5357540
Descripción
Fichas por Mittunan Sivanathan, actualizado hace más de 1 año
Más
|
|
Creado por Mittunan Sivanathan
hace más de 8 años
|
|
|
|
Copiado por pelsin pelsin
hace más de 8 años
|
|
|
|
Copiado por Mittunan Sivanathan
hace más de 8 años
|
|
| Pregunta | Respuesta |
| Nennen und Erläutern Sie die zwei Möglichkeiten der strategischen Wettbewerbsdifferenzierung) | Niedriger Preis, bewirkt: -Effizienzsteigerung -Kostenreduktion -Konzentration auf Kernkompetenzen Exklusiver Nutzen, bewirkt: -Einzigartigkeit der Produkte -Strategische Positionierung -Kompetenzaufbau |
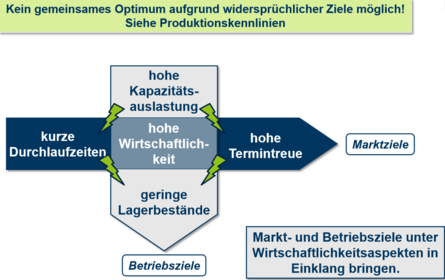
| Nennen Sie wichtige Leistungs-und Erfolgsindikatoren von Unternehmen (4 technische und 3 monetäre) | Technische Leistungs-/ Erfolgsindikatoren: -Umsatzanteile neuer Produkte -Entwicklungsdauer neuer Produkte -Durchlaufzeit,Termintreue -Kapazitätsauslastung -Bestände Monetäre Leisuntgs-/Erfolgsindikatoren: -Unternehmenswert -Eigenkapitel- und Umsatzrendite -Umsatzwachstum -Liquidität |
| Welche 4 Kostenarten(Direkte uund Indirekte) werden durch Bestandskosten beeinflusst? | 1.Kapitalkosten(Zinsen) 2.Lagerkosten (+Personalkosten, Kosten für Lagerfläche,Verwaltungskosten, Transportkosten, Kosten durch tote Lagerestände) 3.Opportunitätskosten 4.Kostensenkungspotentiale in der Produktion *1-4 sind wichtig () nur Zusatz |
| Warum verdecken hohe Bestände Kostenreduzierungspotentiale? | -Durch das Gefühl der Sicherheit durch die Lagerhaltung sinkt die Produktionsmoral -Verschwendung durch Unausgewogenheit der Anlagen(Kapazität) und überflüssiges Personal -Maßnahmen gegen Maschinenausfälle und Fertigungsfehler werden verzögert |
| Was sind Vor- und Nachteile hoher Bestände unter den Aspekten Kapazitätsuslastung und Lieferzeit | +reibungslose Produktion durch Störungsüberbrückung +kurze Lieferzeiten und prompte Lieferung +hohe Kapazitätsauslastung +wirtschaftliche Fertigung durch Konstante Kapazitätsauslastung -Prozessunsichterheit -Ausschuss -Logistikprobleme -mangelnde Flexibilität in Bezug auf Personal&Kapazität -hohe Durchlaufzeiten& damit lange Liegezeiten -unabgestimmte Kapazitäten -komplexe Materialflüsse |
| Welche Kosten steigen durch Produktkomplexität? Was sind die Konsequenzen, wenn Komlexitätskosten nicht den verursachenden Produkten zugerordent werden? | Bis zu 20% der Gesamtkosten in der Automobilindustrie entstehen durch Produktkomplexität Kostensteigerungen in: -Logistik/Verwaltung -Vertrieb -Forschung/Entwicklung -Einkauf/Materialwirtschaft -Produktion Konsequenzen: Durch das Verschwinden der Komplexitätskosten in den Gemeinkosten... -werden Nischenprodukte subventioniert -werden Standardprodukte zu hoch kalkuliert. -sinkt die Wettbewerbsfähigkeit mit Standardproduktion. |
| Was versteht man unter der Durchlaufzeit und welche Bestandteile enthält sie? | Die Auftrags-Durchlaufzeit ist die Zeit, die der Auftrag von der Freigabe für die Produktion bis zu seiner kompletten Fertigstellung benötigt. Bestandteile: - Bearbeitungs-/Rüstzeit - Kontroll-/Transportzeit - Liegezeit |
| Was versteht man unter dem Forrester-Effekt und wie kann man ihn verringern? | Auch genannt „Peitscheneffekt“ / „bullwhip effect“. beschreibt, dass die unterschiedlichen Bedarfsverläufe zu Schwankungen der Bestellmengen führen, die sich entlang der logistischen-Kette wie ein Peitschenhieb aufschaukeln können. Lösung: - Verzögerungszeit zwischen Material- und Informationsfluss senken - Steuerung durch SCM Systeme |
| In welche Teilbereiche wird die Arbeitsvorbereitung gegliedert? | Arbeitsplanung und Arbeitssteuerung |
| Welche Aufgaben hat die Arbeitsplanung und Arbeitssteuerung? | Arbeitsplanung umfasst die einmalig auftretenden Planungsmaßnahmen, welche unter ständiger Berücksichtigung der Wirtschaftlichkeit die fertigungsgerechte Herstellung eines Erzeugnisses sichern Arbeitssteuerung umfasst alle Maßnahmen, die für eine der Arbeitsplanung entsprechende Auftragsabwicklung erforderlich sind |
| Welche Unterlagen werden in der Arbeitsplanung erstellt? | Eingangsdokumente - Konstruktionszeichnungen - Marktprognosen Menge und Lieferzeit - Konstruktionsstücklisten Ausgangsdokumente - Arbeitsplan Montageplan - Bestellstückliste - NC-/RC- Programme - Montagestückliste - Werkzeugauswahl - Rohteile Halbzeuge - Fertigungsmittelplanung - Prüfmittelplanung - Prüfanweisungen |
| Nennen Sie zwei Darstellungsformen der Gantt-Diagramme? | 1. Ressourcensicht 2. Auftragssicht Ressourcensicht sind in der Vertikalen die Ressourcen aufgeführt und im horizontalen Zeitverlauf deren Belegung mit Aufträgen Auftragssicht sind in der Vertikalen die Aufträge aufgeführt und im horizontalen Zeitverlauf die durch diesen Auftrag belegten Ressourcen |
| Wozu werden Zeiten im Unternehmen benötigt? | |
| Welche Zeitanteile eines Auftrags werden in Verteilzeiten erfasst? Nennen Sie zwei Beispiele. | Soll-Zeiten sind Zeiten für Soll-Abläufe, die bei der Arbeitsplanung benutzt werden. Sie werden im allgemeinen aus zuvor erfassten Ist-Zeiten und Leistungsgraden abgeleitet (REFA-Normalleistung) oder basieren auf berechenbaren Planzeiten. Planzeiten sind Zeiten für bekannte Arbeitsabschnitte, deren Dauer mit Hilfe von Einflussgrößen berechenbar ist (Zerspanzeit). Planzeiten sind auch berechnete Sollzeiten für manuelle Arbeitsvorgänge (z.B. MTM (Methods Time Measurement) und WF (Work Factor) |
| Nennen Sie drei Möglichkeiten der Zeitermittlung mit jeweils einem Beispiel! | REFA-Zeitermittlung - Vorgabezeitbestimmung Bearbeitung eines Werkstücks mit all seinen Schritten an einer Station MTM-Zeitbestimmung - Einsatz im Industrial Engineering zur Planung manueller Arbeitsabläufe Stapeln von Bechern (Hinlangen → Becher greifen → Bringen → Fügen → Becher loslassen) TMU (Time Measurement Unit) - Bestimmung der Grund- und Verteilzeit |
| Was versteht man unter der REFA-Normalleistung und wie wird sie ermittelt? | REFA-Normalleistung ist eine Bewegungsausführung, die dem Beobachter hinsichtlich der Einzelbewegungen besonders harmonisch, natürlich und ausgeglichen erscheint. Sie kann erfahrungsgemäß von jedem eingearbeiteten Arbeiter auf die Dauer und im Mittel der Schichtzeit erbracht werden. Sie liegt in der Regel unter der Durchschnittsleistung, die von einem Arbeitenden erzielt wird |
| Nennen Sie die Vorteile des MTM-Verfahrens gegenüber REFA und nennen Sie Anwendungsmölichkeiten des MTM-Verfahren(LERN BEIDE) | . |
| Nennen Sie die vier Schritte für die Erstellung eines Arbeitsplan! | 1. Ausgangsteilbestimmung 2. Arbeitsvorgangsfolgeermittlung 3. Fertigungsmittelauswahl Lohngruppenauswahl 4. Vorgabezeitenbestimmung |
| Nennen Sie die Bestandteile des Arbeitsplans und die darin enthaltenen Daten. | - |
| Nennen Sie jeweils mindestens vier interne und zwei externe Faktoren die einen Einfluss auf die Wahl der Organisationsform haben! | Interne Faktoren - Leistungs- und Absatzprogramm - Ursprung und Entwicklung - Standort - Strategische Ziele - Fertigungstiefe - Fertigungsverfahren Externe Faktoren - Arbeitsmarkt - Technische Entwicklung - Beschaffungsmarkt - Politische und gesellschaftliche Entwicklung |
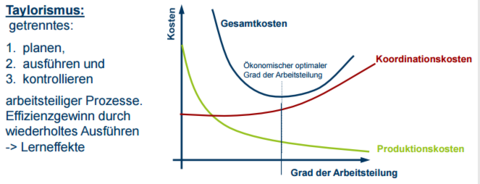
| Was versteht man unter Taylorismus? | |
| Stellen Sie die Gesamtkosten über den Grad der Arbeitsteilung als Funktion der beiden Haupteinflussgrößen dar! | |
| Was versteht man unter AUfbau - und Ablauforganisation? | Aufbauorganisation “wird die hierarchische Gliederung des Unternehmens in sogenannte Organisationseinheiten unterschiedlichen Umfanges verstanden“ Ablauforganisation „ regelt den grundsätzlichen Ablauf der normalen Geschäftsvorfälle in der Aufbauorganisation“ |
| Nennen Sie 4 der 6 Gestaltungsparameter einer Organisation!(alle) | 1. Arbeitsteilung und Aufgabengliederung (Hierarchieebenen) 2. Zentralisation und Dezentralisation, Delegation und Partizipation 3. Koordination 4. Standardisierung und Formalisierung 5. luK-Technologie 6. Verkehrswege und Leitungssysteme |
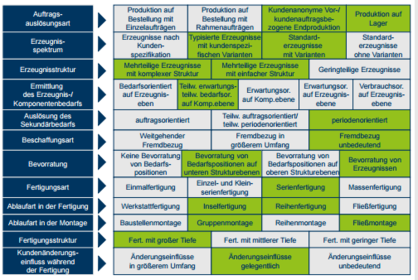
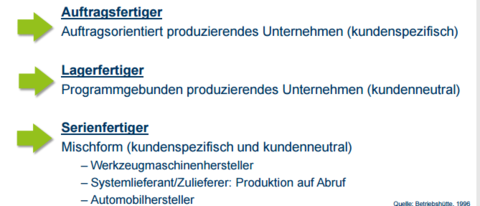
| Welche drei Betriebstypologien werden unterschieden und wodurch unterscheiden sie sich? Makieren Sie das Profil eines Serienfertigers im morphologische Kasten! | |
| Welche Vorteile sind mit der Parallelisierung von Produktentwicklung und Arbeitsvorbereitung verbunden? Welche Begriffe verwendet man dafür? | Durch einen früheren Markteintritt lassen sichhöhere Gewinne und höhere Marktanteile erzielen Bennenung Simultaneous / Concurrent Engineering |
| Nennen Sie je vier Vorteile und je zwei Nachteile von funktions- bzw. prozessorientieren Organisationen! Was sind die Nachteile einer sehr arbeitsteiligen funktionsorientierten Organisation? | . |
| Welche Ziele verfolgt man mit der Geschäftsprozessmodellierung? Nennen Sie mindestens 5! Nennen Sie die Ziele der Geschäftsprozessoptimierung! | Ziele -Aufdeckung von Schwächen der Prozessstruktur - Parallelisierung von Prozessen - Reduktion der Schnittstellenanzahl -Identifizierung unnötiger und doppelter Prozesse -Identifizierung von Medienbrüchen (IT) - Beurteilung des Prozessverhaltens - Beschleunigung von Entscheidungen 1. Aufnahme der Ist-Situation 2. Optimierung in SollSituation 3. Rückführung in das Unternehmen |
| Welche Sichten werden bei der ARIS-Modellierung unterschieden? (Was wird unter dem Begriff Steuerungssicht verstanden und welche Aufgabe übernimmt diese?) | Organisationssicht, Datensicht, Ressourcensicht, Funktionssicht Steuerungssicht - beinhaltet alle Sichten der ARIS Modellierung - beschreibt Verbindungen und Zusammenhänge zwischen Sichten - gibt ablaufbezogenen, zeitlich logischen Zusammenhang der Funktion wieder - weist höchsten Informationsgehalt auf |
| Welche Ziele hat die Digitale Fabrik? | - Unterstützung der Arbeitsplanung -Investitionssicherheit -Verkürzung der Inbetriebnahme und Ramp-Up Zeit -Steigerung der Produktivität |
| Aus welchen Modellelementen setzt sich das digitale Modell einer Maschine zusammen? | |
| Welche Eigenschaften eines Produktionssystems kann man mit der Ablaufsimulation simulieren? | . |
| In welche Kategorien können Teilefamilien untergliedert werden? | 1)Gestaltfamilie 2)Fertigungsfamilie 3)Fertigungsablauffamilie |
| Nennen Sie fünf Fertigungnsprinzipien nach dem Ordnungskriterium der räumlichen Struktur? | -Werkbankprinzip -Gruppenarbeitsprinzip -Fließprinzip -Baustellenprinzip -Werkstattprinzip |
| Nennen Sie dir vier Ziele, die durch die Einführung der Gruppenarbeit erreicht werden sollen! | . |
| Zeigen Sie grafisch die unterschiedlichen Einsatzbereiche automatisierter Fertigungskonzepte in Abhängigkeit der Produktivität und Flexibilität! | . |
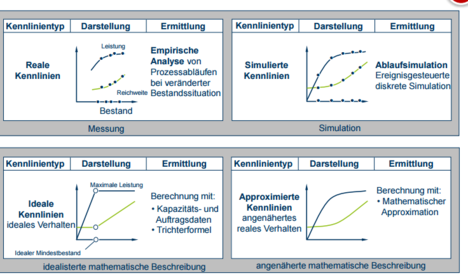
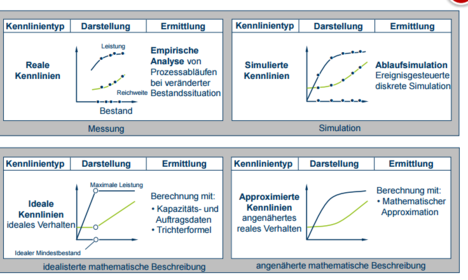
| Welche Typen von Produktionskennlinien werden unterschieden? | -reale Kennlinie(Empirie) -simulierte Kennlinie -ideale Kennlinie approximierte Kennlinie(Annäherung an das reale Verhalten) |
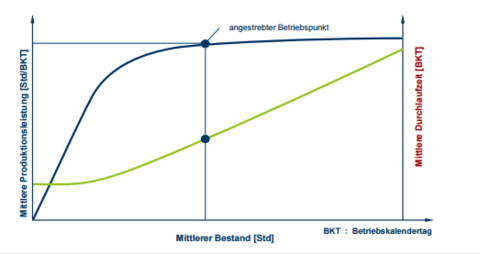
| Stellen Sie die Produktionskennlinie eines realen Systems im Produktionskennlinien-Diagramm dar! | . |
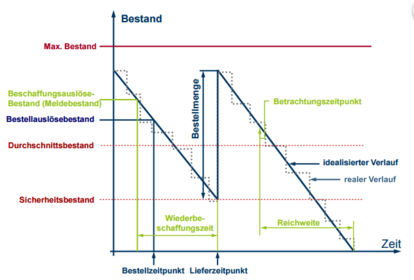
| Was versteht man unter dem Trichtermodell? | s |
| Warum sind mittlere Reichweite und mittlere Durchlaufzeit unterschiedlich? | Aufträge werden nicht nach dem FIFO-Prinzip abgearbeitet -->Reichweite ≠ Durchlaufzeit! Mittlere Durchlaufzeit = summe aller Durchlaufzeitfläche / Abgang im Bezugszeitraum |
| Charakterisieren Sie vier Typen von Produktionskennlinien! | |
| Stellen Sie die Produktionskennlinie eines realen Systems im Produktionskennlinien-Diagramm dar! | |
| Welche Paramter werden zur Berechnung des idealen Mindestbestandes herangezogen? | BImin Mindestbestand -ZAUi auftrageszeit des Arbeitsvorgangs -n Anzahl Arbeitsvorgänge im Bezugszeitraum |
| Nennen Sie drei Hauptparameter der idealen Leistungskennlinie und einen Parameter der approximierten Leistungskennlinie! | Hauptparameter der idealen Leistungskennlinie: - maximal mögliche Leistung - idealer Mindestbestand - Überlappungsgrad (Teillieferung von Losen) Parameter der approximierten Leistungskennlinie: - Streckfaktor |
| Zeichnen Sie eine ideale und reale Produktionskennlinie! | |
| Grenzen Sie ERP,PPS,MES ab. Was versteht man unter SCM? | - ERP (Enterprise Ressources Planing): allgemeine Softwarelösung für den betriebswirtschaftlichen Ablauf in Produktion, Vertrieb, Logistik und Finanzen - PPS: Planung, Steuerung und Überwachung der Produktionsabläufe, vom Kundenauftrag bis zum Versand (unter Mengen-, Termin-, Kapazitätsgesichtspunkten) -MES: (Manufacturing Execution System): Betriebsleitung, -steuerung und – überwachung - SCM (Supply Chain Management): unternehmensübergreifende Koordination der Materiel-und Informationsflüsse über den gesamten Wertschöpfungsprozess von Rohstoffgewinnung bis zum Endkunden Unterscheidung: -aufgrund der uterschiedlichen Ebenen vom kleinsten Bereich, PPS in ERP, und SCM eingebunden -die Feinsteuerung der Werkstattaufträge übernimmt das MES |
| Nennen Sie die fünf Gründe für die Bedeutungssteigerung der PPS! | |
| Beschriften Sie das Zielsystem der PPS! | |
| Nennen SIe die Vor- und Nachteile der analytischen und der synthetischen Erzeugnisstruktur. | Seite 22 Vorlesung analytischen Nachteile Es ist nicht ersichtlich, in welche anderen Erzeugnisse die Teile oder Baugruppen auch eingehen. synthetischen Nachteile Es ist nicht ersichtlich, welche Elemente noch in die Baugruppe bzw. das Erzeugniseingehen |
| Was versteht man unter Grund- und Bewegungsdaten? | Grunddaten: statische Daten -Stammdaten -Strukturdaten Bewegungsdaten: Daten, die einer häufigen Veränderung unterworfen sind -Auftragsdaten |
| Nennen Sie die vier Kern- und die drei Querschnittsaufgaben der PPS! | Kernaufgaben 1.Produktionsprogrammplanung, 2.Produktionsbedrafsplanung 3.Eigenfertigungsplanung und –steuerung 4.Fremdfertigungsplanung und -steuerung Querschnittsaufgabe 1.Auftragskoordination, 2.Lagerwesen, 3. PPS-Controlling |
| Was versteht man unter Brutto-Sekundärbedarf und wie wird er ermittelt? | Bruttosekundärbedarfsermittlung: Die Primärbedarfe werden nach Stücklisten in Sekundärbedarfe aufgelöst (Rohstoffe, Einzelteile und Baugruppen) Methoden -Produktionsprogrammplanung -Produktionsbedarfsplanung |
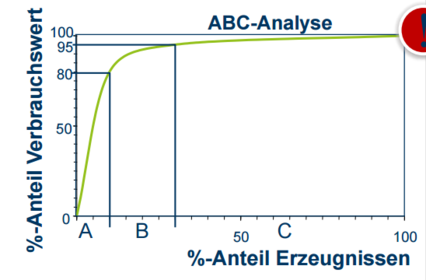
| Skizzieren Sie ein ABC-Diagramm uns beschriften Sie dieses vollständig. | |
| Zeichnen Sie ein Diagramm für die verbrauchsorientierte Bedarfsmittlung und beschriften Sie dieses! | |
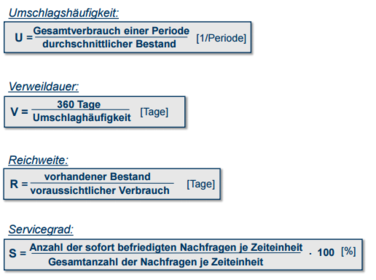
| Nennen Sie die vier Kennzahlen zum Bestandsmonitoring (Name+Formel)! | |
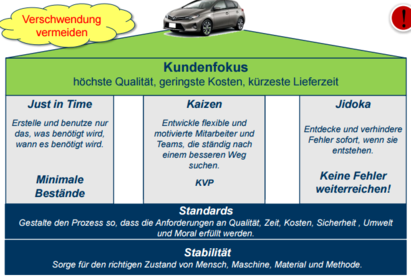
| Was ist der wesentliche Grundsatz des Toyota-Produktionssystems? | Grundsatz Völlige Beseitigung von Verschwendung! Ansätze 1.Just-In-Time Das richtige Teil ist zum richtigen Zeitpunkt am Ort des Bedarfes -->konsequente Umsetzung führt zum Lagerbestand Null 2.Autonome Automation Verhinderung der Produktion von Fehlteilen durch automatisierte Störfallerkennung (Stoppprinzip) und der automatisierten Einleitung von Gegenmaßnahmen |
| Zählen Sie die sieben Arten der Verschwendung auf! | 1.Überproduktion 2. Wartezeit 3. Bestand 4. Bewegung 5. Nacharbeit 6. Transport 7. Prozessüberfüllung |
| Nennen sie fünf Ursachen, die zu Wartezeiten in der Produktions führen! | 1. Zu hohe Arbeitsteilung 2. Wartezeiten im Prozess 3. Prozessplanung 4. Falsche Produktionsvorgaben 5. Maschinenleistungzu hoch 6. Maschinelle Defekte 7. Fehlende Materialienen 8. Fehlerhafte Vorprodukte 9. Fehlende Mitarbeiter |
| Beschriften Sie das Haus des Toyota-Produktions führen! | |
| Was versteht man unter Nivellierung und Glättung der Produktion? | Nivellierung - Bestimmung der Effizienz durch simulierten Auftrag - Genauigkeit der Bestellmenge bestimmt Effizienz - Optimierung des Prozesses, Beginn beim letztgelagerten Prozess Glättung -Aufteilen der Tagesproduktion in Teilmengen - zyklisches Heranziehen der benötigten Teile durch den nachgelagerten Prozess |
| Nennen Sie sechs kennzeichnenden Merkmale und Eigenschaften von U-förmigen Fertigungslinien! | Aufstellung in der Reihenfolge der Arbeitsgänge entgegen dem Uhrzeigersinn. 1. Eingang und Ausgang: Bedienung von einer Person 2.Produktion in Taktzeit nach dem Pull-Prinzip 3.Streben nach Linieneffizienz durch gegenseitige Unterstützung – Teamgeist und Mehrmaschinenbedienung 4.Wegminimierung 5.Arbeit im Einzelstückfluss 6.Werkeranzahl wird der Produktionsschwankung flexibel angepasst |
| Was ist Autonomation? | Die Autonomation zielt darauf ab, alle Fertigungsprozesse mit den Werkzeugen, Maschinen, Fertigungslinien, ganze Fabriken fehlervermeidend zu gestalten oder mit störungsreaktiven Mechanismen auszurüsten. Die Abweichungen erkennen und sofort für ein Anhalten der Prozesse sorgen |
| Was bedeutet das STOPP-Prinzip? Was wird damit erreicht? | Selbe prinzip wie bei Autonotmaion nur das es auch bei der Produkt-, Finanz- und Fertigungskonstitution anwendbar ist |
| Wie funktioniert Kanban? | seite 42 Vorlesung |
| Welche Schritte umfasst die 5S-Methode? | Systematische Vorgehensweise, um den Arbeitsplatz zu strukturieren, aufzuräumen und sauber zu halten und damit Fehler zu vermeiden. 1. Sortieren 2. Systematisieren 3. Säubern, 4. Standardisieren 5. Selbstdisziplin |
| Erläutern Sie den Unterschied zwischen wertsteigernden, nicht wertsteigernden Tätigkeiten und Verschwendung. | wertsteigernde Tätigkeiten Reale Arbeit am Produkt, die dieses im Sinne des Kundenwunsches fehlerfrei verändern nicht-wertsteigernde Tätigkeiten Erforderliche Arbeiten im Zusammenhang mit der eigentlichen Aufgabe, die nicht unmittelbar wertsteigernd sind Verschwendung (Kostensteigernde Tätigkeiten) Muri, Mura & Muda Mura: Unausgeglichen / Ungleichmäßig Muri: Überlastung Muda: Die 7 Arten der Verschwendung |
| Wie sollte mit nicht-wertsteigernden Tätigkeiten und wie mit Verschwendung bei der Optimierung eines Wertstromes umgegangen werden? | kene ahnung |
| Nennen Sie drei der sieben Arten der Verschwendung und erläutern diese anhand eines jeweiligen Beispiels.(alle) | Wartezeit Zeit, in der keinewertschöpfende Tätigkeit stattfindet Bestand Lagerung von Teilen /Material über die ausKundensichterforderlichen Menge hinaus Bewegung Überflüssige Bewegungen vonArbeitern oder Material innerhalb eines Prozesses Nacharbeit Wiederholung /Korrektur eines Prozesses Transport Überflüssige Materialbewegungen Prozessüberfüllung Tätigkeiten, die weder vom Kunden verlangt werden, noch zur Wertschöpfung beitragen Überproduktion Frühere, schnellereund größere Mengen als vom Kunden verlangt |
| Wodurch unterscheiden sich Wertstromanalyse und Wertstromdesign? | 1. Wertstromanalyse Die Aufnahme und Analyse des gelebten IST-Wertstroms stellt die Basis für eine erfolgreiche Optimierung dar. 2. Wertstromdesign Das Wertstromdesign beschreibt, wie die aktuelle Fertigung zukünftig funktionieren soll |
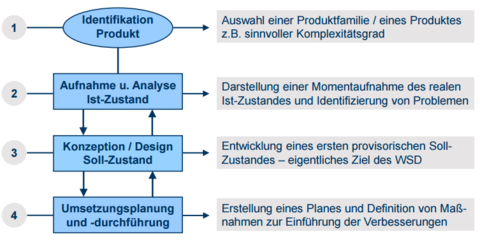
| Zeichnen Sie den Ablaufplan zur Erstellung und Optimierung eines Wertstromes. | |
| Welche Probleme können während der Produktentwicklung auftreten? | -menschliche Schwächen -mangelnde Transparenz -unvollständige Änderungen -unzureichende Kommunikation -unklare Ziele -hochdynamische Märkte -mangelnde Zulieferereinbindung |
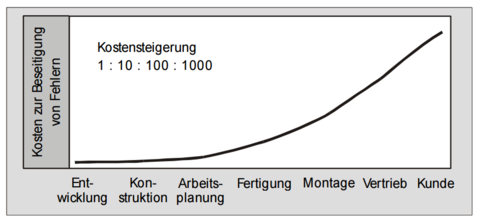
| Welcher Zusammenhang besteht zwischen den Kosten der Fehlerentstehung und -behebung im Produktlebenslauf? | Rule of Ten je später ein Fehler in den Phasen der PE entdeckt wird , umso höher werden die Kosten zur Behebung dieses Fehlers 10*Fach Regel |
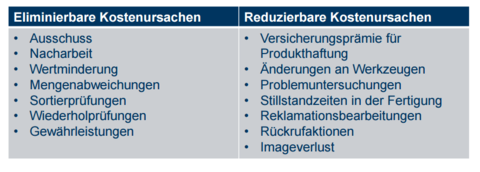
| In welche zwei Kategorien lassen sich FMEA-Kostensenkungs-potenziale einteilen? Nennen Sie jeweils fünf Beispiele! | |
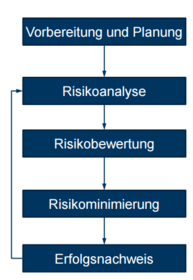
| Skizzieren Sie die Vorgehensweise zur Erstellung einer FMEA! | |
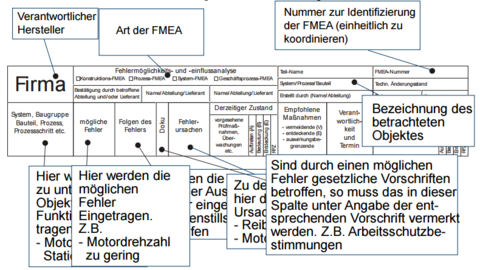
| Welche Informationen umfasst ein FMEA-Formblatt? Vorlesung zu Formblatt anschauen 10_1 Ergänzung | |
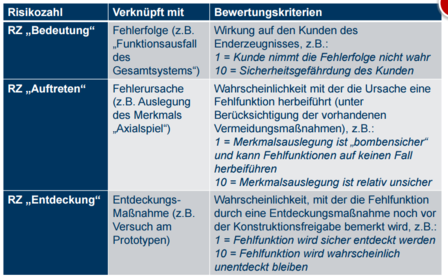
| Welche Risikozahlen werden in der FMEA verwendet? Wie werden diese bewertet? | Das Risiko wird nach 3 Kriterien beurteilt: B = Bedeutung der Fehlerfolgen A = Auftretenswahrscheinlichkeit der Fehlerursache E = Entdeckungswahrscheinlichkeit der Fehlerursache, der Fehlerart Die Beurteilungen werden in Zahlen von 10 bis 1 ausgedrückt, wobei 10 für „hohes Risiko“ oder „schlecht“ und 1 für „geringes Risiko“ oder „gut“ steht. |
| Wie berechnet sich die Risikoprioritätszahl? Welche Aussage erlaubt diese? | RPZ= B*A*E |
| Beschreiben Sie die verschiedenen FMEA-Arten! | System-FMEA Mit der System-FMEA soll das funktionsgerechte Zusammenwirken zwischen Systemen bzw. Systemkomponenten sowie deren Schnittstellen betrachtet werden. Dies hat den Vorteil, das die Zusammenhänge und Wechselwirkungen des Gesamtsystems transparent werden Konstruktions-FMEA Ausgehend von den Forderungen aus System-FMEA, Zeichnung, Lastenheft, u. a. wird in der K-FMEA die Merkmalsebene bearbeitet. Ziel ist es, die konstruktive Auslegung der Merkmale sicherzustellen. Untersucht werden Bauteile bzw. Baugruppen niedriger Komplexität Prozess-FMEA Ein Prozess ist: Die Gesamtheit von in Wechselbeziehungen stehenden Abläufen, Vorgängen und Tätigkeiten durch welche Werkstoffe, Energien und Informationen transportiert oder umgeformt werden. |
| Welche Schritte sind zur Einführung der FMEA im Unternehmen notwendig? | Entscheidung der Unternehmensleitung Bildung einer Projektgruppe zur Ausarbeitung eines Einführungsplanes Erstellen eines Risikoprofils der Produkte und Prozesse Abschätzung des Aufwandes und des Arbeitsumfangs für die FMEA, evtl. Auswahl geeigneter Unterstützung durch Software Information und Schulung der notwendigen Mitarbeiter Information der internen und externen Kunden Bilden der Arbeitsteams und Entwickeln der organisatorischen Abläufe Benennung der Koordinatoren und Moderatoren Beginn der FMEA für das dringendste Objekt Ausweiten der FMEA auf die nachfolgenden O bjekte und die Lieferanten Ständige Pflege des FMEA-Datenbestandes |
| Wie wird eine FMEA vorbereitet? | Gesamtsysteminformationen: Vor allem Zulieferer benötigen Informationen darüber, wie sich Fehler ihres Bauteils im Gesamtsystem auswirken Quality Function Deployment Eingangsinformationen in die FMEA: Kundenanforderungen, Leistungsmerkmale des Produktes, konstruktive Merkmale, Prozessmerkmale,Parameter Pflichtenheft, gesetzliche Vorschriften: Im Pflichtenheft sind Anforderungen an ein System festgehalten, beispielsweise Einsatzbedingungen, Abmessungen, Gewicht, Leistung Zeichnungen und Stücklisten: werden bei der Konstruktions-FMEA benötigt, um bestimmte Problemstellungen veranschaulichen und diskutieren zu können. FMEAs: die zu ähnlichen Konstruktionen angefertigt wurden, enthalten in der Regel interessante Informationen und können als Anleitung dienen Sonstige Informationen: z. B. Versuchsberichte usw., können in verschiedenen Schritten der FMEA hilfreich sein |
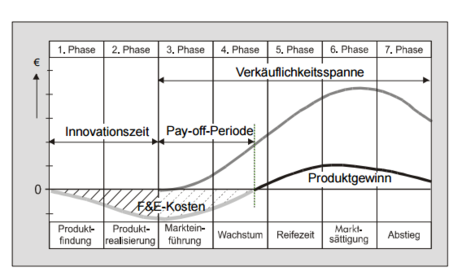
| Skizzieren Sie die monetäre Entwicklung über den Produktlebenszyklus! | |
| Was ist die Zielsetzung von QFD? | 1. Die Kundenerwartungen an das Produkt sicher erfüllen 2. Aus verbalen Kundenwünschen klare technische Spezifikationen erstellen 3. In allen beteiligten Bereichen ein sehr detailliertes Produktwissen aufbauen 4. Die Teamarbeit fördern durch das gemeinsame Erarbeiten von Lösungen 5. Reduzierung der Entwicklungszeiten 6. Minimierung des Änderungsaufwandes 7. Fehlentwicklungen, die am Markt vorbeigehen sicher vermeiden 8. Unterstützung einer Produkt- und Konkurrenzanalyse |
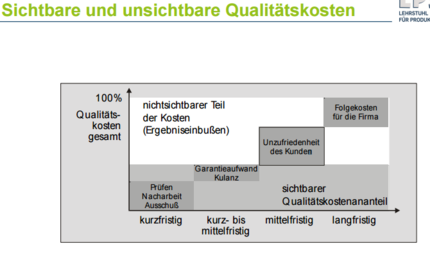
| Wie setzen sich die Qualitätsgesamtkosten zusammen? | |
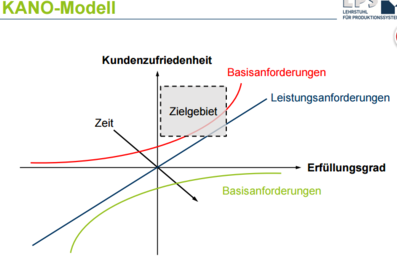
| Erläutern Sie die grundlegenden Arten von Kundenwünschen! | Basisanforderungen Der Kunde setzt die Erfüllung unterbewusst voraus. Leistungsanforderungen Leistungsanforderungen müssen befriedigt werden, um Kundenzufriedenheit zu erreichen. Begeisterungsanforderungen neue Qualitätsmerkmale, die vom Kunden nicht gefordert werden, die aber vom Kunden positiv bewertet werden |
| Skizzieren Sie das KANO-Modell! | |
| Wie können Kundenanforderungen ermittelt werden? | -Marktanalysen -Kundenbefragungen - Fragebogenaktion -Auswertung von Reklamationen -Konkurrenz beobachten - Auswertung der Fachpresse -Berichte des Außendienstes - Informationsaustausch Technik/Service/Vertrieb -Kontakt zu Verbänden, Zulieferern, Hochschulen |
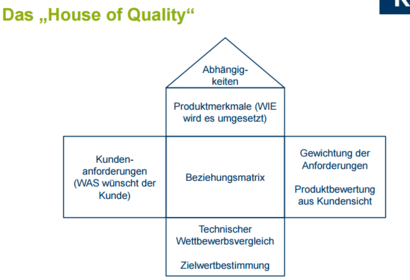
| Skizzieren Sie das House of Quality! | |
| Was sind Vorraussetzung für die Einführung von QFD? | -Management überzeugen - Pilotprojekt definieren (Produkt, Kunden, Bereich) - Grundvoraussetzungen schaffen (Zeit, Verantwortung, Management, Team) -Individuellen QFD-Prozess bestimmen - QFD-Pilotprojekt durchführen - Schulung des Teams - QFD in die Unternehmensprozesse integrieren - Kundenkontakte etablieren |
| Wie ist die Vorgehensweise beim Paarweisen Vergleich? | seite 151 |
| In welche Kategorien können Anforderungen eingeteilt werden? Erläutern Sie diese! | M = Mussanforderung: Das technische Merkmal muss auf jeden Fall realisiert werden. S = Sollanforderung: Das technische Merkmal soll nach Möglichkeit realisiert werden, wenn keine schwerwiegenden Gründe gegen die Realisierung sprechen. W = Wunsch: Das technische Merkmal wird dann realisiert, wenn die Realisierung technisch und wirtschaftlich unproblematisch ist und die Erfüllung vonMuss- und Sollanforderungen zeitlich nicht behindert |
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
¿Quieres crear tus propias Fichas gratiscon GoConqr? Más información.