3642395
EL TROQUELADO O
ESTAMPADO
Nota:
- operaciones sin producir viruta, somete una lámina plana a ciertas transformaciones para obtener una pieza de forma geométrica propia
- procesos
- Corte o
Punzonado
(se realiza
generalmente
en frío)
- b) Doblado y/o
Curvado (se realiza
generalmente en
frío)
- c) Embutido (puede
realizarse en frío o en
caliente)
- Corte o
Punzonado
(se realiza
generalmente
en frío)
- ciclo de troquelado
- 1. Definir la forma de
la pieza, que impone
cierto número de
operaciones, de
acuerdo con su
complejidad
- 2. Determinar las
dimensiones
- 3. Conocer el
material del
que se hará
la pieza, su
plasticidad y
elasticidad
- 4. La posibilidad
de extraer
fácilmente la
pieza de la matriz.
- 1. Definir la forma de
la pieza, que impone
cierto número de
operaciones, de
acuerdo con su
complejidad
- operación
- CORTE O
PUNZONADO
Nota:
- operación de troquelado con herramientas aptas para el corte se separa una parte metálica de otra
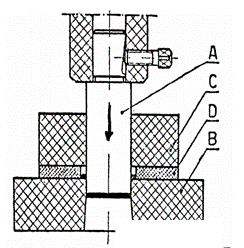
- diagrama simple
Nota:
- A) Punzón - que con su sección define el contorno a cortar B) Matríz C) Guía - para la carrera del punzón D) Guía - para la cinta de lámina a trabajar.
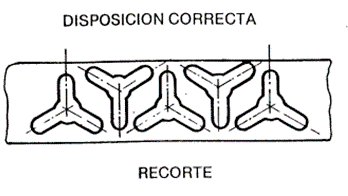
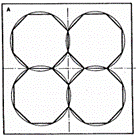
- DISPOSICIÓN
- correcta
Nota:
- tiene un menor desperdicio de materia prima
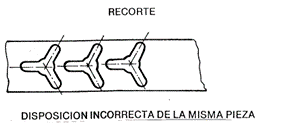
- incorrecta
Nota:
- desperdicia demasiado material
- correcta
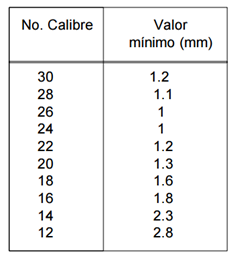
- valores mínimos
Nota:
- material que debe quedar alrededor del recorte en láminas de acero (mm)
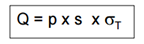
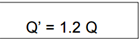
- FUERZA NECESARIA
PARA EL CORTE
Nota:
- p - Perímetro de la figura ( mm ) s - Espesor de la lámina ( mm ) Q - Fuerza de corte ( N ) (sigma)R- Esfuerzo de rotura del material por tensión (N / mm2) (sigma)T- Esfuerzo de rotura del material por corte (N / mm2)
- CORTE O
PUNZONADO
- plantillas
- normas
Nota:
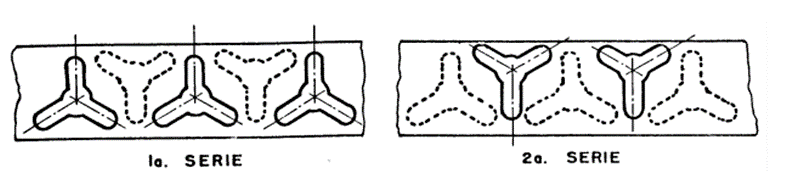
- operar de modo que se desprecie la menor cantidad posible de material.
- Es indispensable
que el sentido de las
fibras en el material
trazado sea el
correcto, para
favorecer la
elaboración del
mismo sin disminuir
la resistencia.
- bien
- favorece la
operación de corte
del material
- favorece la
operación de corte
del material
- mal
- hace
dificultoso el
corte de las
piezas.
- hace
dificultoso el
corte de las
piezas.
- bien
- normas
- PUNZÓN Y MATRIZ
- perfiles exactos y limpios
- -Para el corte de
perfiles
exteriores, la
medida de la
matriz , será la
medida de la
pieza
- Para el corte de
perfiles interiores,
la medida del
punzón, será la
medida del
agujero
- -Para el corte de
perfiles
exteriores, la
medida de la
matriz , será la
medida de la
pieza
- perfiles exactos y limpios
- Ángulos de escape en la matríz
Nota:
- El ángulo de escape depende fundamentalmente del material, espesor a cortar y del número de cortes
- 1. El ángulo que
comienza en la arista de
corte se usa para
metales blandos, como
son: plomo,cobre,
aluminio, latón y
bronce. Este tipo de
ángulo no es
recomendable debido a
la imposibilidad de
afilar la matriz
- 2. El ángulo que
comienza despues de
una parte recta igual a
2 o 3 veces el espesor
de la placa que se
quiere cortar, se utiliza
para metales duros
como el hierro y el
acero; los perfiles
obtenidos con este
ángulo son exactos.
- A partir de la
arista de corte de
la matriz y hasta
una profundidad
de 2 o 3 veces el
espesor del
material a cortar
existe una ligera
conicidad, desde
lo profundo la
conicidad
aumenta.
Nota:
- Este ángulo es aplicable para corte de metales muy duros, cuyas piezas no requieren contornos precisos.
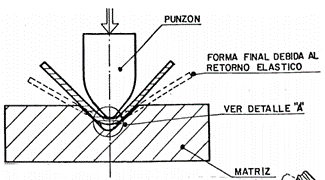
- DOBLADO Y/O CURVADO
- tener en cuenta
- 1. El radio de
curvatura
Nota:
- Se recomienda que el radio de curvatura interior sea mayor o igual que el espesor de la lámina con el fin de no estirar excesivamente la fibra exterior causando su ruptura.
- 2. Elasticidad del
material
Nota:
- la pieza tiende a recuperar su forma natural
- 1. El radio de
curvatura
- tener en cuenta
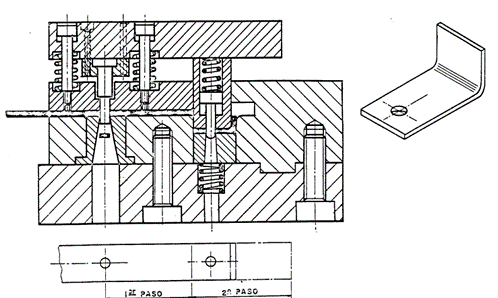
- TROQUEL PARA PUNZONAR, CORTAR Y DOBLAR
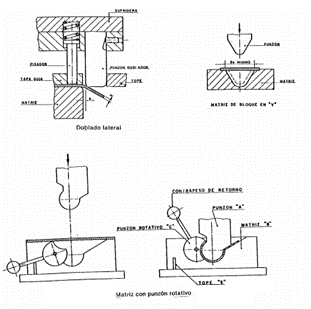
- VARIOS TIPOS DE TROQUELES DE DOBLAR
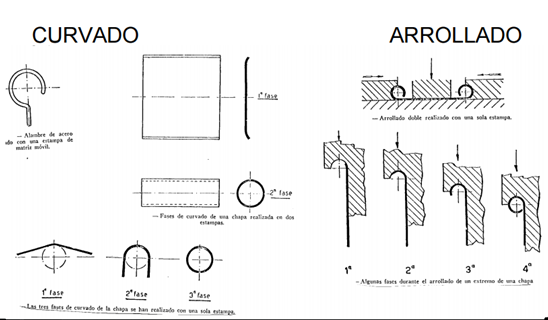
- DOBLADO Y/O CURVADO
VARIANTES
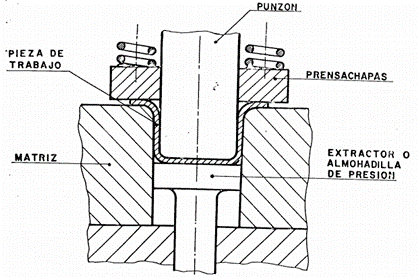
- EMBUTIDO
- transformar una lámina de
metal en un cuerpo hueco
tridimensional en una o mas
pasadas
- TROQUEL DE DOBLE ACCIÓN
- transformar una lámina de
metal en un cuerpo hueco
tridimensional en una o mas
pasadas
Recursos multimedia adjuntos
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
¿Quieres crear tus propios Mapas Mentales gratis con GoConqr? Más información.