3075228
Description
Quiz by Antonio Francisc4257, updated more than 1 year ago
|
|
Created by Antonio Francisc4257
over 9 years ago
|
|
Question 1
Question
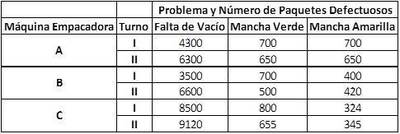
La empresa Fresmeat S.A. se dedica a procesar carnes frías. Mediante una inspección al 100% se detectaron problemas en las salchichas que es el producto que genera el 60 % de las utilidades. Los resultados de la semana pasada se presentan en la tabla. Considere que la gravedad de los tres problemas de la siguiente forma: falta de vacío (6), mancha verde (10), mancha amarilla (8). , analice qué problema es el que más afecta la variabilidad total del producto y detecte cuál es el más significativo. Con respecto al problema vital, qué máquina y qué turno afectan la variabilidad.
{kind=link}
Answer
-
Máquina C, Turno II
-
Máquina A, Turno II
-
Máquina C, Turno I
-
Máquina B, Turno II
-
Máquina B, Turno I
-
Máquina A, Turno I
Question 2
Question
Mediante la Norma INTE-ISO 2859-1:2005, un inspector general de servicios de administración necesita determinar los planes de muestreo simple para la información que se presenta en el cuadro
{kind=link}
Answer
-
A Letra Código E, n=8, Ac:6, Re:7 B Letra Código K, n=13, Ac:1, Re:2 C Letra Código Q, n=125, Ac:3, Re:4 D Letra Código D, n=8, Ac:1, Re:2
-
A Letra Código K, n=125, Ac:3, Re:4 B Letra Código D, n=8, Ac:0, Re:1 C Letra Código Q, n=500, Ac:6, Re:7 D Letra Código E, n=13, Ac:1, Re:2
-
A Letra Código Q, n=12, Ac:5, Re:6 B Letra Código B, n=8, Ac:1, Re:2 C Letra Código K, n=500, Ac:6, Re:7 D Letra Código F, n=133, Ac:5, Re:6
-
B Letra Código E, n=8, Ac:1, Re:2 C Letra Código F, n=400, Ac:3, Re:4 D Letra Código H, n=10, Ac:5, Re:6
Question 3
Question
En cierta empresa, para analizar el desempeño de un proceso y mejorarlo se analiza la proporción de defectuosos. Para ello toman subgrupos de tamaño 200 y se cuantifica la cantidad de defectuosos. Los datos obtenidos en los últimos seis días son: 10 6 12 7 9 6 8 9 8 6 10 9 13 9 11 6 15 7 4 8. Un consultor implementó hace un tiempo los gráficos de control para proporción de defectuosos y es el que ha estado utilizando la empresa hasta antes de tomar su parecer. El Gerente le pide que realice el gráfico de control para proporción de defectuosos y que le dé una explicación del significado de los límites obtenidos. El gerente le indica que el nivel de defectuosos máximo tolerable es de 5% y que este debería ser el límite superior. ¿Considera usted que es correcta esta sugerencia?
Answer
-
LSC=0,0864, LC=0,0432, LIC=0,000098 ,Proceso Estable
-
LSC=0,0864, LC=0,0432, LIC=0,000098 ,Proceso Inestable
-
LSC=12,11, LC=5, LIC=0, Proceso Inestable
-
LSC=12,11, LC=5, LIC=0, Proceso Estable
Question 4
Question
Siguiendo el caso anterior. el gerente indica que solicitó a los operarios mejoras específicas en el proceso y le pasa a usted los datos obtenidos en la semana posterior a las mejoras: 7 4 5 5 6 4 3 4 7 6 4 6 4 6 4 5 8 3 7 8.
¿Cómo se comportan los nuevos datos utilizando los límites de control obtenidos antes de la mejora? ¿Surtieron efecto las mejoras? ¿Cuál sería su propuesta de límites de control para el futuro?
Answer
-
Los datos se salen de los límites de control, los limites son mas estrechos pero el proceso es inestable; Los nuevos límites de control son :LSC=0,05 , LC=0,1 , LIC=0,
-
Los datos no se salen de los límites de control, los limites son mas estrechos y el proceso es inestable; Los nuevos límites de control son :LSC=0,5 , LC=1 , LIC=0,
-
Los datos se comportan igual, los limites son mas estrechos pero el proceso sigue estable; Los nuevos límites de control son :LSC=0,06 , LC=0,03 , LIC=0,
-
Los datos se comportan igual, los limites son mas estrechos pero el proceso es inestable; Los nuevos límites de control son :LSC=0,04 , LC=0,02 , LIC=0,
Question 5
Question
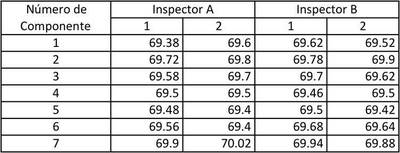
La compañía BomVa S.A. fabrica bombas y válvulas, algunos componentes críticos tienen tolerancias muy estrechas que son difíciles de cumplir. De aquí que sea necesario estimar el error de medición con el fin de ver la posibilidad de reducirlo para cumplir con las especificaciones. El ancho de un componente particular es una característica de calidad crítica, cuyas especificaciones son 69+-0.4 mm. Se seleccionaron dos inspectores para realizar un estudio R&R, y cada uno midió siete componentes dos veces con un vernier digital capaz de discriminar entre piezas que difieran en 0.02 mm. Los datos se muestran en la tabla. El Gerente de Calidad quiere saber si el sistema de medición es adecuado, así como cual es el componente que contribuye mayoritariamente al error de medición.
{kind=link}
Answer
-
El Proceso es aceptable . El componente que más influye sobre la variación total es la reproducibilidad
-
El Proceso es aceptable . El componente que más influye sobre la variación total es la repetibilidad
-
El Proceso es inaceptable y debe ser corregido. El componente que más influye sobre la variación total es la reproducibilidad
-
El Proceso es inaceptable y debe ser corregido. El componente que más influye sobre la variación total es la repetibilidad
Question 6
Question
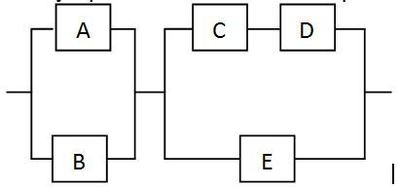
Una línea de producción de un componente electrónico se ensamblan las piezas de acuerdo con la figura. Si las confiabilidades de los componentes individuales para el mes de octubre del 2012 fueron CA=0,85, CB=0,75, CC=0,75, CD=0,90, CE=0,95 se le pide a usted como gerente de planta que determine la confiabilidad total del sistema para ese mes y que realice el análisis respectivo tomando en cuenta las partes individuales del sistema.
{kind=link}
Answer
-
La confiabilidad del Sistema es de un 99%. El segundo subsistema es menos confiable que el primero.
-
La confiabilidad del Sistema es de un 95%. El segundo subsistema es más confiable que el primero.
-
La confiabilidad del Sistema es de un 90%. El primer subsistema es más confiable que el segundo.
-
La confiabilidad del Sistema es de un 98%. El segundo subsistema es más confiable que el primero.
Question 7
Question
Su nombre es:
Answer
-
Elieth Gómez
-
Daniela Trigueros
-
Rodolfo González
-
Otro(a)
Want to create your own Quizzes for free with GoConqr? Learn more.