12238572
Beschreibung
Mindmap von LUIS GOENAGA, aktualisiert more than 1 year ago
|
|
Erstellt von LUIS GOENAGA
vor fast 7 Jahre
|
|
Design of a total productive
maintenance model for effective
implementation: Case study of a
chemical manufacturing company
- TOTAL PRODUCTIVE MAINTENANCE (TPM)
- A productivity improvement practice. N.M. CHRISTIAN
- A Japanese concept of equipment management that
allows a facility to improve decisively the equipment
performance in the manufacturing area with the help
and involvement of all employees. G.CHAND, B.
SHIRVANI
- TPM activities focus on eliminating the six major
losses; 1)Equipment failure, 2)Set-up and adjustment
time, 3)Idling and minor stoppages, 4)Reduced speed,
5)Defects in process and 6)Reduced yield. S. NAKAJIMA
- The objective of TPM is to continuously improve the
availability and prevent the degradation of equipment
to achieve maximum effectiveness and these
objectives require strong management support as
well as continuous use of work teams and small group
activities to achieve incremental improvements. F.L.
COOKE
- TPM is designed to maximize equipment effectiveness
(improving overall efficiency) by establishing a
comprehensive productive-maintenance system
covering the entire life of the equipment, spanning all
equipment related fields (planning, use, maintenance,
etc.) and, with the participation of all employees from
top management down to shop-floor workers, to
promote productive maintenance through motivation
management or voluntary small group activities. S.
TSUCHIYA
- TPM is analysed into three words;
1)Total: Every individual in the company.
2)Productive: a)No wasted activity or
b)The production of goods and services
that meet or exceed customer’s
expectation. 3)Maintenance: Keeping
equipment and plant as good as or
better than the original condition at all
times.
- A positive strategic outcome of TPM
implementations is the reduced occurrence
of unexpected machine breakdowns, which
ultimately results in enhanced profits in the
organization. A. GOSAV
- Four key components for successful
implementation of TPM in an organization:
1)Worker training, 2)Operator involvement,
3)Teams and 4)Preventive maintenance. L.
SUANSON and A. GINDER, C.J. ROBINSON
- A productivity improvement practice. N.M. CHRISTIAN
- Bupe. G. Mwanzaa, Charles Mbohwaa
Faculty of Engineering and the Built
Environment, University of Johannesburg,
Johannesburg, South Africa
- RESEARCH
OVERVIEW
- FOCUS - To develop an effective TPM model
to improve the maintenance system at a
chemical manufacturing company
- OBJECTIVES - 1) To assess the current
maintenance system, 2) To determine the
overall equipment effectiveness (OEE), and
3) To identify key performance indicators
and success factors of TPM.
- THE COMPANY - is a chemical manufacturer
of fertilizer products in Zambia
- It manufactures and supplies:
-Anhydrous ammonia,
-Ammonia solution, -Liquid
carbon dioxide, -Liquid
oxygen, -Methanol, -Nitric
acid, -Sulphuric acid, NPK
compound fertilizers,
-Ammonium fertilizer,
-Ammonium sulphate and
-Porous ammonium nitrate
- It had been experiencing high
rate of equipment
breakdowns, prolonged
downtime and therefore
reduced equipment
utilization
- INDUSTRY AND MANAGERS VIEW OF MAINTENANCE
- It has been considered as a support function
which is non-productive since it does not
generate cash directly
- BUT TAKE IN ACCOUNT - For an industry to
produce goods of the right quality and right
quantity for the customers and able to deliver
them at the right time, its plant or equipment
must operate efficiently and accurately. G.
TAMIZHARASI, S. KATHIRESAN
- Which ultimately results in enhanced profits. A.
GOSAV
- Which ultimately results in enhanced profits. A.
GOSAV
- BUT TAKE IN ACCOUNT - For an industry to
produce goods of the right quality and right
quantity for the customers and able to deliver
them at the right time, its plant or equipment
must operate efficiently and accurately. G.
TAMIZHARASI, S. KATHIRESAN
- It has been considered as a support function
which is non-productive since it does not
generate cash directly
- It manufactures and supplies:
-Anhydrous ammonia,
-Ammonia solution, -Liquid
carbon dioxide, -Liquid
oxygen, -Methanol, -Nitric
acid, -Sulphuric acid, NPK
compound fertilizers,
-Ammonium fertilizer,
-Ammonium sulphate and
-Porous ammonium nitrate
- SIGNIFICANCE - To develop a TPM
implementation model for the company in
order to improve the organization
performance through reduced equipment
breakdowns
- FOCUS - To develop an effective TPM model
to improve the maintenance system at a
chemical manufacturing company
- METHODOLOGY
- Research design and approach
- Explanatory research design.
Quantitative and qualitative approach.
Collected data analyzed using
SPSS
- In-depth understanding of TPM - Topics as:
1)The implementation plan, 2)TPM modes,
3)Challenges and benefits of TPM
implementation, and 4)TPM key
performance indicators
- In-depth understanding of TPM - Topics as:
1)The implementation plan, 2)TPM modes,
3)Challenges and benefits of TPM
implementation, and 4)TPM key
performance indicators
- Explanatory research design.
Quantitative and qualitative approach.
Collected data analyzed using
SPSS
- Data collection
- Interviews
- Conducted with: 1)Maintenance
personnel, 2)Operators and 3)Other
employees outside the maintenance and
production departments.
- Focused on: 1)Type of losses the company
experienced, 2)Causes of maintenance
problems, 3)Whether the TPM concept
existed in the company, and 4)Factors
that can facilitate the implementation of
TPM
- Conducted with: 1)Maintenance
personnel, 2)Operators and 3)Other
employees outside the maintenance and
production departments.
- Direct Observations
- The maintenance and production
activities
- The maintenance and production
activities
- Questionnaires
- To 40 employees of 160
employees using stratified sampling
method based on Boyd's formula.
Sampling intensity: 25%
- To 40 employees of 160
employees using stratified sampling
method based on Boyd's formula.
Sampling intensity: 25%
- Company Records
- Interviews
- Research design and approach
- RESULTS
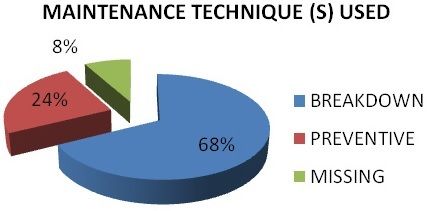
- Maintenance techniques
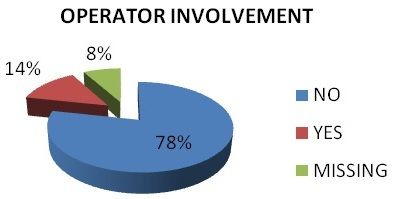
- Operator involvement in
maintenance activities
- 78% - Operators not involved in maintenance activities.
Reasons: 1)Lack of appropriate knowledge and skills
for maintenance, specialization, 2)Unwillingness to
take more responsibilities, and 3)The prevailing culture
in the company
- 14% - Operators involved in maintenance activities.
Reasons: 1)Operators understand the operation of the
equipment better than the maintenance personnel
thus detect abnormalities easily and earlier than the
maintenance personnel
- 78% - Operators not involved in maintenance activities.
Reasons: 1)Lack of appropriate knowledge and skills
for maintenance, specialization, 2)Unwillingness to
take more responsibilities, and 3)The prevailing culture
in the company
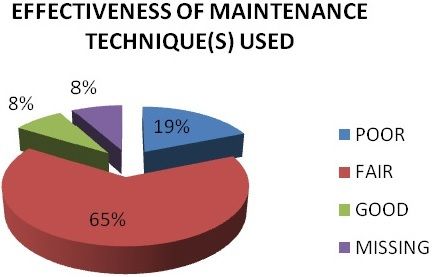
- Effectiveness of
maintenance techniques
- Understand how effective the maintenance
technique(s) are in achieving the maintenance
objectives such as process performance and
productivity performance
- Understand how effective the maintenance
technique(s) are in achieving the maintenance
objectives such as process performance and
productivity performance
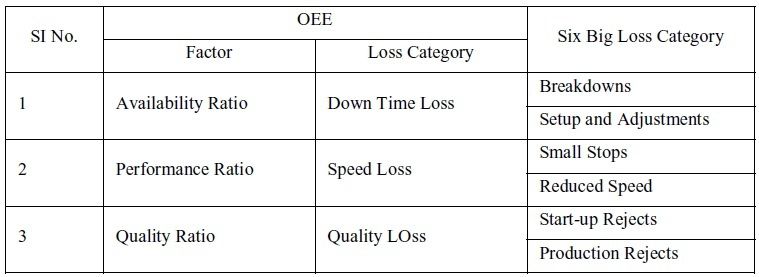
- Overall equipment
effectiveness
- The SIX Big Losses as per the TPM concept
were identified and grouped with their OEE
factor and OEE Loss category
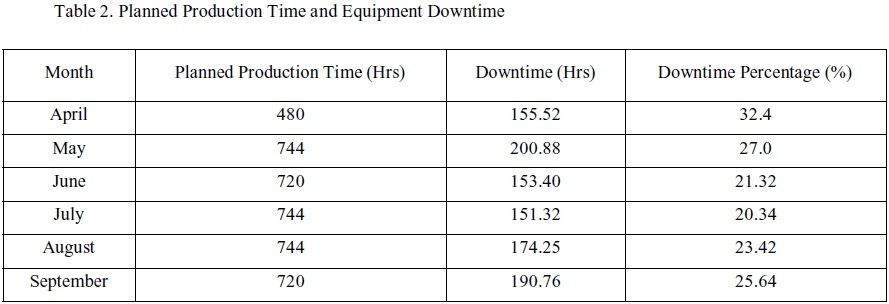
- Availability ratio
74.8%
- Down Time Loss - Any events that
stop planned production for an
appreciable length of time (usually
several minutes). Like: -Equipment
failures, -Material shortage and
Changeover time. The remaining time
is called Fully Productive Time. The
ultimate goal is to maximize fully
productive time. Availability = (Total
time – Total downtime x 100) / Total
time
- Down Time Loss - Any events that
stop planned production for an
appreciable length of time (usually
several minutes). Like: -Equipment
failures, -Material shortage and
Changeover time. The remaining time
is called Fully Productive Time. The
ultimate goal is to maximize fully
productive time. Availability = (Total
time – Total downtime x 100) / Total
time
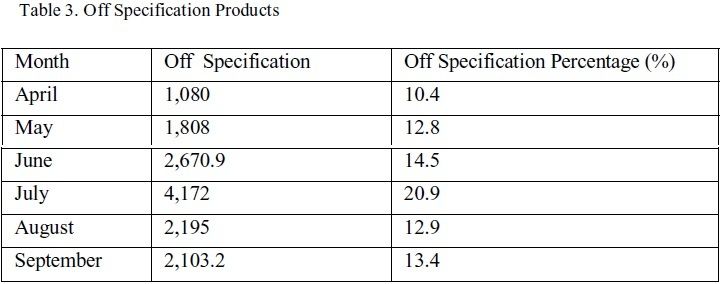
- Quality Rate
87.2%
- Quality Loss - Produced pieces that do
not meet quality standards and pieces
that require rework. Quality rate =
Good Pieces x 100 / Total Pieces
- Quality Loss - Produced pieces that do
not meet quality standards and pieces
that require rework. Quality rate =
Good Pieces x 100 / Total Pieces
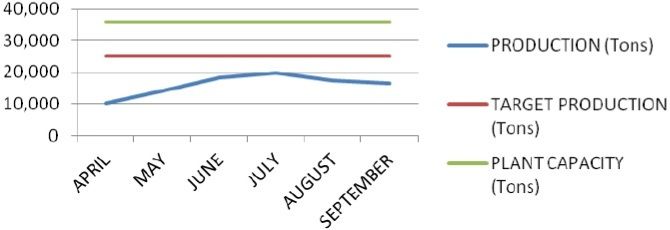
- Performance efficiency
55.7%
- Speed Loss - Any factor that causes
the process to operate at less than
the maximum possible speed, when
running. Like: Machine or
substandard materials. PE = Total
Actual amount of product x 100 /
Target amount of product
- April/July - Production levels =
Increasing at a steady rate. After the
month of July = Decreasing. Over a 6
month period the company had failed
to achieve its monthly target
production level. Both the target
production/ actual production = Far
below the plant capacity. Low
production output was caused by:
1)Unplanned stoppages of the
machines caused by the shortage of
spare parts, 2)Shortage of raw
materials and 3)Others
- Speed Loss - Any factor that causes
the process to operate at less than
the maximum possible speed, when
running. Like: Machine or
substandard materials. PE = Total
Actual amount of product x 100 /
Target amount of product
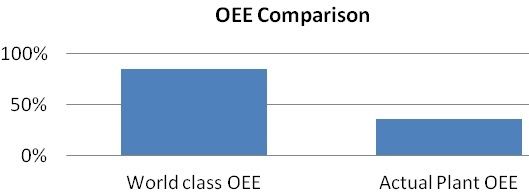
- Overall Equipment
Effectiveness (OEE)
36.5%
- Overall equipment effectiveness =
Availability ratio x Performance Ratio
x Quality Ratio
- Comparison between the world class
OEE of 85% to the actual OEE of the
plant understudy shows that the
actual plant OEE is much less than
the world class OEE by 50 %
- Overall equipment effectiveness =
Availability ratio x Performance Ratio
x Quality Ratio
- Availability ratio
74.8%
- The SIX Big Losses as per the TPM concept
were identified and grouped with their OEE
factor and OEE Loss category
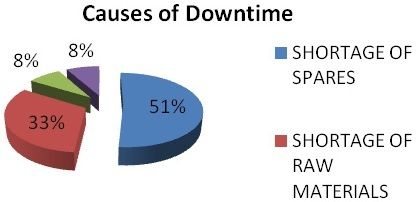
- Causes of downtime
- Downtime - the period during which the
plant or equipment was out of service.
-Technical failure, Machine adjustment,
-Maintenance, or Non-availability of
inputs such as materials, labor, or power
- Downtime - the period during which the
plant or equipment was out of service.
-Technical failure, Machine adjustment,
-Maintenance, or Non-availability of
inputs such as materials, labor, or power
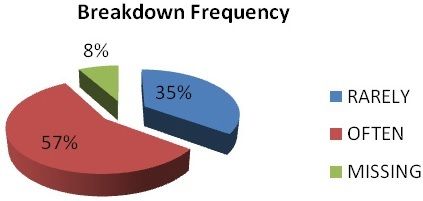
- Frequency of breakdowns
- Since more than 50% of the respondent
indicated that plant breakdown is often, it
would be true to conclude that the
company often experience plant
breakdowns
- Since more than 50% of the respondent
indicated that plant breakdown is often, it
would be true to conclude that the
company often experience plant
breakdowns
- Maintenance techniques
- DISCUSSION
- Assessment of the current
maintenance system indicated:
- TPM is not practiced
- The company was facing
the following problems:
1)Less availability and
reliability of equipment,
2)Prolonged downtime,
3)Frequent failure of
equipment, 4)Low
production, 5)Worker
dissatisfactions. The causes
of these problems:
1)Shortage of spares, 2)Poor
integration of maintenance
department with other
departments, 3)Lack of
appropriate training and
skills
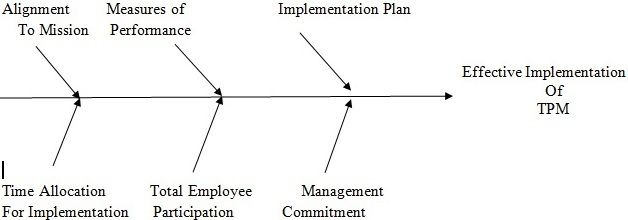
- The major factors
affecting effective TPM
implementation are:
- These factors are the main
challenges for the Company
- The proposed TPM model for effective implementation
- The all TPM model will be directed towards achieving TPM targets of zero breakdowns,
zero defects and zero adjustments using productivity, quality, cost, delivery and safety
as the appropriate key performance indicators of TPM
- The all TPM model will be directed towards achieving TPM targets of zero breakdowns,
zero defects and zero adjustments using productivity, quality, cost, delivery and safety
as the appropriate key performance indicators of TPM
- The proposed TPM model for effective implementation
- These factors are the main
challenges for the Company
- TPM is not practiced
- Assessment of the current
maintenance system indicated:
- CONCLUSION
- TPM can be used as a tool to enhance
OEE of the company equipment
- Recommendations
- To adopt TPM can reduce losses and reduce rework to or
below the acceptable levels. TPM can also help the company
to increase profitability and image, both of which will ensure
its competitiveness
- Maintenance activity isn't a separate and isolated function.
It is part of the main potential area to use as a competitive
advantage. Otherwise, higher cost will be incurred after the
equipment deteriorate which directly affects the
competitiveness of a company
- To involve achieving the company goal
through the implementation of operator initiated daily
maintenance consisting of cleaning, adjustment, and regular
inspections, as well as improvement activities and minor
restoration of equipment. The maintenance men should only
participate in inspection and restoration of equipment which
requires high skill and specialization
- To adopt TPM can reduce losses and reduce rework to or
below the acceptable levels. TPM can also help the company
to increase profitability and image, both of which will ensure
its competitiveness
- TPM can be used as a tool to enhance
OEE of the company equipment
Medienanhänge
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Möchten Sie kostenlos Ihre eigenen Mindmaps mit GoConqr erstellen? Mehr erfahren.