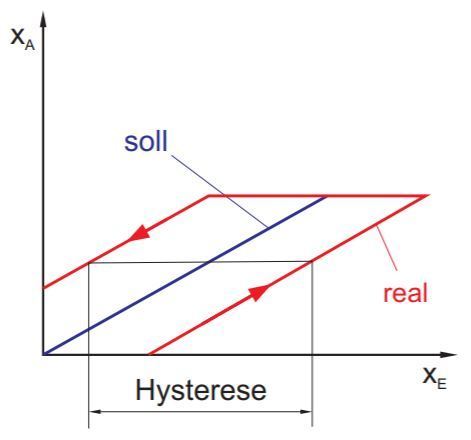
| Umkehrspanne / Hysterese | |
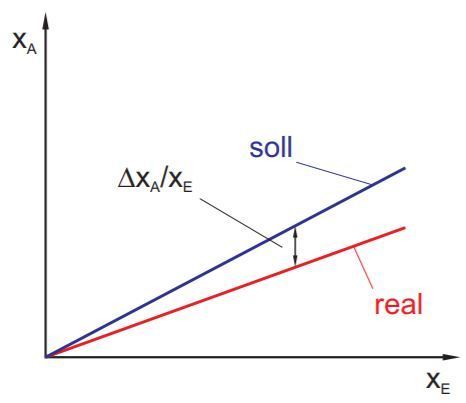
| Abweichung im Übergangsfaktor | |
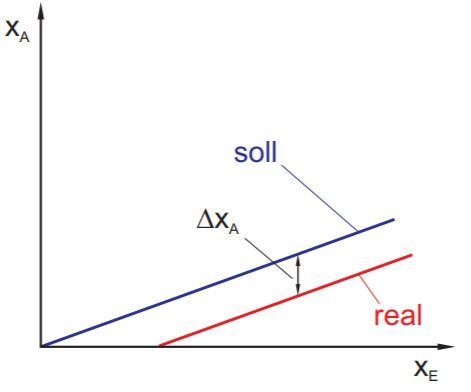
| Nullpunktverschiebung | |
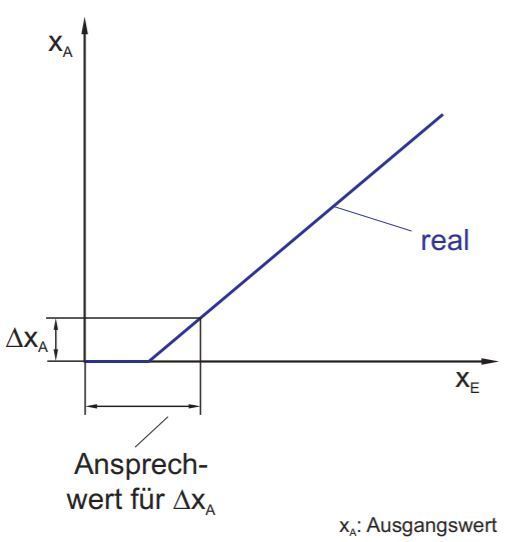
| Ansprechschwelle bzw. -empfindlichkeit | |
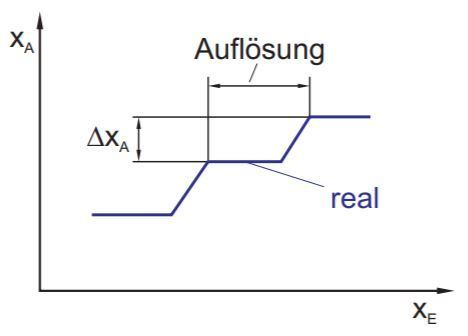
| Auflösung | |
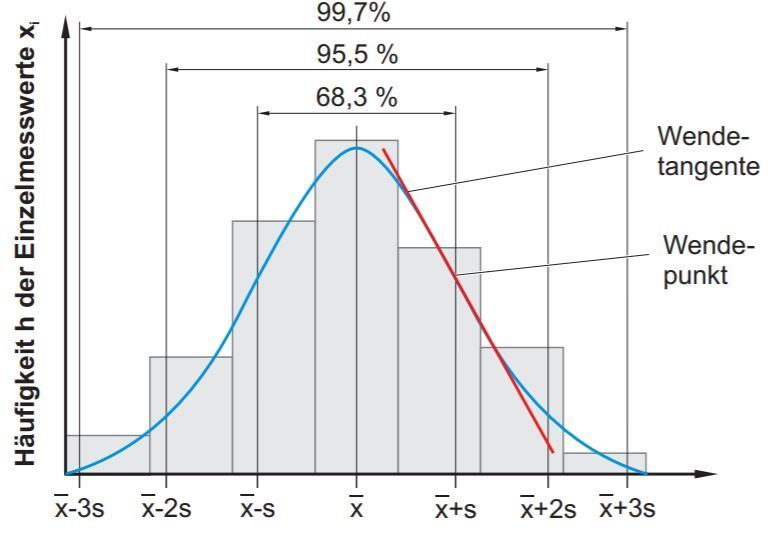
| Gaußverteilung | |
| Wahrscheinlichkeitsberechnungen | |
| zulässige Abweichung Endmaße | Genauigkeitsgrad 00 ODER 0 |
| Messcheiber: Messabweichung | Kippungs und Führungsabweichung (Abbe'sches Prinzip verletzt) |
| Def: Abbe'sches Prinzip | Skala in Messrichtung fluchtend (in einer Linie) mit dem Prüfling (der Messstrecke) |
| Feinzeiger (Messuhr) | mechanisch, induktiv besser (Messbereich variabel, kleinere Tastkräfte) |
| "Anzahl Antastpunkte: Ebene, Zylinder, Kugel, Kegel , Torus" | Ebene: 3, Zylinder: 5, Torus: 7, Kugel: 4, Kegel: 6, |
| "Messungen Fehlerarten: 1. grobe, vermeidbare Fehler " | "Abweichung, die durch Sorgfalt, kritisches überprüfen, kontrollieren vermieden werden sollten Bsp: Unachtsamkeit, falsches Ablesen, Irrtum Korrektur: Messung wiederholen (nicht durch Fehlertheorie erfassbar)" |
| "Messungen Fehlerarten: 2. Systematische Fehler " | "konstante Fehler, die regelmäßig auftreten z.B. Fehler bei Messgeräten, Umwelteinflüsse ->bekannte syst Fehler: rechnerisch korriert -> unbekannt: gehen in Berechnung der Messunsicherheit ein" |
| "Messungen Fehlerarten: 3. zufällige Fehler " | "unregelmäßige Schwankungen, nicht erkennbar/beeinflussbar/vermeidbar Bsp: stochastischer Charackter d. Messgrößen(Rauschen), Reibung im Messinstrument Korrektur: Berechnung der Messunsicherheit" |
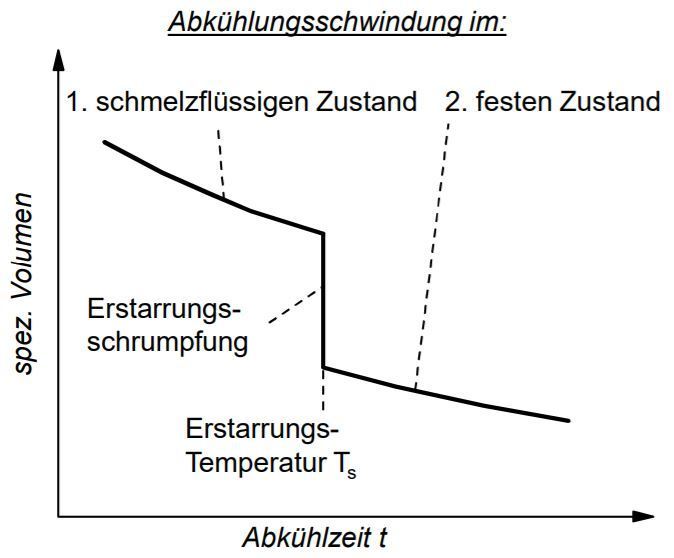
| Volumenänderung bei Abkühlung | |
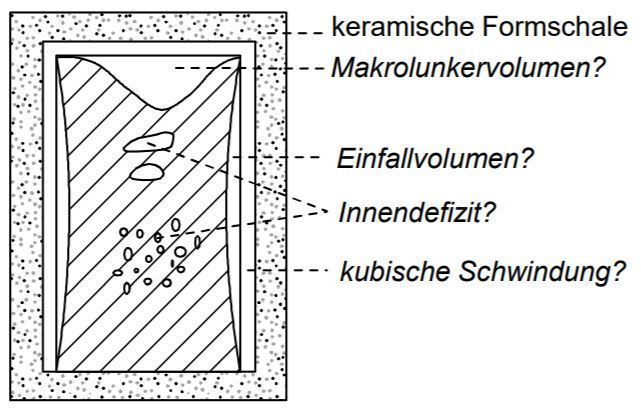
| Volumenfehler allgemein | |
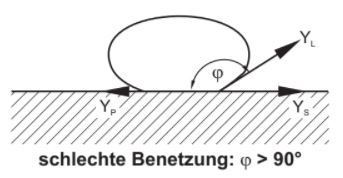
| Zeichne schlechtes Benetzungsverhalten | |
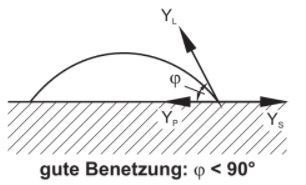
| Zeichne gute Benetzung | |
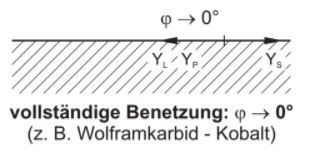
| Zeichne vollständige Bentzung | |
| "Form- und Gießverfahren: verlorene Forn -Dauermodelle " | "1. Handformen: Einzelteile, kleine Serien, ohne Gewichtsbeschränkung (Pumpengehäuse, Glocken) 2. Maschinenformen: kleine bis große Serien, mehrere Tonnen (Kolbenringe) 3. Maskenformen(Croningverf.): Einzelteile, kleine (mittlere) Serien, bis 150kg (Rippenzylinderkopf) 4. Keramik-(Shaw)Verfahren: Einzelteile, kleine(mittlere) Serien, bis 1000kg (Hüftgelenkprothesen)" |
| Form und Gießverfahren: Verlorene Form - Verlorene Modelle | "1. Feingießen (wachsausschelzverf.) - kleine bis große Seire: 1g - 100kg, Turbinenlaufräder 2. Vollformgießen - Einzelteile, kleine Serien / Serien: keine Gewichtsbeschränkung, Maschinenbetten" |
| "Form- und Gießverfahren: ohne Modell" | "1. Druckgießen: Serienfertigung, zw. 5-50kg je nach Druckgusslegierung (Motorblock) 2. Kokillenguss: bis 100kg, Leichtmetalle, Gussseiten m. Lamellen, (Zylinderkopf) 3. Schleuderguss: Serienfertigung, bis 5000kg, Gusseisen m. Lamellen, Stahlguss, Leichtmetalle (Rohre) 4. Stranggießen: Serienfertigung, bis mehreren Tonnen, Gusseisen m. Lamellen Stahlguss Leichtmetalle (Profilstangen)" |
| Verdichtungsarten Pulvermetallurgie | "-einseitiges Versichten - doppelseitiges Verdichten - verdichten in schwimmender Matrix" |
| Benetzungsverhältnis | "Das Benetzungsverhalten sagt aus, ob feste und flüssige Phasen der Sinterwerkstoffe eine gemeinsame Grenzfläche bilden. Phi = Maß für Benetzung Schlecht phi>90° gut phi<90°" |
| Nachbehandlung durch Heißisostratisches Pressen | "Nachbeahndlung für Beseitigung der Rest-Porösität -> Voraussetzung: Bauteil dicht Gesintert (Resporen keine Vebrindung nach Außen)" |
| "Faserverbundwerkstoffe Eigenschaften Fasern" | "hohe Zugfestigkeit keine Druckfestigkeit nicht formstabil" |
| "Faserverbundwerkstoffe Aufgaben Fasern" | Kraftübertragung |
| "Faserverbundwerkstoff: Eigenschaften Matrix " | "- geringe Masse - geringe Festigkeit - korrosionsbeständig" |
| "Faserverbundwerkstoff: Aufgaben Matrix" | "- Formgebung und Einbettung der Fasern - Abstützung der Fasern bei Druckbeanspruchung - Kraftübertragung zwischen der Fasern und einzelnen Schichten" |
| Eigenschaften Faserverbundwerkstoff | "hohe Festigkeit, geringes Gewicht Korrosionsbeständigkeit, hohe Steifigkeit Leichtbaupotential anisotrope Werkstoffe gestattet -> richtungsabhängige Eigenschaften" |
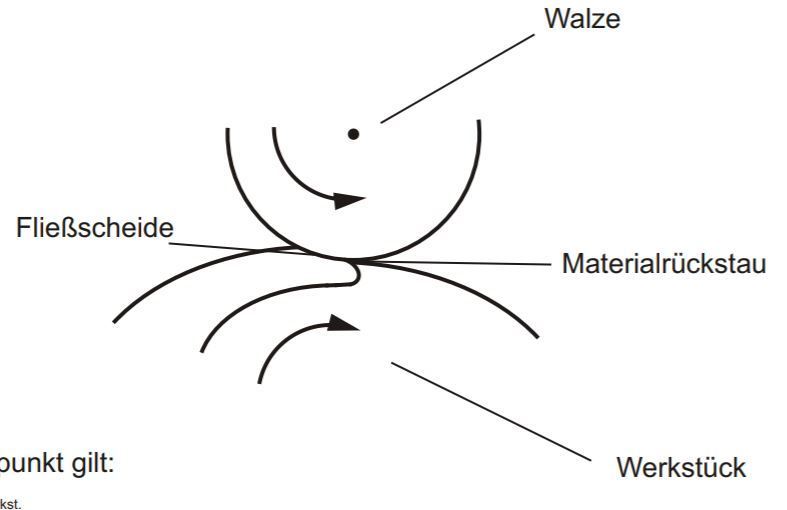
| Werkstofffluss bei Oberflächenwalzen mit Längsvorschub: | |
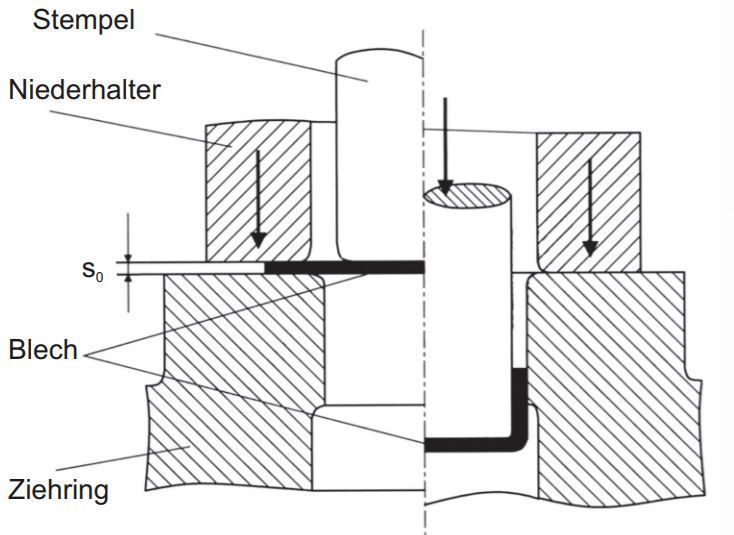
| Tiefziehen Prozessskizze | |
| Unterteilung der Umformverfahren | "1. Druckumformen (Walzen, Freiformen, Eindrücken..) 2. Zugdruckumformen (Durchziehen, Tiefziehen, Kragenziehen..) 3. Zugumformen (Längen, Weiten, Tiefen..) 4. Biegeumformen (mit linearen Werkzeugbewegungen(Kanten), mit nichtlinearen Werkzeugbewegungen(biegen)) 5.Schubumformen (Verdrehen, Verschieben)" |
| Def: Blechumformen | "- Bearbeitung flächiger Rohteile (Bleche) - Wanddicke / Blechdicke bliebt näherungsweise Konstant - niedrige Umformkraft - z.B. Tiefziehen, Biegen" |
| Def: Massivumformen | "- Bearbeiten räumlcher Rohteile (Stäbe, Gusstücke) - große Wanddicken- / Querschnittsänderung - hohe Umformkräfte - z.B. Fließpressen, Stauchen, Schmieden" |
| Merkmale Kaltumformen | "Umformtemperatur unter Rekristalisationstemperatur + kein Energieaufwand für Erwärtmen + kein Einfluss: Umformgeschwindigkeit + bessere Oberflächengüte + Festigkeitssteigerung + geringere Werkzeugkosten" |
| Merkmale Warmumformen | "umformtemperatur über Rekristalisationstemperatur hohe oder niedirge Umformgeschwindigkeit + geringer Kraft und Arbeitsbedarf + Umformvermögen nicht begrentzt" |
| Def: Walzen | "- Druckumformen - stetig oder schrittweise - ein oder mehrere sich drehende Werkzeuge - mit oder ohne Zusatzwerkzeug (Dorne, Stangen,..)" |
| Unterteilung Walzen | "- Längswalzen - Querwalzen - Schrägwalzen" |
| Wann versagt das Werkstück beim Oberflächenwalzen? | "Bei zu großen tangentialen Stoffverschiebungen aufgrund zu hoher Walzkräfte oder zu häufiger Überwalzung versagt Werkstück durch Abblättern der Randschicht." |
| Hybridwalzen | "Linieförmiges Fügen durch Walzen: -> Nuten einbringen -> anderes Teil Prägen -> einstellen -> fügen" |
| Def: Schmieden | Druckumformen mit gegeneinander bewegten Formwerkzeugen |
| Tiefziehen | "Kombination aud Zug und Druckbelastung - Material wird gestreckt, gebogen aber auch verdrängt Grenzen: Reißen bei zug, Faltenbildung bei Druck" |
| Prozess Abstreckziehen | gleichseitige Verringerung der Belchdicke an den Wänden |
| Prozess Innenhochdruckumformen | "- Blech(rohr) in Werkzeugform - mit Druckmeiden füllen -> Druck erhöhen - Gegenhalter führen=> Teil entnehmen " |
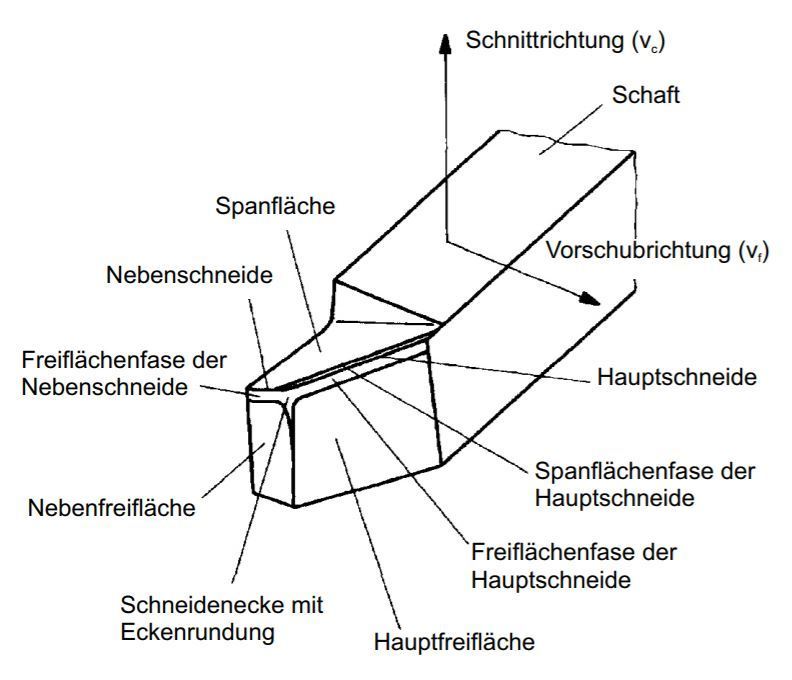
| Drehmeißel Zeichnung | |
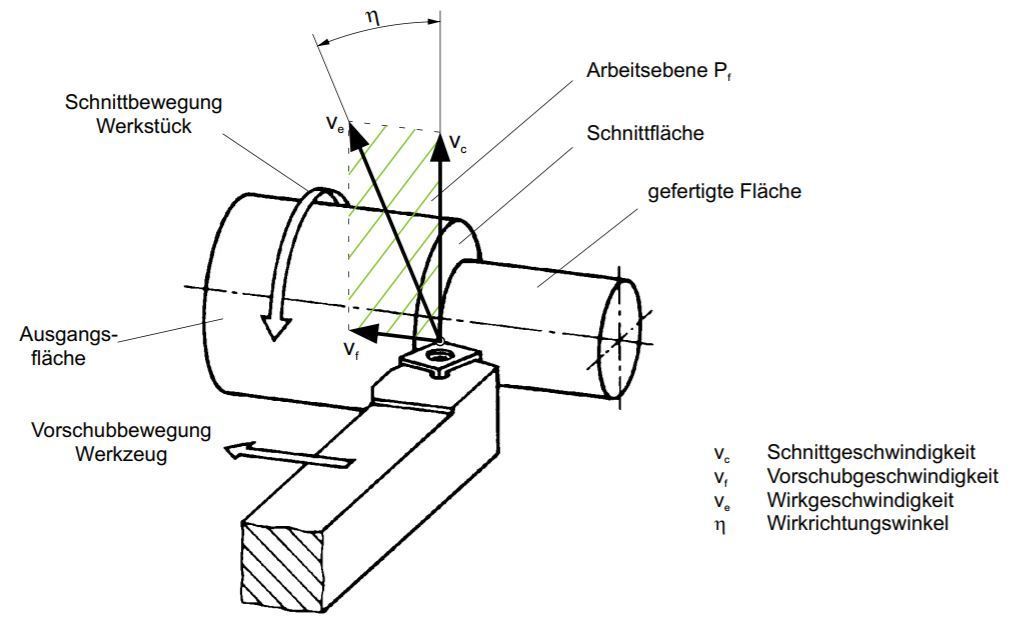
| Komponenten der Wirkgeschwindigkeit beim Drehen | |
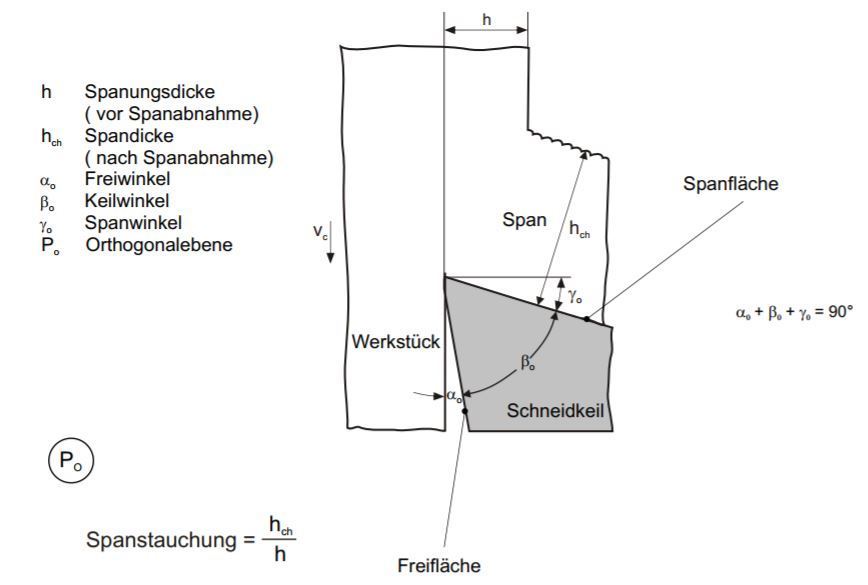
| Schema Spanbildung | |
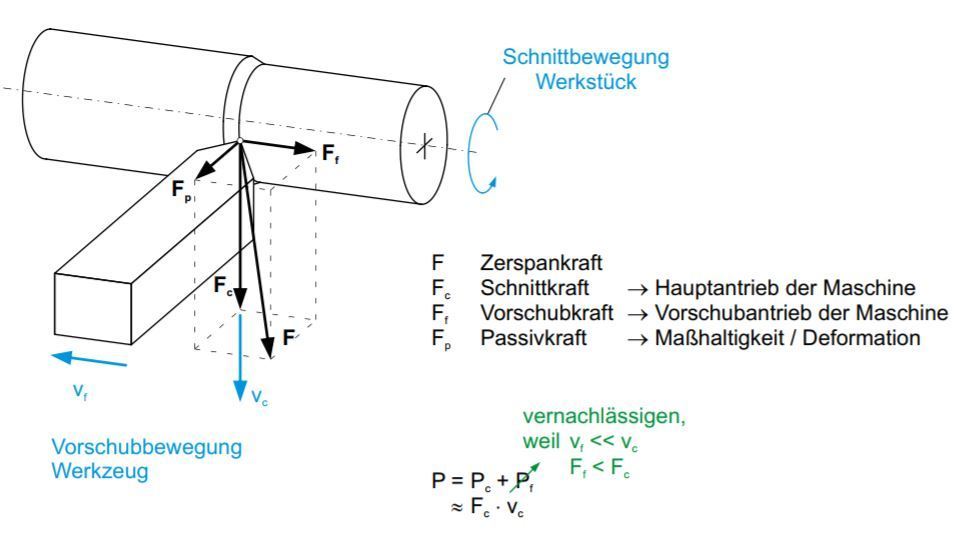
| Zerspankraftkomponenten beim Drehen |
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Want to create your own Flashcards for free with GoConqr? Learn more.