35648602
Description
Flashcards by Shary Pineda, updated more than 1 year ago
|
|
Created by Shary Pineda
about 3 years ago
|
|
| Question | Answer |
| Definición de Balanceo de línea de ensamble: Una serie de estaciones de trabajo de montaje manual o automatizado en las cuales se ensamblan en secuencia un producto o varios. |
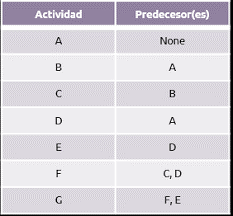
Concepto de Relación de precedencia:
Es el orden en que se deben desempeñar las tareas en el proceso de ensamble.
Cuando se está construyendo el diagrama de red, todas las actividades en la estructura de separación del trabajo están relacionadas con por lo menos dos actividades más una actividad sucesora y una predecesora.
Image:
Opera (binary/octet-stream)
|
| Tiempo de ciclo: Es el tiempo máximo que permanece el producto en cada estación de trabajo. Se obtiene por medio de cronómetro a través de un estudio de tiempos. Puede aplicarse tanto de manera global al proceso como a nivel de sub procesos y estaciones de trabajo. |
Ejemplo:
Se pinta un lote de 30 cuadros de madera en 15 minutos, por lo tanto, el tiempo de ciclo del lote es de 15 minutos. ¿De cuánto es el tiempo de ciclo para un cuadro?
Tiempo de ciclo por unidad= 15 min*60 seg
30
Tiempo de ciclo= 30 segundos
Image:
Tiempo (binary/octet-stream)
|
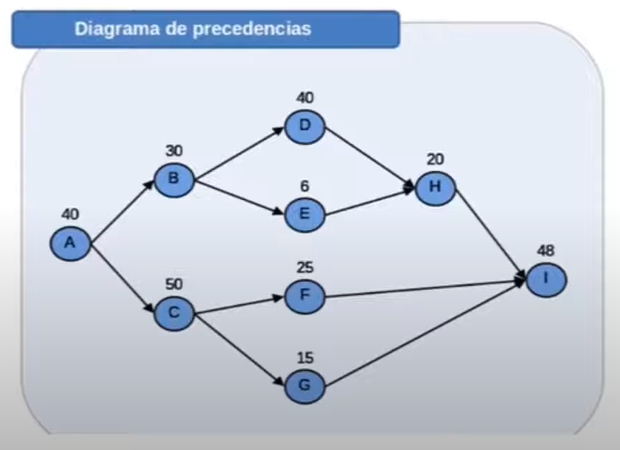
| Diagrama de precedencia: Es la representación esquemática del orden aprobado de las actividades que componen un proyecto, así como las interrelaciones de las actividades para alcanzar los objetivos, las actividades se vinculan gráficamente mediante una o más relaciones lógicas para indicar la secuencia en que deben ser ejecutadas. |
Los círculos o nodos representan las actividades en sí, y las flechas las relaciones de precedencia o dependencia cronológica y secuencial, en la parte superior del nodo se coloca el tiempo de duración o ejecución de la misma, todas las actividades deben regirse por una misma unidad de tiempo.
Image:
Oper (binary/octet-stream)
|
|
Demora de Balance
Definición:
Cantidad total de tiempo ocioso en la línea que resulta de una división desigual de los puestos de trabajo.
Image:
Ol (binary/octet-stream)
|
Concepto: El balanceo de la línea de producción es un factor critico en cuanto a la actividad de una empresa. Su objetivo es encontrar una distribución de la capacidad adecuada, por lo que la demora de balance es la cantidad que resulta de una división desigual y para realizar una tarea determinada es importante eliminar el tiempo ocioso. |
| Distribución de una línea de ensamble. Concepto: Es una locación diseñada a lo largo de la trayectoria del flujo de trabajo en la cual una o más operaciones de trabajo son realizados por uno o más trabajadores. Estos elementos de trabajo representan pequeñas porciones del trabajo total que debe ser completado para el ensamble del producto. | Definición: • En una línea de ensamble, el producto generalmente se mueve en forma automatizada, tal como una banda de transportación, a través de una serie de estaciones de trabajo hasta que se complete. • Esta es la manera en que se ensamblan los automóviles, y se producen los aparatos de televisión y los hornos, o las hamburguesas de comida rápida |
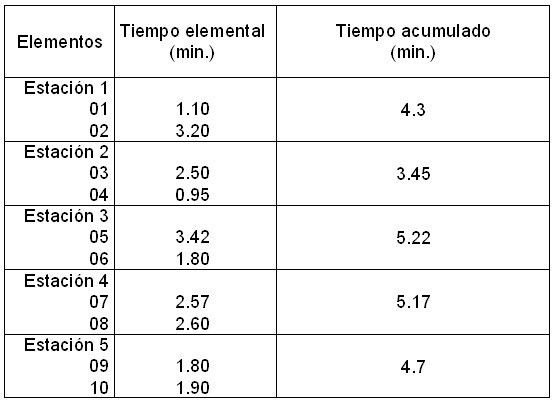
| Tiempo de tarea: Consiste en agrupar actividades u operaciones que cumplan con el tiempo de ciclo determinado con el fin de que cada línea de producción tenga continuidad. En cada estación o centro de trabajo, cuente con un tiempo de proceso uniforme o balanceado, de esta manera las líneas de producción pueden ser continuas y no tener cuellos de botella. |
En una operación que consta de 10 elementos se quiere asignar estos a 5 estaciones de trabajos y determinar la producción diaria siendo que se trabajan los 3 turnos.
El orden de los elementos no puede variar de acuerdo con el proceso.
Image:
123 (binary/octet-stream)
|
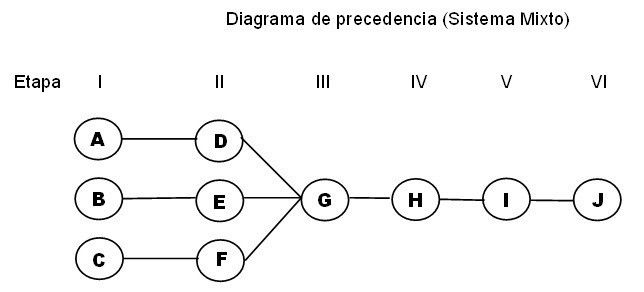
| Modelo mixto para balancear la línea: Implica programar varios modelos que se producirán un día o semana en una misma línea de manera cíclica. |
El objetivo es satisfacer la demanda de diversos productos y evitar que se formen inventarios grandes pero que cumple efectivamente las restricciones de cada ciclo o línea.
Image:
L (binary/octet-stream)
|
|
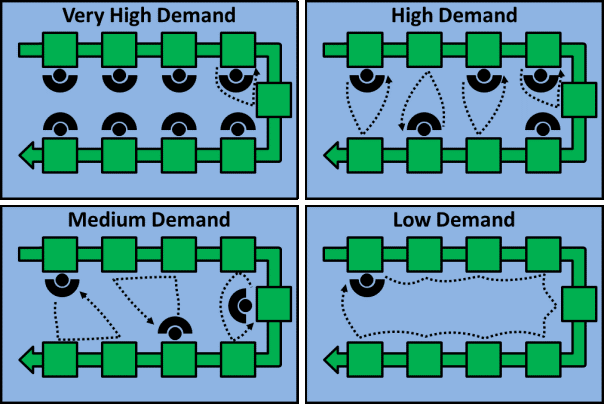
Distribución de línea flexible y en forma de U:
Concepto: Este tipo de distribución permite abordar los problemas de las líneas de ensamble, de tiempos desiguales de las estaciones de trabajo.
Image:
Lo (binary/octet-stream)
|
Definición: El balanceo de la línea de ensamble muchas veces da por resultado que los tiempos de las estaciones de trabajo sea asimétricos. La célula de trabajo en forma de U puede reducir el movimiento de materiales y personal. La forma de U también puede disminuir los requerimientos de espacio, mejorar la comunicación, reducir el número de trabajadores y facilitar la inspección. |
| Técnica Heurística: Se utiliza para la resolución de problemas usando procedimientos y reglas en vez de optimización matemática. Pasos para balancear una línea de ensamble, técnica heurística 1. Dibujar el diagrama de precedencia 2. Determinar el tiempo de ciclo de la estación de trabajo 3. Determinar el número mínimo teórico de estaciones de Calcular la eficiencia del balanceo trabajo 4. Seleccionar las reglas de asignación 5. Hacer la asignación de las tareas para formar las estaciones de trabajo 6. Calcular la eficiencia del balanceo 7. Evaluar la solución | Técnica Ordenadora de las Posiciones Ponderadas (TOPP): Se utiliza para la resolución de problemas la optimización matemática. Pasos para balancear una línea de ensamble, técnica ordenadora de las posiciones Ponderadas 1. Visualizar el diagrama de procedencia. 2. Determinar el tiempo de ciclo de la estación de trabajo: 3. Seleccionar las reglas de asignación: 4. Realizar la asignación de las tareas para formas las estaciones de trabajo. 5. Calcular la eficiencia del balanceo |
| División de las tareas: Cuando el tiempo requerido para una tarea es mayor al tiempo de ciclo de la estación de trabajo; las posibilidades de incluirlo son: | • Dividir la tarea; • Compartir la tarea; • Utilizar estaciones de trabajo paralelas; • Emplear el trabajador más capacitado; • Trabajar horas extras; • Rediseño. Distribución en línea flexibles y en línea con forma. |
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Want to create your own Flashcards for free with GoConqr? Learn more.