17201562
Description
Mind Map by Eduardo Campillo, updated more than 1 year ago
|
|
Created by Eduardo Campillo
almost 6 years ago
|
|
TRATAMIENTOS TERMICOS DEL ACERO
- FASES DE LOS TRATAMIENTOS TERMICOS
- COMPARTEN DOS PRIMERAS FASES
- 1°En la primera fase el
acero se calienta a
temperaturas
ligeramente
superiores a la
critica
- 2°La segunda fase consiste en periodos de
permanencias en esa temperatura hasta
llegar al estado austenitico
- 1°En la primera fase el
acero se calienta a
temperaturas
ligeramente
superiores a la
critica
- COMPARTEN DOS PRIMERAS FASES
- PRIMERA FASE: FASE DE CALENTAMIENTO
- En esta fase se sometera al acero de piezas con
bastante espesor en el horno para su precalentado a
temperaturas entre los 750° C a 850°C
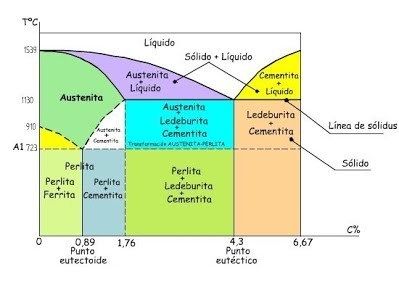
- Cuando el
calentamiento del
acero alcanza una
temperatura de
732°C comienza el
cambio de perlita
a austenita
- En esta fase se sometera al acero de piezas con
bastante espesor en el horno para su precalentado a
temperaturas entre los 750° C a 850°C
- SEGUNDA FASE: TIEMPO DE PERMANENCIA A TEMPERATURA CONSTANTE
- Para que toda la masa del acero este formada de
austenita necesitamos que la pieza permanezca en
esa temperatura por un cierto tiempo
- Las temperaturas de los tratamientos depende de:
- 1°La masa de la pieza
- 2°La temperatura del tratamiento
- 3°La velocidad del calentamiento
- 4°La clase de acero
- 5°El estado final e inicial del material
- 1°La masa de la pieza
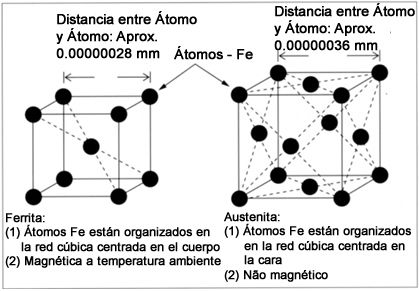
- El hierro se divide en varios estados alotropicos:
- 1°Hierro Alfa
- 3°Hierro Gama
- 2°Hierro beta
- 4°Hierro Delta
- 1°Hierro Alfa
- Para que toda la masa del acero este formada de
austenita necesitamos que la pieza permanezca en
esa temperatura por un cierto tiempo
- TERCERA FASE: VELOCIDAD DE ENFRIAMIENTO
- PRINCIPALES FORMAS DE ENFRIAR EL ACERO DESPUES DEL TRATAMIENTO
- Aceite
- Agua
- Salmuera
- Aire
- Aceite
- PRINCIPALES FORMAS DE ENFRIAR EL ACERO DESPUES DEL TRATAMIENTO
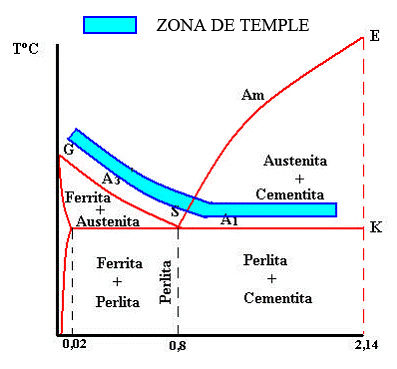
- TEMPLE
- El temple es un tratamiento térmico que permite un aumento significativo de las propiedades
mecánicas de los aceros. Este servicio consiste en dos etapas de procesamiento térmico: el temple
llevado a cado a temperaturas más elevadas con posterior enfriamiento rápido y una segunda etapa de
revenido en la cual se realiza el ajuste de dureza deseada a costa de un aumento de tenacidad
- Los procesos de temple se utilizan para impartir determinadas propiedades mecánicas a un
componente, con el fin de que resulte apto para el uso. El revenido es un tratamiento térmico a baja
temperatura (150 ºC a 650 ºC) destinado a eliminar las tensiones y la fragilidad provocadas por el
enfriamiento rápido y a desarrollar las propiedades mecánicas requeridas.
- Los procesos de temple se utilizan para impartir determinadas propiedades mecánicas a un
componente, con el fin de que resulte apto para el uso. El revenido es un tratamiento térmico a baja
temperatura (150 ºC a 650 ºC) destinado a eliminar las tensiones y la fragilidad provocadas por el
enfriamiento rápido y a desarrollar las propiedades mecánicas requeridas.
- El temple es un tratamiento térmico que permite un aumento significativo de las propiedades
mecánicas de los aceros. Este servicio consiste en dos etapas de procesamiento térmico: el temple
llevado a cado a temperaturas más elevadas con posterior enfriamiento rápido y una segunda etapa de
revenido en la cual se realiza el ajuste de dureza deseada a costa de un aumento de tenacidad
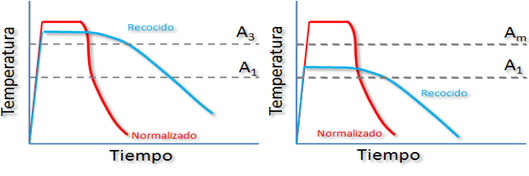
- RECOCIDO
- El recocido es un proceso de tratamiento térmico utilizado para reducir la dureza, aumentar la
ductilidad y ayudar a eliminar las tensiones internas.
- Beneficios Dependiendo de las propiedades
deseadas, los beneficios varían e incluyen:
Mecanizado más fácil. Estabilidad
dimensional. Mejora de las propiedades
mecánicas y eléctricas.
- ¿Cómo se lleva acabo? 1. Calentamiento a una temperatura entre 550° C y 650° C. 2. Mantenimiento de la temperatura entre
30 y 120 minutos de acuerdo al espesor de la pieza de trabajo. 3. Refrigeramiento lento y uniforme en
ceniza caliente o en el horno.
- El recocido es un proceso de tratamiento térmico utilizado para reducir la dureza, aumentar la
ductilidad y ayudar a eliminar las tensiones internas.
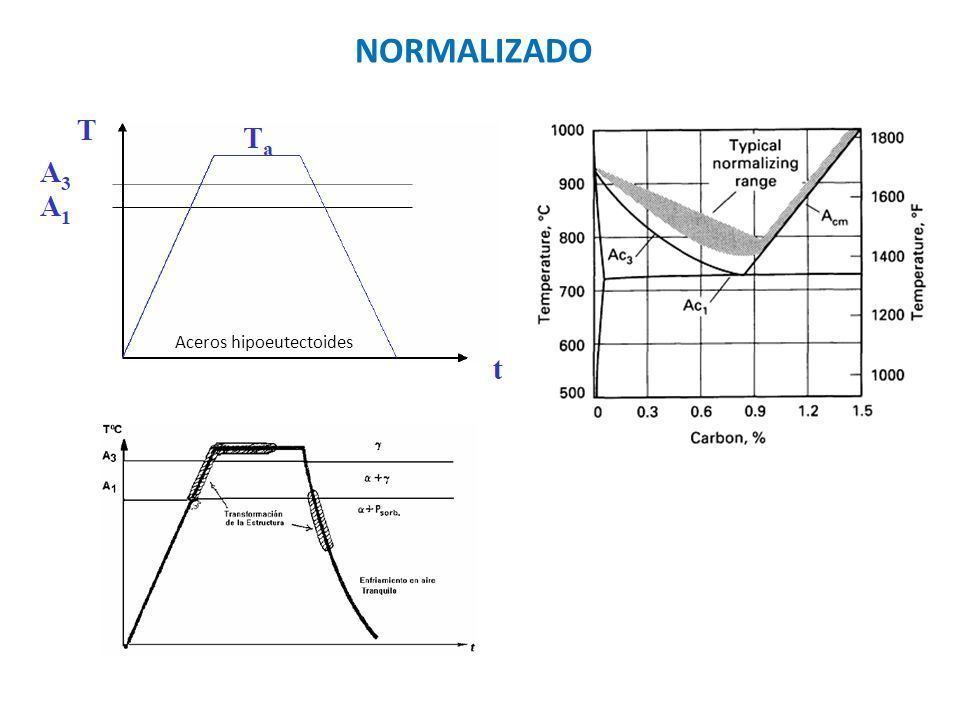
- NORMALIZADO
- La normalización tiene como objetivo proporcionar una estructura uniforme y de grano fino al acero. El
proceso se utiliza para obtener una microestructura predecible y una garantía de las propiedades
mecánicas del acero.
- Beneficios Tras el forjado, la laminación en caliente o la fundición, la microestructura de un acero es a
menudo poco homogénea y formada por granos de gran tamaño y componentes estructurales
indeseables, como bainita y carburos. Dicha microestructura tiene un impacto negativo en las
propiedades mecánicas del acero, así como en la maquinabilidad.
- ¿Cómo? Consiste en calentar el acero 50ºC por encima de la
temperatura crítica superior, asegurándonos la austenización
completa de toda su estructura, mantenerlo hasta que la
temperatura llegue al interior, sacarlo de la fragua y dejar
enfriar al aire.
- La normalización tiene como objetivo proporcionar una estructura uniforme y de grano fino al acero. El
proceso se utiliza para obtener una microestructura predecible y una garantía de las propiedades
mecánicas del acero.
- EDUARDO CAMPILLO RENTERIA FERNANDO SILVA FRIAS BRAYAN GUADALUPE SIFUENTES
Media attachments
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Want to create your own Mind Maps for free with GoConqr? Learn more.