1071319
Beschreibung
Mindmap von EDILBERTO PÉREZ, aktualisiert more than 1 year ago
|
|
Erstellt von EDILBERTO PÉREZ
vor mehr als 10 Jahre
|
|
Procesos de maquinado utilizados para
producir formas redondas torneado y
producción de orificos
- INTRODUCCIÓN
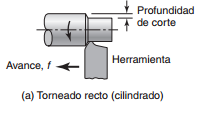
- GEOMETRÍA DE LAS HERRAMIENTAS
- 1. Ángulo de
ataque, 2, Ángulo de
ataque lateral, 3. Ángulo de filo de
corte, 4.Ángulo de alivio, 5.Radio de
punta.
- 1. Ángulo de
ataque, 2, Ángulo de
ataque lateral, 3. Ángulo de filo de
corte, 4.Ángulo de alivio, 5.Radio de
punta.
- Velocidad de remoción de
material
- Fuerzas de torneado
- 1.Fuerza de corte, 2.Fuerza de empuje,
3. Fuerza radial
- 1.Fuerza de corte, 2.Fuerza de empuje,
3. Fuerza radial
- Cortes de desbaste y
operaciones de acabado
- Materiales, avances y
velocidades de corte de las
herramientas
- Materiales,
avances y
velocidades de
corte de las
herramientas
- Materiales,
avances y
velocidades de
corte de las
herramientas
- Materiales, avances y
velocidades de corte de las
herramientas
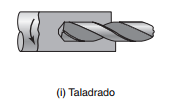
- Taladrado, brocas y taladros
- 1) Brocas 2) Velocidad de remoción
de material en el taladrado 3) Fuerza
de empuje y torque 4) Materiales y
dimensiones de las brocas 5)
Prácticas de taladrado 6) Taladros
- 1) Brocas 2) Velocidad de remoción
de material en el taladrado 3) Fuerza
de empuje y torque 4) Materiales y
dimensiones de las brocas 5)
Prácticas de taladrado 6) Taladros
- Rimado y rimas
- 1) Centrado 2)Taladrado
3)Mandrinado 4)Rimado
- 1) Centrado 2)Taladrado
3)Mandrinado 4)Rimado
- Machueleado y machuelos
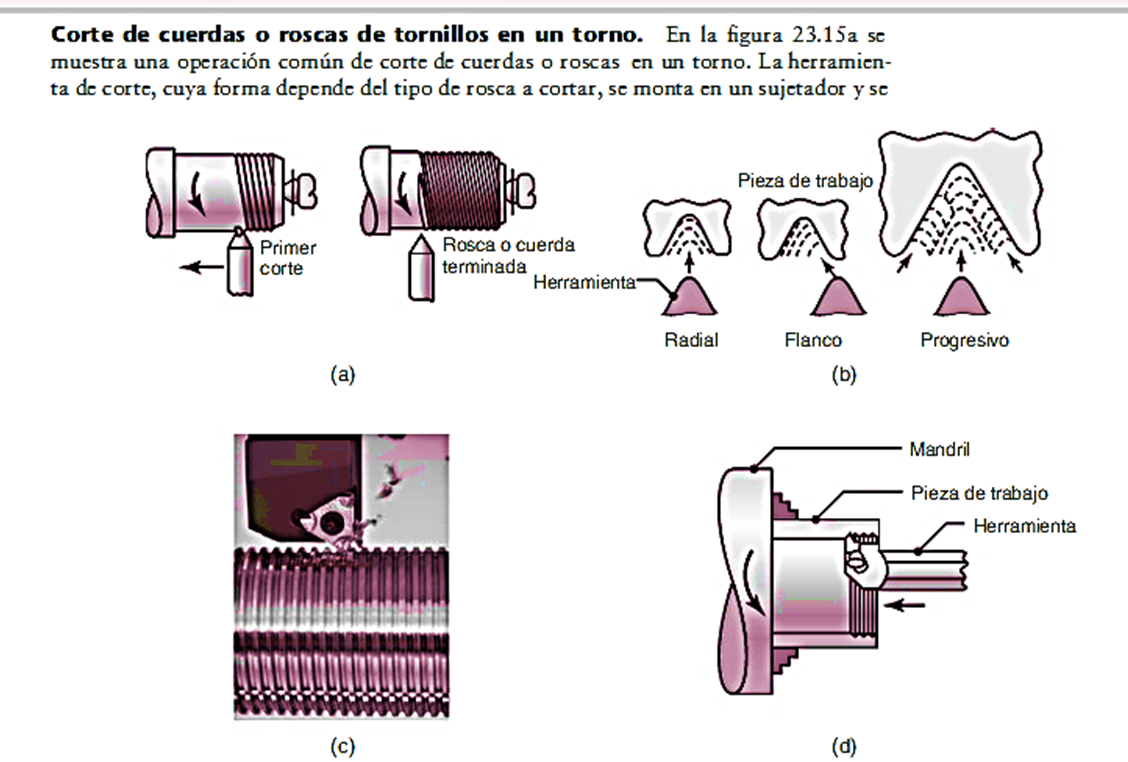
- 1) Los machuelos cónicos 2) Los machuelos
de fondo 3) Los machuelos colapsables (a)taladros (b) tornos (c) máquinas roscadoas
automáticas (d) máquinas fresadoras
- 1) Los machuelos cónicos 2) Los machuelos
de fondo 3) Los machuelos colapsables (a)taladros (b) tornos (c) máquinas roscadoas
automáticas (d) máquinas fresadoras
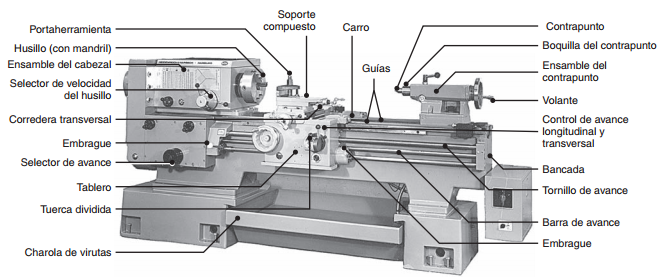
- Accesorios: Topes del carro y de la
corredera transversal, con diversos
diseños para detener el carro a una
distancia predeterminada a lo largo de
la bancada. Dispositivos para tornear
partes con diversas
conicidades.•Aditamentos de fresado,
aserrado, corte de engranes y
rectificado.•Diversos aditamentos para
mandrinado, taladrado y corte de
roscas.
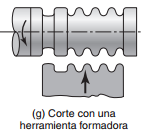
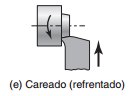
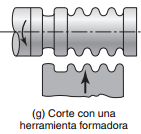
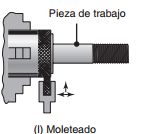
- Operaciones básicas: 1.herramientas
de forma, mandrinado, 2. taladrado
3. Tronzado (seccionado) , ranurado
, corte de roscas. 4. moleteado
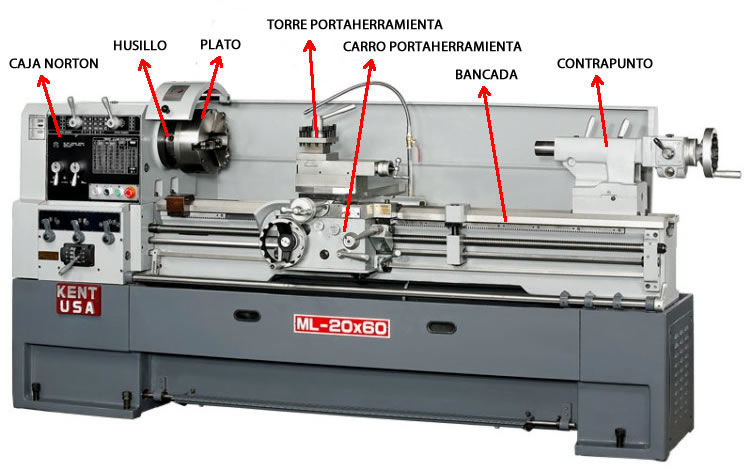
- TIPOS DE TORNO: 1.Tornos de
banco, 2.Tornos de propósito
especial. 3.Tornos copiadores
4.Tornos automáticos, 5. Máquinas
automáticas para barras, 6. Revolver.
7. Tornos controlados por
computadora.
- Consideraciones de diseño y
lineamientos para operaciones
de torneado: 1. Fijación flexible. 2.
Precisión dimensional. 3.
Aproximación. 4. evitar
obstrucciones 5. Disponibilidad
comercial. 6. Maquinabiidad
- Sistemas de
recolección de
virutas
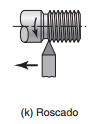
- Corte de cuerdas (roscas) para tornillos
- Corte de cuerdas (roscas) para tornillos
- Sistemas de
recolección de
virutas
- Consideraciones de diseño y
lineamientos para operaciones
de torneado: 1. Fijación flexible. 2.
Precisión dimensional. 3.
Aproximación. 4. evitar
obstrucciones 5. Disponibilidad
comercial. 6. Maquinabiidad
- TIPOS DE TORNO: 1.Tornos de
banco, 2.Tornos de propósito
especial. 3.Tornos copiadores
4.Tornos automáticos, 5. Máquinas
automáticas para barras, 6. Revolver.
7. Tornos controlados por
computadora.
- Operaciones básicas: 1.herramientas
de forma, mandrinado, 2. taladrado
3. Tronzado (seccionado) , ranurado
, corte de roscas. 4. moleteado
- Accesorios: Topes del carro y de la
corredera transversal, con diversos
diseños para detener el carro a una
distancia predeterminada a lo largo de
la bancada. Dispositivos para tornear
partes con diversas
conicidades.•Aditamentos de fresado,
aserrado, corte de engranes y
rectificado.•Diversos aditamentos para
mandrinado, taladrado y corte de
roscas.
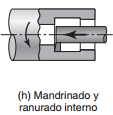
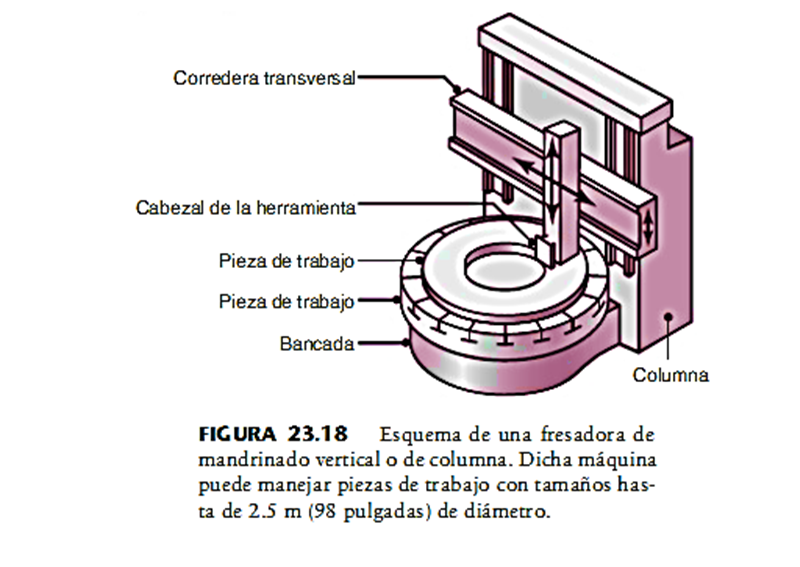
- Mandrinado y máquinas para mandrinar
- se efectúa para agrandar un
orificio producido antes por
medio de otro pro-ceso o para
producir perfiles circulares
internos en piezas de trabajo
huecas
- CONSIDERACIONES DEL DISEñO
- 1. Eficaces y Económicas. 2.
Cada que sea posible, se
deben especificar orificios
pasados en lugar de orificios
ciegos. 3. Cuanto mayor es la
relación de longitud a
diámetro del orificio, más
difícil será mantener las
dimensiones, por las
deflexiones de la barra de
mandrinado debidas alas
fuerzas de corte, así como por
la mayor tendencia a la
vibración y el traqueteo. 4.Se
deben evitar superficies
internas interrumpidas.
- 1. Eficaces y Económicas. 2.
Cada que sea posible, se
deben especificar orificios
pasados en lugar de orificios
ciegos. 3. Cuanto mayor es la
relación de longitud a
diámetro del orificio, más
difícil será mantener las
dimensiones, por las
deflexiones de la barra de
mandrinado debidas alas
fuerzas de corte, así como por
la mayor tendencia a la
vibración y el traqueteo. 4.Se
deben evitar superficies
internas interrumpidas.
- CONSIDERACIONES DEL DISEñO
- se efectúa para agrandar un
orificio producido antes por
medio de otro pro-ceso o para
producir perfiles circulares
internos en piezas de trabajo
huecas
Medienanhänge
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Möchten Sie kostenlos Ihre eigenen Mindmaps mit GoConqr erstellen? Mehr erfahren.