26335735
Beschreibung
Mindmap von Armando Lázaro Victorino, aktualisiert more than 1 year ago
|
|
Erstellt von Armando Lázaro Victorino
vor etwa 4 Jahre
|
|
Torneado
- Es un proceso de mecanizado por arranque de viruta, es decir parte del
material inicial de la pieza es eliminada hasta darle una forma deseada al
producto.
- Durante este proceso pueden realizarse operaciones internas y externas como:
- Cilindrado
- Es una operación realizada en el torno mediante la cual se reduce el diámetro
de la barra de material que se está trabajando.
- Es una operación realizada en el torno mediante la cual se reduce el diámetro
de la barra de material que se está trabajando.
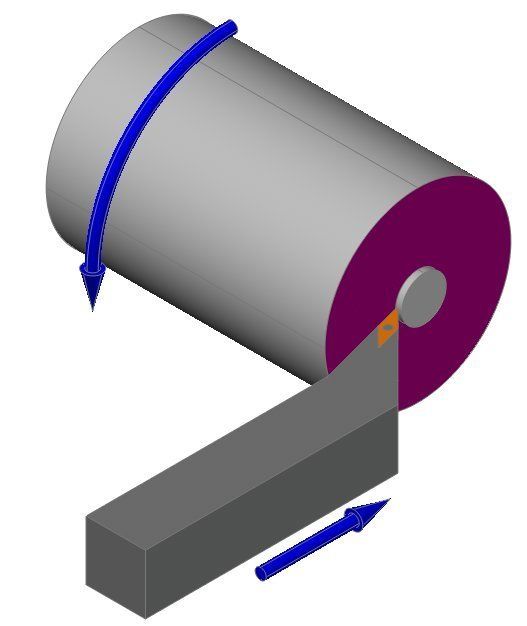
- Refrentado
- Operación realizada en el torno mediante la cual se mecaniza el extremo de la
pieza, en el plano perpendicular al eje de giro.
- Operación realizada en el torno mediante la cual se mecaniza el extremo de la
pieza, en el plano perpendicular al eje de giro.
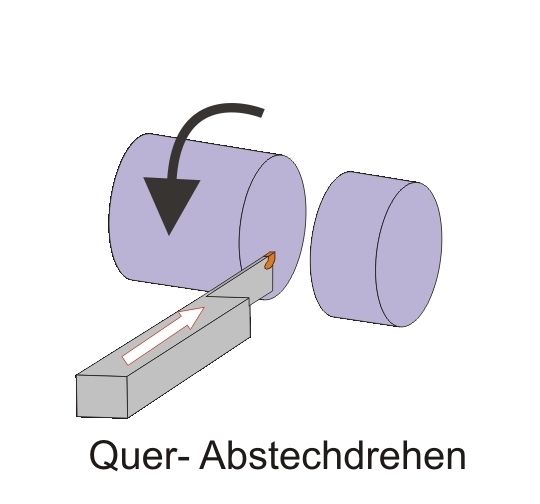
- Tronzado
- Operación de torno por el que se corta o separa parte de la pieza. Esta operación suele realizarse cuando se
mecanizan piezas de pequeño tamaño desde una barra larga de material, en este caso se coloca una barra de
material en el plato del torno mecanizando la parte que sobresale del plato, una vez acabada se corta, separándola,
avanzando después la barra para mecanizar otra pieza.
- Operación de torno por el que se corta o separa parte de la pieza. Esta operación suele realizarse cuando se
mecanizan piezas de pequeño tamaño desde una barra larga de material, en este caso se coloca una barra de
material en el plato del torno mecanizando la parte que sobresale del plato, una vez acabada se corta, separándola,
avanzando después la barra para mecanizar otra pieza.
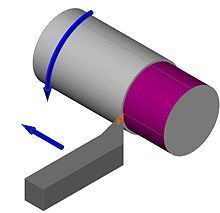
- Ranurado
- Se obtiene por penetración de la herramienta de ranurar en dirección
perpendicular al eje de la pieza. Las superficies que se logran con esta
operación son paralelas o perpendiculares al eje de rotación.
- Se obtiene por penetración de la herramienta de ranurar en dirección
perpendicular al eje de la pieza. Las superficies que se logran con esta
operación son paralelas o perpendiculares al eje de rotación.
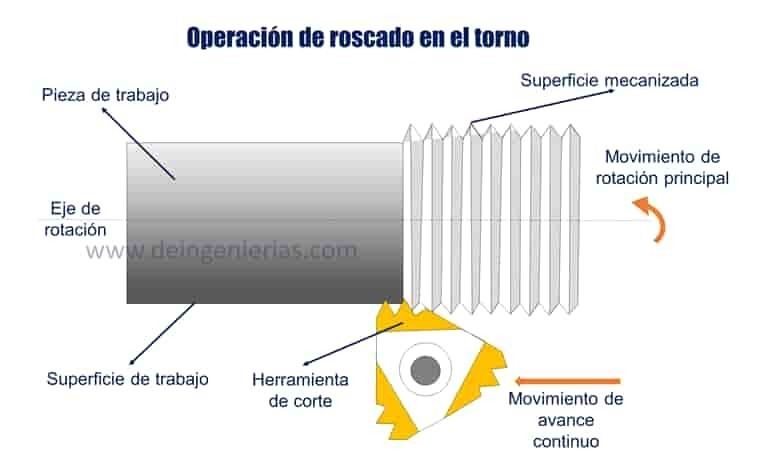
- Roscado (interior y exterior)
- Es una superficie cuyo eje está contenido en el plano y en torno a él describe
una trayectoria helicoidal cilíndrica.
- Es una superficie cuyo eje está contenido en el plano y en torno a él describe
una trayectoria helicoidal cilíndrica.
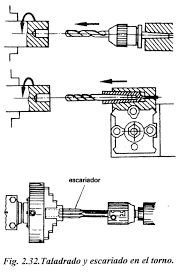
- Taladrado
- Procedimiento de arranque de viruta con movimiento de corte circular, y en la cual la
herramienta solo tiene movimiento de avance en la dirección del eje de giro.
- Procedimiento de arranque de viruta con movimiento de corte circular, y en la cual la
herramienta solo tiene movimiento de avance en la dirección del eje de giro.
- Mandrinado
- Operación de mecanizado que se realiza en agujeros de piezas ya realizados para obtener mayor precisión
dimensional, mayor precisión geométrica o una menor rugosidad superficial, pudiéndose utilizar para agujeros
cilíndricos como cónicos, así como para realizar roscas interiores.1
- Operación de mecanizado que se realiza en agujeros de piezas ya realizados para obtener mayor precisión
dimensional, mayor precisión geométrica o una menor rugosidad superficial, pudiéndose utilizar para agujeros
cilíndricos como cónicos, así como para realizar roscas interiores.1
- Escariado
- Proceso de arranque de viruta o una operación de mecanizado que se realiza para conseguir un buen acabado
superficial con ciertas tolerancias dimensionales, o bien simplemente para agrandar agujeros que han sido
previamente taladrados con una broca a un diámetro un poco inferior.
- Proceso de arranque de viruta o una operación de mecanizado que se realiza para conseguir un buen acabado
superficial con ciertas tolerancias dimensionales, o bien simplemente para agrandar agujeros que han sido
previamente taladrados con una broca a un diámetro un poco inferior.
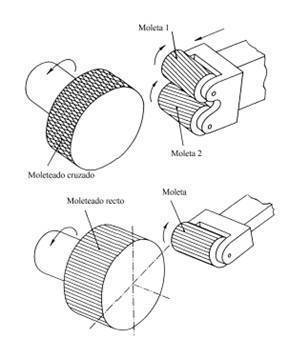
- Moleteado
- Es un proceso de conformado en frío del material mediante unas moletas que
presionan la pieza mientras da vueltas. Dicha deformación genera un incremento
del diámetro inicial de la pieza.
- Es un proceso de conformado en frío del material mediante unas moletas que
presionan la pieza mientras da vueltas. Dicha deformación genera un incremento
del diámetro inicial de la pieza.
- Cilindrado
- La viruta son aquellos pedacitos de material que termina
siendo el residuo de un material al cortarlo.
- Durante este proceso pueden realizarse operaciones internas y externas como:
- Las partes básicas de un torno son:
- Bamcada
- Es su estructura y suele ser un gran cuerpo de fundición. Sirve de soporte y guía para las otras partes del torno.
- Es su estructura y suele ser un gran cuerpo de fundición. Sirve de soporte y guía para las otras partes del torno.
- Eje Principal y plato.
- Sobre este eje se coloca la pieza para que gire. En un extremo lleva un eje terminado en punta que es móvil,
llamado contrapunto, para sujetar la pieza por un punto, en el otro extremo se sujeta la pieza con un plato. El
plato se puede cambiar mediante el husillo.
- Sobre este eje se coloca la pieza para que gire. En un extremo lleva un eje terminado en punta que es móvil,
llamado contrapunto, para sujetar la pieza por un punto, en el otro extremo se sujeta la pieza con un plato. El
plato se puede cambiar mediante el husillo.
- Carro longitudinal.
- Este se mueve a lo largo de la bancada o sea hacia la izquierda o a la derecha. Produce el movimiento de avance de
la pieza
- Este se mueve a lo largo de la bancada o sea hacia la izquierda o a la derecha. Produce el movimiento de avance de
la pieza
- Carro transversal.
- Se mueve hacia adelante o hacia atrás perpendicular al carro principal. Es utilizado para dar la profundidad. Se
mueve perpendicularmente al eje del torno en forma manual, girando la manivela de avance transversal o
embragando la palanca de avance transversal automático.
- Se mueve hacia adelante o hacia atrás perpendicular al carro principal. Es utilizado para dar la profundidad. Se
mueve perpendicularmente al eje del torno en forma manual, girando la manivela de avance transversal o
embragando la palanca de avance transversal automático.
- Carro auxiliar
- Es una base giratoria a 360° y sirve principalmente para hacer conicidades o penetrar la herramienta con cierto
ángulo. El carro auxiliar sólo puede moverse manualmente girando la manivela de tornillo para su avance.
- Es una base giratoria a 360° y sirve principalmente para hacer conicidades o penetrar la herramienta con cierto
ángulo. El carro auxiliar sólo puede moverse manualmente girando la manivela de tornillo para su avance.
- Caja Norton.
- Sirve para ajustar las revoluciones de las velocidades mediante unas palancas que accionan un conjunto de
engranajes que se encuentran en el interior de la caja.
- Sirve para ajustar las revoluciones de las velocidades mediante unas palancas que accionan un conjunto de
engranajes que se encuentran en el interior de la caja.
- Contra Punto
- Es el elemento que se utiliza para servir de apoyo y poder colocar las piezas que son torneadas
entre puntos, así como otros elementos tales como portabrocas o brocas para hacer taladros en el centro de los
ejes. Este contrapunto puede moverse y fijarse en diversas posiciones a lo largo de la bancada.
- Es el elemento que se utiliza para servir de apoyo y poder colocar las piezas que son torneadas
entre puntos, así como otros elementos tales como portabrocas o brocas para hacer taladros en el centro de los
ejes. Este contrapunto puede moverse y fijarse en diversas posiciones a lo largo de la bancada.
- Refrigerante
- Es una manguera que permite el paso del liquido que enfriara el material.
- Es una manguera que permite el paso del liquido que enfriara el material.
- Bamcada
- Los Principales tipos de torno son:
- Torno Paralelo
- Se trata básicamente de un modelo evolucionado de las versiones más antiguas al que se le fueron
añadiendo diferentes parámetros de configuración, pero hoy en día se utiliza en los talleres para
novatos o para realizar tareas muy específicas.
- Se trata básicamente de un modelo evolucionado de las versiones más antiguas al que se le fueron
añadiendo diferentes parámetros de configuración, pero hoy en día se utiliza en los talleres para
novatos o para realizar tareas muy específicas.
- Torno CNC
- Este utiliza un sistema de control número por computadora, lo que permite una mayor precisión, evitando así los
tradicionales errores cometidos por los operarios. Se utiliza para grandes series de piezas sencillas.
- Este utiliza un sistema de control número por computadora, lo que permite una mayor precisión, evitando así los
tradicionales errores cometidos por los operarios. Se utiliza para grandes series de piezas sencillas.
- Torno Revólver
- Es una máquina especial que permite realizar múltiples tareas sobre una misma pieza. Por ejemplo, se pueden
realizar proceso al interior de la pieza como el taladrado o mandrinando, mientras que en el exterior se puede ir
cilindrando y cortando.
- Es una máquina especial que permite realizar múltiples tareas sobre una misma pieza. Por ejemplo, se pueden
realizar proceso al interior de la pieza como el taladrado o mandrinando, mientras que en el exterior se puede ir
cilindrando y cortando.
- Torno Copiador
- Son máquinas muy útiles para reproducir réplicas de piezas no muy grandes y que no
requieran una excesiva precisión. Se utiliza más que todo en trabajos de mármol y
madera, por lo que se requiere de un sistema eficiente para evacuar la viruta.
- Son máquinas muy útiles para reproducir réplicas de piezas no muy grandes y que no
requieran una excesiva precisión. Se utiliza más que todo en trabajos de mármol y
madera, por lo que se requiere de un sistema eficiente para evacuar la viruta.
- Torno Automático
- Son tornos cuyo funcionamiento está basado en una serie de reguladores
electrónicos y pinzas hidráulicas que permitan realizar grandes series de
producción.
- Son tornos cuyo funcionamiento está basado en una serie de reguladores
electrónicos y pinzas hidráulicas que permitan realizar grandes series de
producción.
- Torno Paralelo
- Datos Técnicos
- Formulas.
- Velocidad de Avance
- Vf= (Avance/Rev en mm) (Número de RPM)
- Vf= (Avance/Rev en mm) (Número de RPM)
- Velocidad de Corte
- Vc= (diametro de la pieza de trabajo)(Pi) (numero de RPM)
- Vc= (diametro de la pieza de trabajo)(Pi) (numero de RPM)
- Velocidad de Avance
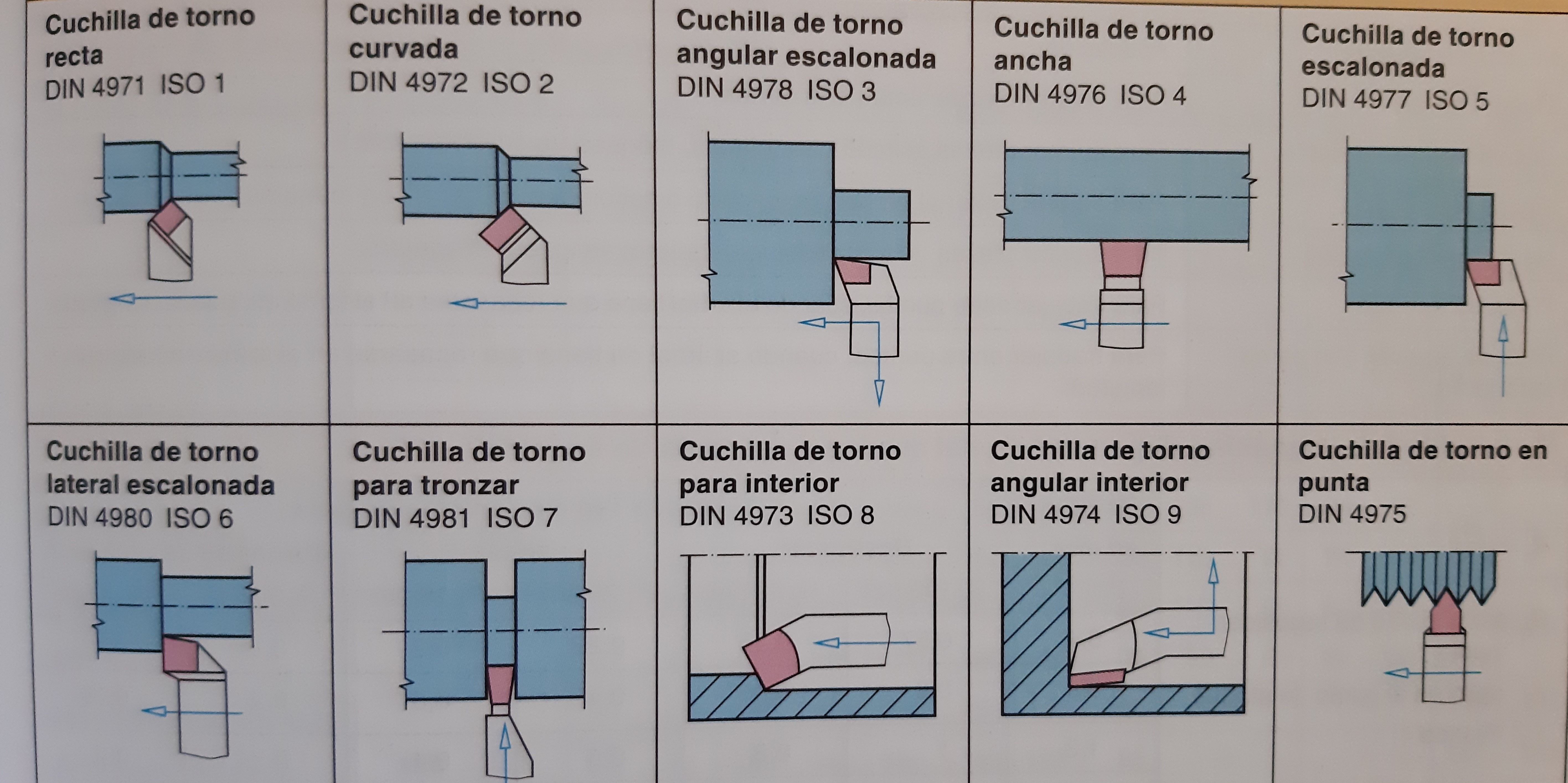
- Tipos de cortadores
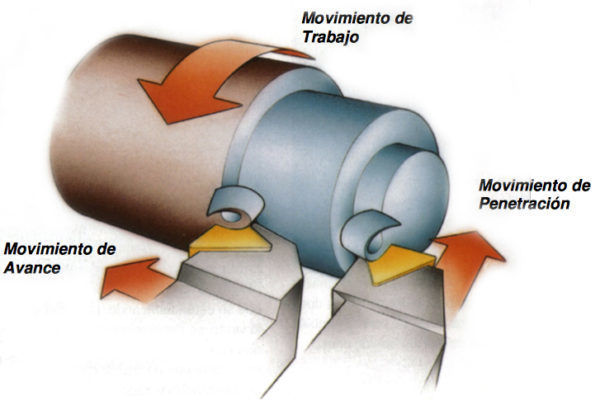
- Movimientos de Trabajo
- Movimiento de corte.
- Por lo general se imparte a la pieza que gira rotacionalmente sobre su eje principal. Este movimiento lo imprime
un motor eléctrico que transmite su giro al husillo principal mediante un sistema de poleas o engranajes. El husillo
principal tiene acoplado a su extremo distintos sistemas de sujeción (platos de garras, pinzas, mandrinos
auxiliares u otros), los cuales sujetan la pieza a mecanizar.
- Por lo general se imparte a la pieza que gira rotacionalmente sobre su eje principal. Este movimiento lo imprime
un motor eléctrico que transmite su giro al husillo principal mediante un sistema de poleas o engranajes. El husillo
principal tiene acoplado a su extremo distintos sistemas de sujeción (platos de garras, pinzas, mandrinos
auxiliares u otros), los cuales sujetan la pieza a mecanizar.
- Movimiento de avance.
- Es el movimiento de la herramienta de corte en la dirección del eje de la pieza que se está trabajando. En
combinación con el giro impartido al husillo, determina el espacio recorrido por la herramienta por cada vuelta
que da la pieza. Este movimiento también puede no ser paralelo al eje, produciéndose así conos. En ese caso se gira
el carro charriot, ajustando en una escala graduada el ángulo requerido, que será la mitad de la conicidad deseada.
- Es el movimiento de la herramienta de corte en la dirección del eje de la pieza que se está trabajando. En
combinación con el giro impartido al husillo, determina el espacio recorrido por la herramienta por cada vuelta
que da la pieza. Este movimiento también puede no ser paralelo al eje, produciéndose así conos. En ese caso se gira
el carro charriot, ajustando en una escala graduada el ángulo requerido, que será la mitad de la conicidad deseada.
- Movimiento de corte.
- Reglas de seguridad
- No utilizar guantes.
- No utilizar aretes, collares, pulseras.
- Mantener recogido el cabello
- Utilizar gafas
- No utilizar guantes.
- Formulas.
Medienanhänge
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Möchten Sie kostenlos Ihre eigenen Mindmaps mit GoConqr erstellen? Mehr erfahren.