11890008
Beschreibung
Karteikarten von Louis Landgraf, aktualisiert more than 1 year ago
|
|
Erstellt von Louis Landgraf
vor fast 7 Jahre
|
|
| Frage | Antworten |
| Def: Standzeit T | Zeit in der ein Werkzeug unter gegebenen Bedingungen zerspant, bis eine festgelegte Verschleißgrenze erreicht ist. |
| Einflussgrößen auf die Oberflächengüte | - Aufbauschneidenbildung -Schneidenscharfigkeit/Werkzeugverschleiß - Mindestspannungsdicke - ungünstiger Spanablauf - Schwingungen |
| Einflussgrößen auf die Standzeit | - Schnittgeschwindigkeit, Werkstoff, Schneidstoff, Werkstückgeometrie, Kühlschmierstoff, Spanungsquerschnitt, - Dynamsiches Verhalten von : Werkstück / Werkzeug / Maschine |
| Einteilung der Gewindeschneidverfahren | - Teilprofildrehen - Vollprofildrehen - Mehrzahnprofildrehen |
| Def: Senken | - Bohren von Flächen, die senkrecht/symmetrisch zur Drehachse liegen - meist gleichzeitig zylindrische Innenflächen erzeugt |
| Arten von Bohrverfahren: | - Einbohren ( Bohren ins Volle) - Aufbohren - Senken - Zentrierbohren - Kernborhen - Gewindebohren - Reiben |
| Spanformklassifikation für Bohrspäne | Klasse A: Konischer Wendelspan Klasse B: Spiralspan mit großer Steigung Klasse C: Trichterförmiger Bruchspan Klasse D: Übergangsspan Klasse E: Gefalteter Span Klasse F: Nadelspan |
| Vor- und Nachteile von Wendeschneidplatte | * keine Führungsfase + geringe Reibung + hohe Schnittgeschwindigkeiten möglich * effektiv 1 Schneide - Kräfte asymmetrisch - erreichbare Bohrungstoleranz begrenzt |
| Eigenschaften Einlippenbohrern | Bohrungsdurchmesser 1-35 mm Bohrungstiefe 10 x Bohrungsdurchmesser - 200 x Bohrungsdurchmesser besitzen nur eine Schneideplatte und Kühlkanäle + Spanraum |
| Reiben: Werkzeugbauformen + Vorteil | 1. Mehrschneidenreibahle: Schnittgeschw. v_c=> niedrig; Vorschub f => hoch 2. Einschneidenreibahle: v_c => hoch; f=>niedrig Vorteil: erreichbare ISO- Toleranz von 6-9, erreichbare Oberflächengüte von Rz<=3micrometer |
| Arten von Senkern | - Spitzsenker - Zapfsenker - Formsenker |
| def: Fräsen | - kreisförmige Schnittbewegung (vom Werkzeug ausgeführt) - mehrzahniges Werkzeug - Vorschubbewegung senkrecht (oder schräg) zur Werkzeugdrehachse - Erzeugung beliebiger Werkzeugoberflächen |
| Verfahrensarten Fräsen | * Rundfräsen - Stirn - Umfangs - Umfangs-Stirnfräsen * Planfräsen * Schraubfräsen * Wälzfräsen * Profilfräsen * Formfräsen |
| Verfahrensarten Gewinde-Fräsen | * Gewindefräsen (GF) für Innengewinde - vorbearbeitetes Kernloch vorausgesetzt - Gewindefräser ggf. mit Senkfase * Bohrgewindefräsen (BGF) für Innengewindefräser für Innengewinde - kein vorbearbeitetes Gewindekernloch vorausgesetzt - Kombination von Bohren und Gewindefräsen ggf. Senkfräsen - zunächst Einbringen der Bohrung, danach Fertigung des Gewindes * Zirkular-Bohrgewindefräsen (ZBGF) für Innengewinde - kein vorbearbeitetes Gewindekernloch vorausgesetzt - simultane Fertigung von Bohrung und Gewinde |
| Wälzverfahren | Hobeln Wälzfräsen Stoßen |
| Defintion: Hobeln / Stoßen | − wiederholte, meist geradlinige Schnittbewegung − schrittweise, zur Schnittrichtung senkrechte Vorschubbewegung |
| Unterteilung Hobeln / Stoßen | Hobeln: Schnittbewegung durch das Werkstück (Planhobeln) Stoßen: Schnittbewegung durch das Werkzeug (Waagerechtstoßen, Senkrechtstoßen) |
| Merkmale Hobeln/Stoßen | - niedrige Schnittgeschwindigkeit - hohe Nebenzeit durch Rückhub - flexibel bei Einsatz profilungebundener Werkzeuge - kostengünstige Werkzeuge - große Maschinenaufstellflächen bei Hobeln |
| Anwendung Hobeln / Stoßen | - Profile mit geringem Auslauf - langgestrecke Flächen - große Ebene Flächen |
| Verfahrensmerkmale Räumen | − Hohe Zerspanleistung durch vielzahniges Werkzeug − Hohe Werkzeugkosten − Anwendungen in der Großserienfertigung − Maß-, Formtoleranzen IT 7 - IT 8 (IT 6) − Oberflächenrauheit Ra = 0.5 - 3.0 μm |
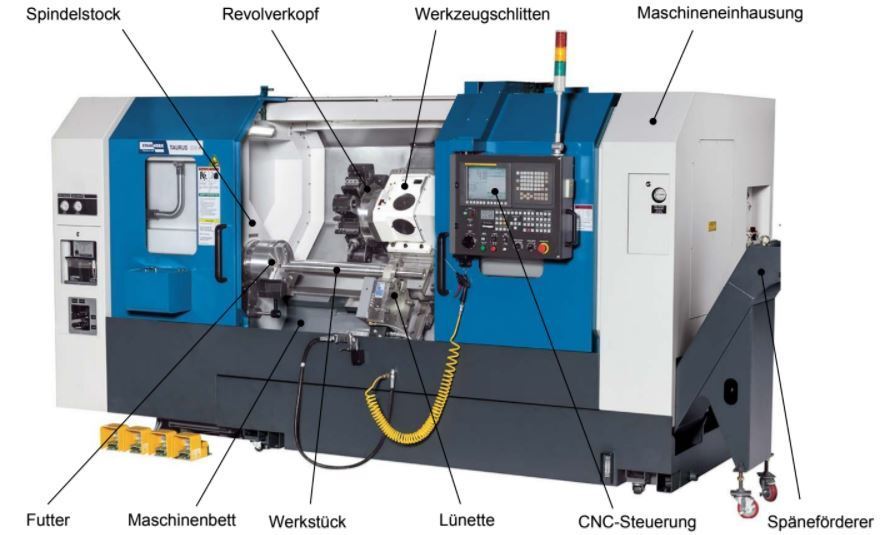
| Aufbau einer Drehmaschine | |
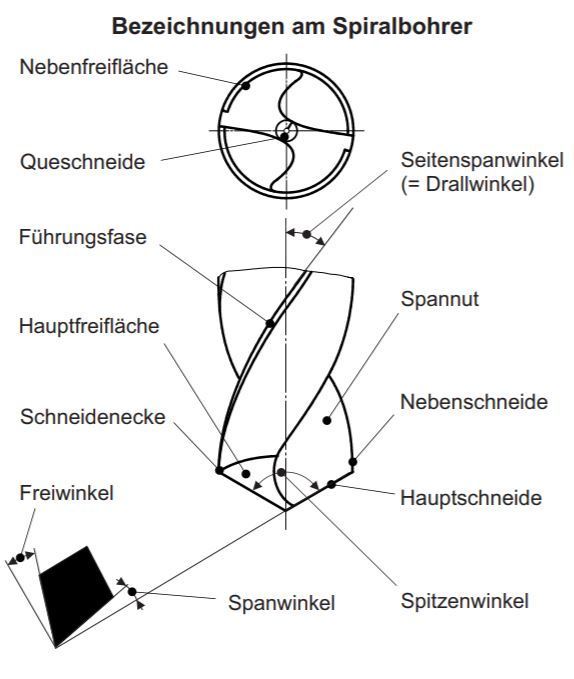
| Bezeichnungen am Spiralbohrer |
{kind=link}
{kind=link}
Möchten Sie mit GoConqr kostenlos Ihre eigenen Karteikarten erstellen? Mehr erfahren.