31158669
Description
Mind Map by José Gasparini, updated more than 1 year ago
|
|
Created by José Gasparini
over 3 years ago
|
|
Sistema de Producción Toyota - Resumen
Exposición Ing. Hiroshi Amano
- Motivo
- Taichi Onho
(1912-1990
- En 1956 viajó a los EEUU y observó
el trabajo en automotrices (Ford y
General Motors)
- Eficiencia en Ensamble
- ... pero no Eficiente en
Procesos
- Eficiencia en Ensamble
- En Japón la Escala era menor
- Necesitaba tener diferentes
tipos de productos
- Era Director General de Toyota
- Ensayó un Sistema muy diferente
- encontró resistencia a sus
ideas extravagantes
- tardó 10 años en implantar su nuevo método
- pero tuvo libertad y apoyo por su grado
jerárquico en la Empresa (era Dir Gral)
- Finalmente logó obtener un método nuevo que llevó
a Toyota a estar entre las Empresas más exitosas
- Muchas empresas de otros rubros empezaron a utilizar
varios técnicas del método exitoso de Toyota
- encontró resistencia a sus
ideas extravagantes
- En base a deficiencias halladas en EEUU él decidió
desarrollar un Sistema de Producción propio
- sumado a la observación sobre el modo de
trabajo de los supermercados
- sumado a la observación sobre el modo de
trabajo de los supermercados
- En 1956 viajó a los EEUU y observó
el trabajo en automotrices (Ford y
General Motors)
- Taichi Onho
(1912-1990
- Acortar Tiempo Total de Producción
para cumplir pedidos
- Producción por Pedido en vez de
Producción por Anticipación
- Producción traccionada por
las ventas (halar)
- Producción traccionada por
las ventas (halar)
- No es por aumentar la velocidad de las
máquinas
- No toda mejora de eficiencia local aumenta la
eficiencia global de la empresa
- No toda mejora de eficiencia local aumenta la
eficiencia global de la empresa
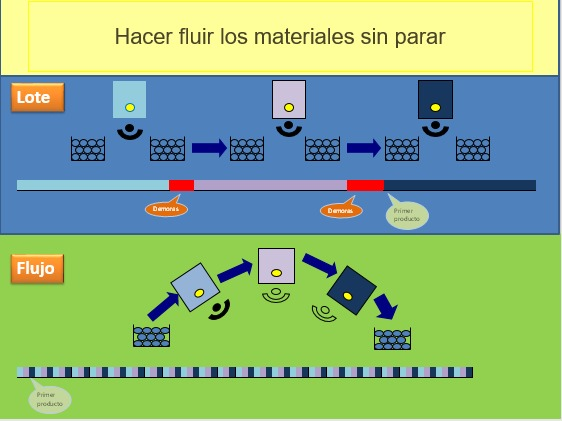
- La idea es hacer fluir los materiales a lo largo del
proceso deteniéndolo lo mínimo necesario
- Eliminar demoras de material y stocks dentro
de proceso de producción
- Minimizar Stocks dentro del Proceso
- y perdida de tiempo de los trabajadores
- Materiales amontonados tardan tiempo
- Minimizar Stocks dentro del Proceso
- Disminuir Tamaño de Lote
- Objetivo de Producción uno a uno
- Objetivo de Producción uno a uno
- Eliminar demoras de material y stocks dentro
de proceso de producción
- El Tiempo Total de Producción es el tiempo que tarda un producto en avanzar
desde que se realiza el Pedido por parte del Cliente, o desde que se da la Orden
de Trabajo, y pasa por todo el proceso transformando la Materia Prima hasta el
Producto Final (o hasta la Entrega efectiva al Cliente)
- Calidad en la Fuente (Autocontrol)
- Antes el Control se hacía por especialidad. En el nuevo método se
quiere controlar la Calidad de los Productos uno a uno
- Cualquier falla es detectada inmediatamente y se
evita agregar trabajo en productos defectuosos
- Cualquier falla es detectada inmediatamente y se
evita agregar trabajo en productos defectuosos
- Antes el Control se hacía por especialidad. En el nuevo método se
quiere controlar la Calidad de los Productos uno a uno
- Producción por Pedido en vez de
Producción por Anticipación
- Aumentar Tiempo útil de Trabajadores
- Trabajador tiene 8 horas en la Empresa
- Tiempo útil para los productos no es tanto
- Tiempo útil es el que agrega valor al
producto (transforma, ensambla)
- Modificando la materia prijmma o el producto
- Ensamble
- Modificando la materia prijmma o el producto
- Tiempo perdido
- Productos defectuosos
- Retrabajos
- Productos defectuosos
- Otro tiempo es necesario (en el sistema
actual) pero no agrega valor
- Caminando
- Conversando Preguntando
- Buscando materiales
- Buscar herramientas
- Caminando
- No es fácil porque la Tasa de Tiempo útil es el promedio
de todos los trabajadores todos los días
- % de Tiempo que agraga valor es 10% de 8 hs
- En Toyota es 30% (Productividad es 3 veces mayor)
- El % es promedio de todos los trabajadores
- Es fácil aumentar a 80 ó 90 % de unos pocos
trabajadores pero no de todos
- No es fácil aumentar la eficiencia promedio de todos los días
- No es fácil aumentar la eficiencia de todos los trabajaodres
- No es fácil aumentar la eficiencia promedio de todos los días
- Es fácil aumentar a 80 ó 90 % de unos pocos
trabajadores pero no de todos
- % de Tiempo que agraga valor es 10% de 8 hs
- Trabajador tiene 8 horas en la Empresa
- Producción Nivelada ...por
repetición de tareas en el tiempo
- Una de las técnicas más importante es
la Nivelación de la Producción
- Y en cantidad iguales hora por hora
- Velocidad constante (cada hora y cada día)
- Hay variación pero en ese caso cambia la velocidad de los productos
cada 4 días por ej. para igualar velocidad de ventas con promedio
- Ensamble constante (no en segunda mitad del mes). Flujo constante de
agua para bajar de la montaña... mínimo diámetro de caños
- Hay variación pero en ese caso cambia la velocidad de los productos
cada 4 días por ej. para igualar velocidad de ventas con promedio
- Alineado con la Demanda
- Y en cantidad iguales hora por hora
- Sistema por Pull con Kanban
- Nivelada Internamente y con la Demanda
- Una de las técnicas más importante es
la Nivelación de la Producción
- Producción por Celda y
estandarización
- Hoy no se usan largas cintas transportadoras
- Hoy se aplica el trabajo en Celdas, en forma de U,
acercando zona de entrada con salida de productos
- Trabajadores comparten varias
etapas de producción
- Ventaja para Trabajo en Equipo Pequeño, conveniente para
poder cooperar y progreso de habilidades en el tiempo
- El Líder (miembro más hábil) puede ocupar un lugar
clave, como entrada y salida de la Celda
- Los más veteranos ayudan a los novatos
- Ventaja para Trabajo en Equipo Pequeño, conveniente para
poder cooperar y progreso de habilidades en el tiempo
- Se puede multiplicar la producción
agregando otras celdas
- Es fácil comparar la eficiencia entre celdas
- Estimula la competencia entre Celdas y el
aumento de la eficiencia la Celda propia
- Se fortalece la Cooperación
dentro de las Celdas
- Se fortalece la Cooperación
dentro de las Celdas
- Trabajadores comparten varias
etapas de producción
- Repetición de trabajo en Ciclos
- Rotación para evitar monotonía y tener
una mirada más amplia del proceso
- Rotación para evitar monotonía y tener
una mirada más amplia del proceso
- Hoy no se usan largas cintas transportadoras
- Andón y Gestión Visual
- Sistema de aviso pronto en talleres para tener
contramedidas y evitar recurrencia de problemas
- En gral los operarios quieren seguir trabajando
(no quieren detener el proceso)
- No quieren admitir su error, pero en Toyota, los
trabajadores quieren avisar lo más pronto posible
- Oportunidad de cooperación de otros
- El error o la dificultad es algo separado del trabajador
- Oportunidad de cooperación de otros
- El líder de la celda puede parar la produción para estudiar las
causas de ocurrencia del problema
- De esta manera todos pueden eliminar la
recurrencia de los problemas en el futuro
- Lo necesario es dar Tranquilidad a los Trabajadores, y que ellos son
útilies para mejorar el trabajo en los talleres
- De esta manera todos pueden eliminar la
recurrencia de los problemas en el futuro
- Sistema de aviso pronto en talleres para tener
contramedidas y evitar recurrencia de problemas
- Importancia de motivación de trabajadores para
introducir este nuevo método de producción
- es necesario no sólo aplicar técnicas particulares sino desarrolllar
sentido de cooperación de los trabajadores y alta motivación
- La causa de fracaso de muchos intentos del método fue la falta
de comprensión del mismo, especialmente en cuanto a la
organización que respete y potencie el factor humano
- Organización y Administración TPS
- Sistema convencional:
Control Centralizado
- Órdenes sin consulta ofenden
dignidad y orgullo de los trabajadores
- Falta de Cooperación
- Falta de Motivación
- Adoptan actitud pasiva
- Falta de Cooperación
- Órdenes sin consulta ofenden
dignidad y orgullo de los trabajadores
- Control descentralizado
- Bajar el Poder lo más posible
- Aumentar motivación por participación y
utilidad por trabajo en equipos
- Dando más libertad
- Aprovechamiento de los
talentos del personal
- Aprovechamiento de los
talentos del personal
- El líder puede tomar decisión
cerca del campo de batalla
- Medidas Correctivas Inmediatas
- Los Líderes y los trabajadores acumulan
experiencia y seguridad en ellos mismos
- Simultáneamente a los productos se
"producen" trabajadores (expertos)
- Aumentar motivación por participación y
utilidad por trabajo en equipos
- Bajar el Poder lo más posible
- Sistema convencional:
Control Centralizado
- Filosofía del Ser Humano
- Dan sentido de seguridad a
los trabajadores
- Se separa el error del ser
humano como causa
- Se separa el error del ser
humano como causa
- Dan sentido de seguridad a
los trabajadores
- Está en duda qué está primero... La Organización (tipo de) descentralizada y
que promueve el involucramiento, o el Respeto del Ser Humano que promueve este tipo de Organización
- es necesario no sólo aplicar técnicas particulares sino desarrolllar
sentido de cooperación de los trabajadores y alta motivación
- Mejora continua de la Productividad
- Importancia de la Programación de todos
los trabajadores diariamente
- Muchos hacen programación de 1 semana o 2 (no hay diaria)
- Hacer programación de todos los trabjadores día por día
- En el fin del día es necesario evaluar y
estudiar la causa de la diferencia
- (error de la programación y trato de eliminar el error)
- tienen algo objetivo particular que necesitan pensar y mejorar
- motivación para la cooperación
- Pequeñas diferencias (Ej 10%) año a año, hace una gran
diferencia en 7 años (la productividad aumenta al doble)
- Ellos quieren aumentar sus habilidades
- Pequeñas diferencias (Ej 10%) año a año, hace una gran
diferencia en 7 años (la productividad aumenta al doble)
- motivación para la cooperación
- Buscan hallar pérdidas de tiempo en las operaciones cotidianas
- (error de la programación y trato de eliminar el error)
- Muchos hacen programación de 1 semana o 2 (no hay diaria)
- Importancia de la Programación de todos
los trabajadores diariamente
- Presentación
- Presentación
- Tema 1 (Origen / Historia)
- Pregunta
- Exposición Amano
- Comentarios
- Pregunta
- Guión
- Presentación
Media attachments
{kind=link}
{kind=link}
{kind=link}
Want to create your own Mind Maps for free with GoConqr? Learn more.