12182655
Description
Flashcards by Alpcan Güray, updated more than 1 year ago
|
|
Created by Alpcan Güray
almost 7 years ago
|
|
| Question | Answer |
| Was sind die 3 Hauptfehlerarten und Ihre Unterarten | -Oberflache=> Anhau und Nachlaufkanten, Abdrücke, Einfallstellen, Faltenbildung -Abstreckung=> Übermaßiges Ausdünnen Reißer -Maßhaltigkeit=> Aufsprung |
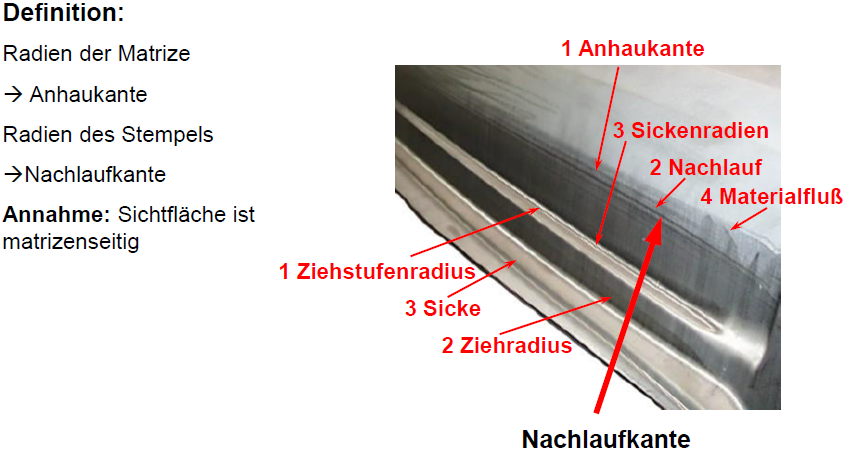
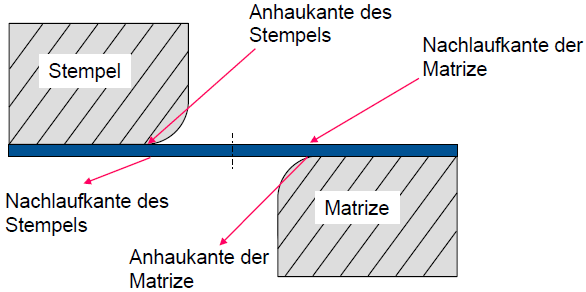
| Was sind Anhau- und Nachlaufkanten |
Image:
Image (binary/octet-stream)
|
| Wo und Warum entstehen Anhau- und Nachlaufkanten |
Ort: Erster Kontakt des Ziehstempels, bzw. der Ziehmatrize mit dem Material
Ursache: Hoher Gradient der Flächenpressung der Werkzeugprofilradien und Rückfederung des zurückgebogenen Materials
Image:
Image (binary/octet-stream)
|
| Korrekturmöglichkeiten von sichtbaren Anhau- und Nachlaufkanten | Durch Veränderung des Blechhalterdruckes oder der Ziehsickenform lassen sich die Anhau und Nachlaufkanten von Stempel und Matrize beeinflussen Vergrößern des Stempel und Matrizenradius (Reduzierung der Sichtbarkeit) Verringern der Stößelgeschwindigkeit Außenhautteile werden grundsätzlich „auf dem Stempel“ beschnitten Anhaukante des Matrizeneinlaufradius im Abfallbereich ->zusätzliche Beschneideflächen ->steigender Materialaufwand Anmerkung: Entscheidend für die Sichtbarkeit von Anhau- und Nachlaufkanten ist die Flächenkrümmung des fertigen Bauteils |
| Arten von Abdrücken | -Oberflächenabrieb an den Matrizenkanten -Druckstellen durch Materialablagerung in den Ziehflächen -Markierung in der Blechoberfläche |
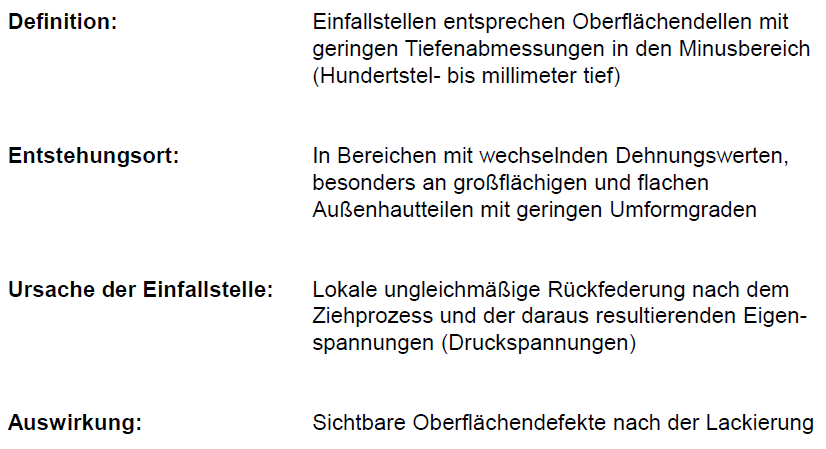
| Definition, Entstehungsort, Ursache und Auswirkung Einfallstellen |
Image:
Image (binary/octet-stream)
|
| Koorrekturmöglichkeiten Einfallstellen | Besseres Ausstrecken der Platine durch höheren Blechhalterdruck Blechhaltertragebild verbessern Schmierbild verändern Überbombieren der Form • Einschweißen und Auftuschieren (sehr zeitaufwendig) • Auftragen von Kunststoff und Hinschleifen der Form (geht schneller) • Aufkleben von Tesafilmstreifen (geht am schnellsten) |
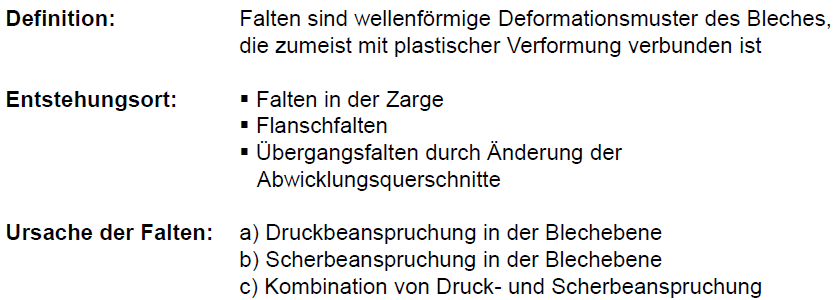
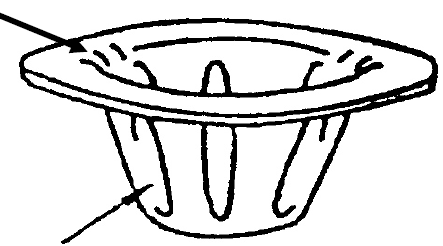
| Definition, Entstehungsort, Ursache def Falten |
Image:
Image (binary/octet-stream)
|
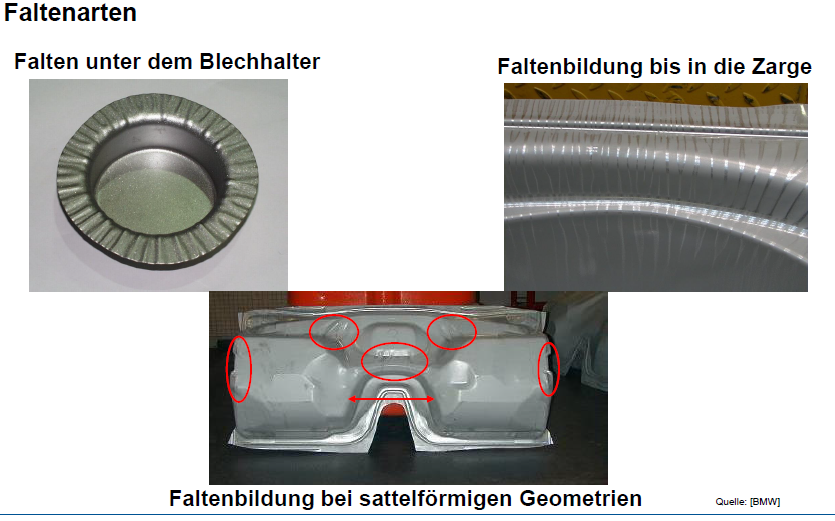
| Faltenarten |
Image:
Image (binary/octet-stream)
|
| Wie Bilden sich die Falten in Eckradien? | Kleine Eckradien bedeuten einen großen Materialeinzug, dadurch starke Materialaufdickung. Große Eckradien bedeuten weniger Materialeinzug und damit eine geringere Materialaufdickung. |
| Wie entsteht die Falten unter dem Blechhalelter (Falten 1. Art) |
Hohe Druckkräfte bei großem Flansch
Geringe Blechhalterkraft
Blechdickenverteilung und ungenaues Tuschieren
Image:
Image (binary/octet-stream)
|
| Wie Entstehen Falten im Matrizenradius – (Falten 2. Art) |
Bei zu großem Ziehradius können Falten entstehen.
Die im Radius entstandene Falte kann dann bis in die
Zarge weiterwandern
Image:
Image (binary/octet-stream)
|
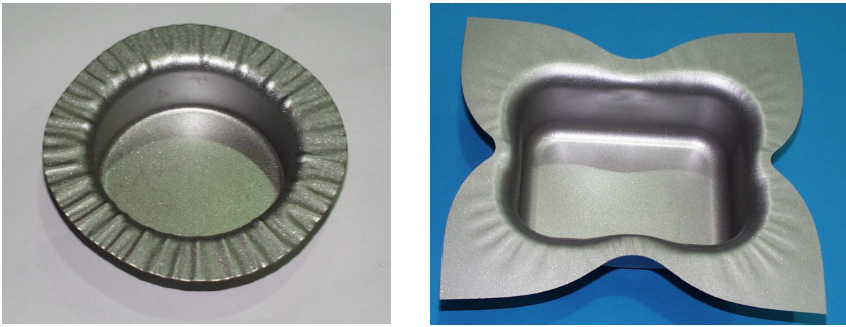
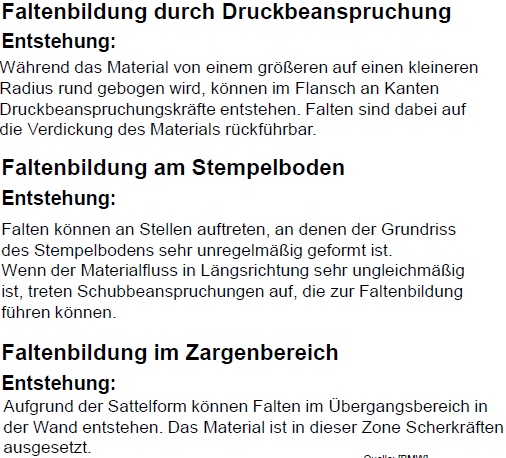
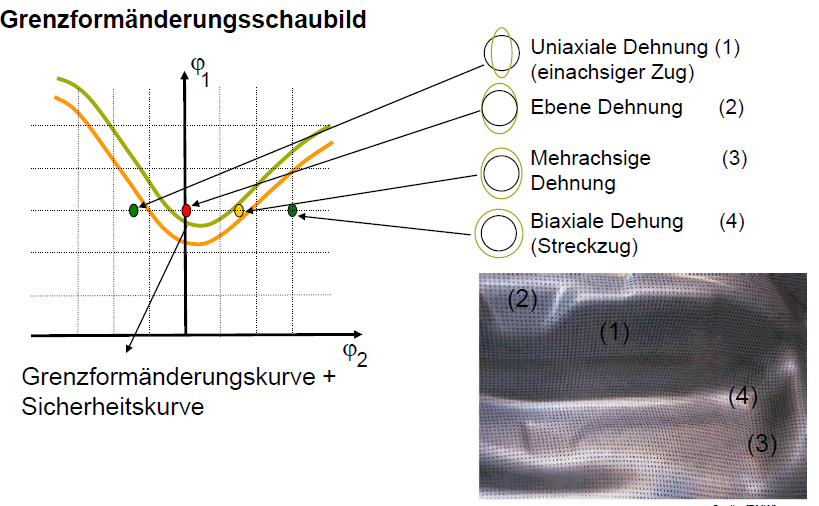
| Was sind die 3 Faltenentstehungsarten bei komplexen Geometrien ? Wie entstehen die? |
Image:
Image (binary/octet-stream)
|
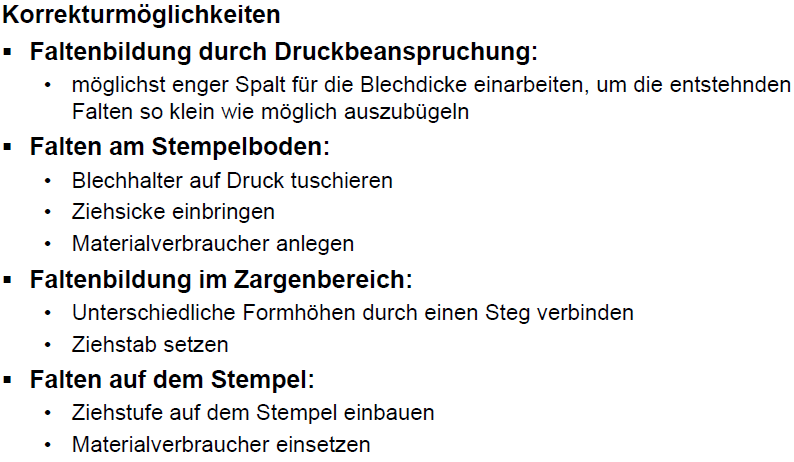
| Was sind die Korrekturmöglichkeiten der Faltenbildung? |
Image:
Image (binary/octet-stream)
|
| Was ist übermäßiges Ausdünnen | Übermäßige Ausdünnung = unzulässiges Ausdünnen des Bleches bei dem Umformen Durch übermäßiges Ausdünnen entsteht normalerweise eine Minderung der Steifigkeit, der Festigkeit sowie verminderte Crashtauglichkeit des Ziehteils. |
| Wie kann übermaßiges Ausdünnen festgestellt werden? | Sichtkontrolle Messung der Blechdicke Messrasteranalyse |
| Resimi ögren cikar |
Image:
Image (binary/octet-stream)
|
| Wie und WO treten die Reißer ? | Reißer treten immer dann auf, wenn das Material übermäßig ausgedünnt wird oder wenn eine Außenkante über die Grenze der Verformung hinaus gedehnt wird. Orte: -Rotationssymmetrischen Näpfen -Rechteckiger Napf -Flanschabstellung |
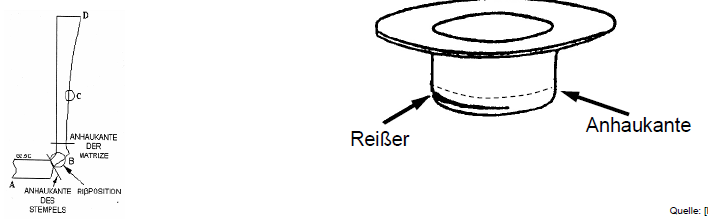
| Lage des Reißers bei rotationssymmetrischen Näpfen |
Zwei Einschnürungen sind sichtbar (Anhaukanten Stempel/Matrize)
Reißer entstehen entweder an der Anhaukante des Stempels oder der Matrize (schwächste Stellen)
Anhaukanten der Matrize und des Stempels liegen knapp vor, bzw. hinter, der reißenden Stelle
Image:
Image (binary/octet-stream)
|
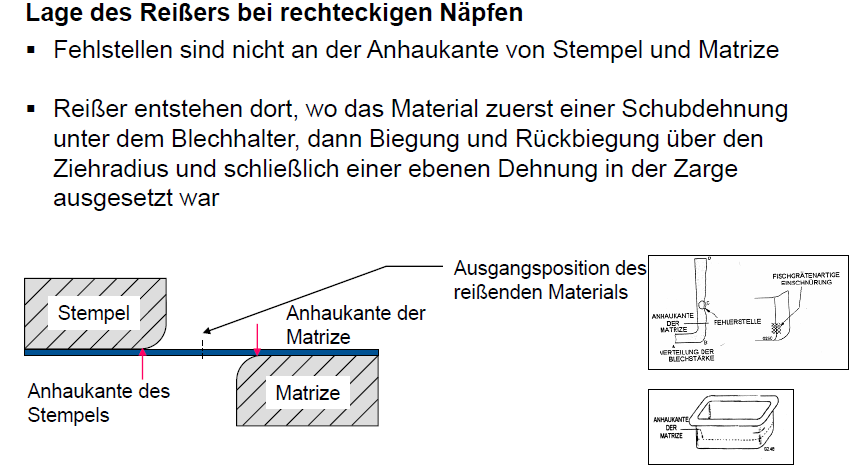
| Lage des Reißers bei rechteckigen Näpfen |
Image:
Image (binary/octet-stream)
|
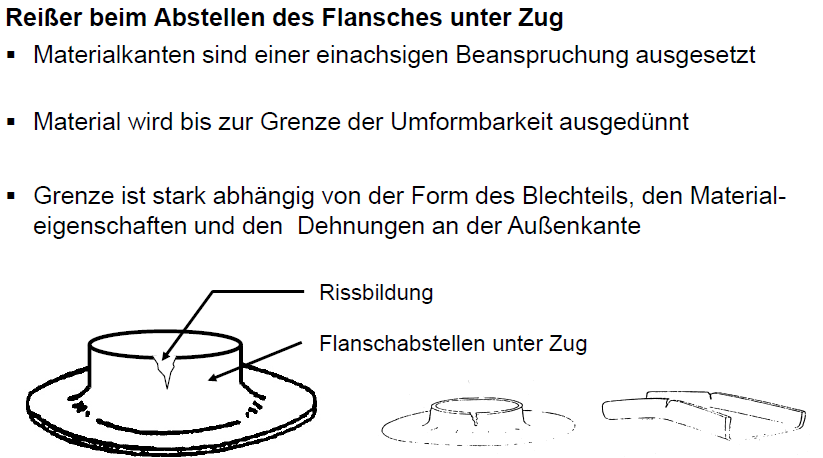
| Reißer beim Abstellen des Flansches unter Zug |
Image:
Image (binary/octet-stream)
|
| Was sind die Korrekturmöglichkeiten der Reißer | Größere Formradien Größerer Stempel und Matrizenradius Geringere Ziehtiefen Reißer beim Abstellen und Durchstellen • Sauber auf Blechdicke einarbeiten • Vermeidung von Schnittgrat am Bauteil |
| Was sind Aufsprunge? Wie kann man die berechnen? | Aufspunge sind Maßhaltigkeitsfehlern und können durch Iterative Verfahren Berechnet werden. |
| Was sind die Potentiale der Aufsprung | Reduzierung Qualitätsarbeit im Werkzeugbau Gesamtheitliche Betrachtung mit Aufsprungberechnung und kompensation Ableitung eines über- bzw. unterbogenenen Flächenmodells für die Werkzeugwirkflächen Verlässliche Aussagen über Maßhaltigkeitsprognosen bereits in der Engineeringphase Umsetzung von „Prävention anstatt Kompensation“ |
| Was sind Fehlerursachen und Maßnahmen der Reißer | ***Fehlerursache: Platine zu weit ausgezogen Ziehrand zu groß Platine trocken harte Stellen Radien n.i.O. ***Maßnahme: Druck verändern Schmierpunkt setzen Radien und Blechhalter polieren harte Stelle eventuell nachtuschieren |
| Wie und Warum tuschiert man ein Werkzeug | Druckbild zeigt fehlende tragende Flächen Gesamte Fläche muss sauber tuschiert werden Abziehen der tuschierten Fläche unter der Presse ->Möglichkeit der Nachkontrolle |
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Want to create your own Flashcards for free with GoConqr? Learn more.