3785814
Clasificación ISO de Insertos de
corte
- Los insertos de corte o también llamados
plaquitas intercambiables se encuentran en el
rubro de herramientas de corte, específicamente
compuestas de material Carburo de tungsteno, de
titanio, de tántalo, de niobio o metal duro. En el
proceso de corte hay factores que influyen
decisivamente como el material o estado de la
herramienta o la susceptibilidad al desgaste.
- Fijación de insertos de corte
- El uso del inserto de corte en la máquina herramienta empieza
con la fijación de este en el porta-herramienta con diversos
mecanismos de sujeción. La fijación mecánica es la manera
predilecta y tradicional para asegurar un inserto de corte ya que
el inserto posee varias puntas de corte, por lo cual al gastarse una
de ellas se indexa otra (gira en su soporte para tener otra punta
de corte).
- Clasificación de los insertor de corte
- Forma: Los insertos se obtienen en
gran variedad de formas, como
cuadrado, rombo, triángulo y
redondo. La resistencia del filo
depende de la geometría de la
herramienta, mientras menor sea el
ángulo incluido la resistencia del filo
será menor.
- Material: Los carburos se encuentran
regulados por la Norma ISO
(International Organization for
Standardization) de clasificación de
metales duros, ayudando en la
selección del inserto correcto para el
proceso de mecanizado que se
requiere.
- TABLAS
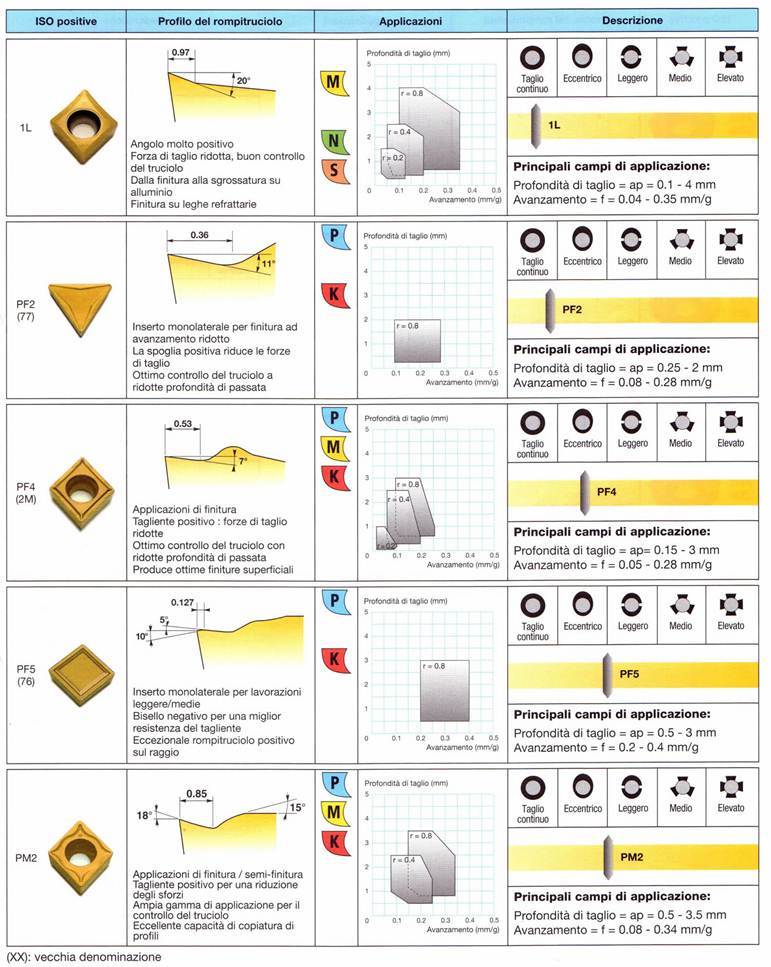
- Tabla de Geometrías de Plaquitas Positivas No. 1
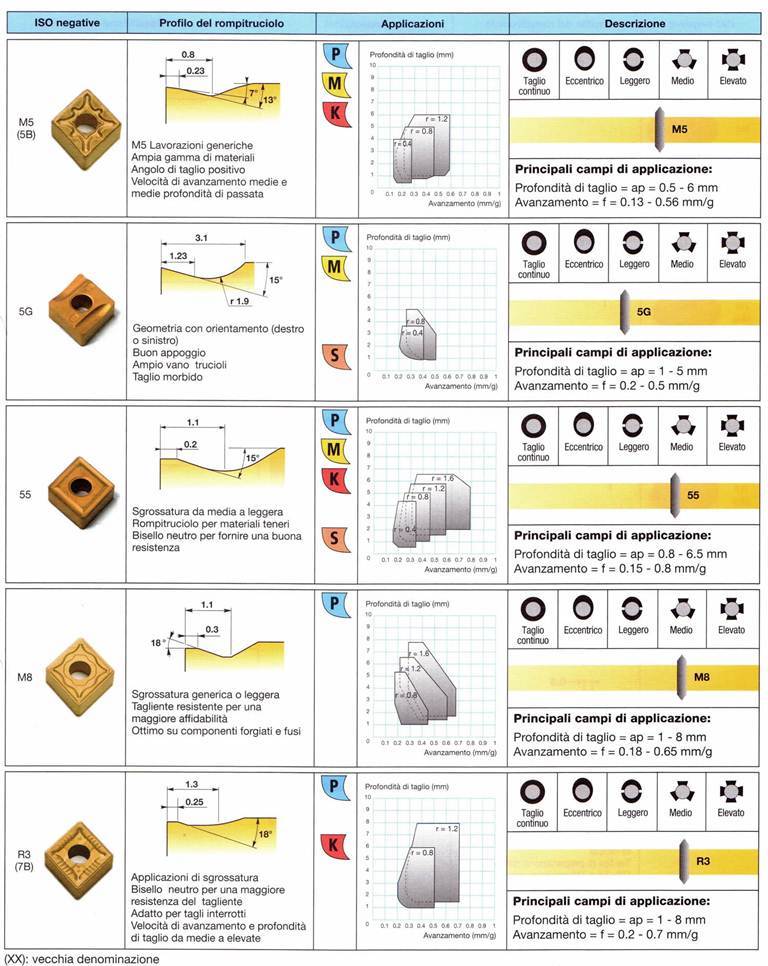
- Tabla de Geometrías de Plaquitas
Negativas No. 4
- Tabla de Geometrías de Plaquitas Positivas No. 2
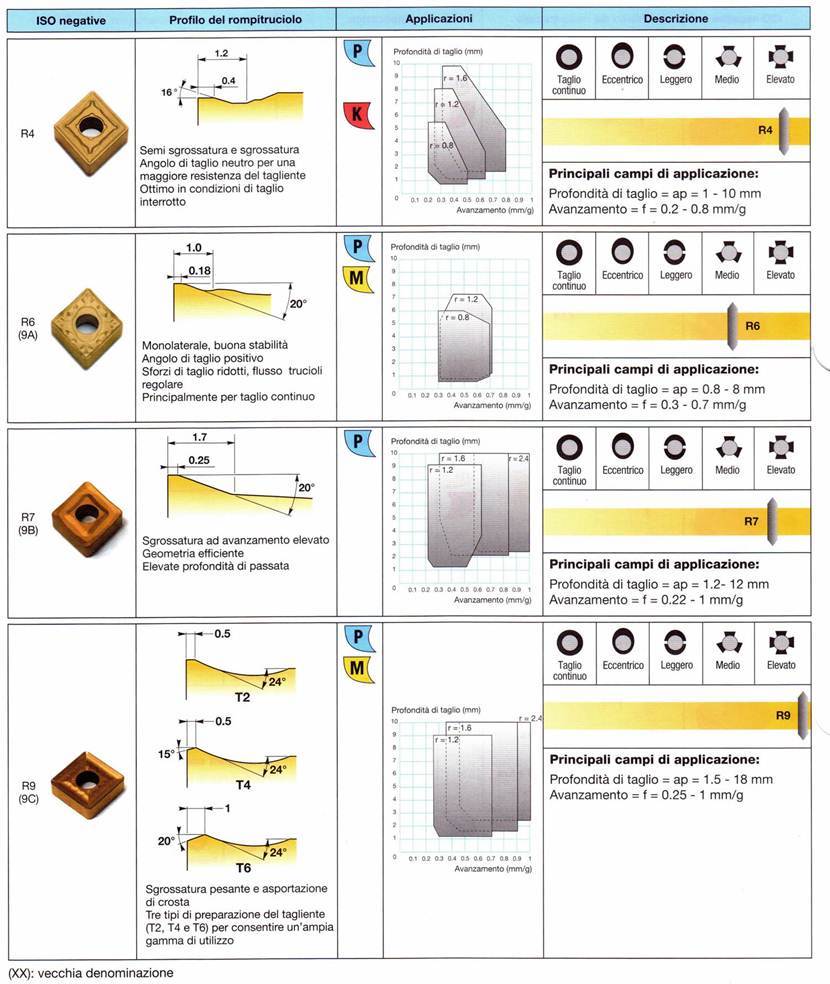
- Tabla de Geometrías de Plaquitas Negativas No. 5
- Tabla de Geometrías de Plaquitas Negativas No. 3
- Tabla de Geometrías de Plaquitas Positivas No. 1
- Forma: Los insertos se obtienen en
gran variedad de formas, como
cuadrado, rombo, triángulo y
redondo. La resistencia del filo
depende de la geometría de la
herramienta, mientras menor sea el
ángulo incluido la resistencia del filo
será menor.
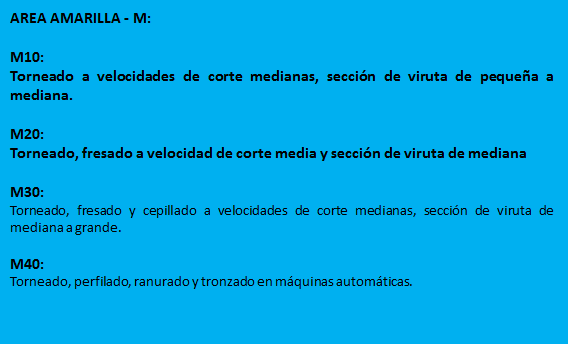
- Clasificación ISO para insertos de corte
- Para la clasificación de corte de los insertos trabajamos en base a
la clasificación que genera Sandvik coromant que es el mayor
fabricante de herramientas de corte en el mundo el cual tiene
la siguiente clasificación para sus insertos:
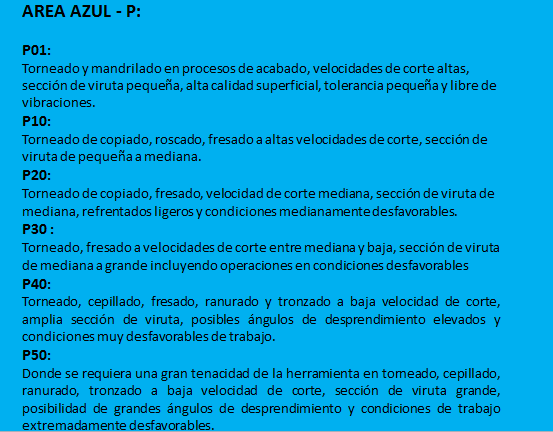
- Área AZUL, con código P.
- Área AMARILLA, con código M.
- Área ROJA, con código K.
- Área VERDE, con código N.
- Área ROSA, con código S.
- Área GRIS, con código H.
- Área AZUL, con código P.
- Para la clasificación de corte de los insertos trabajamos en base a
la clasificación que genera Sandvik coromant que es el mayor
fabricante de herramientas de corte en el mundo el cual tiene
la siguiente clasificación para sus insertos:
- Clasificación de los insertor de corte
- El uso del inserto de corte en la máquina herramienta empieza
con la fijación de este en el porta-herramienta con diversos
mecanismos de sujeción. La fijación mecánica es la manera
predilecta y tradicional para asegurar un inserto de corte ya que
el inserto posee varias puntas de corte, por lo cual al gastarse una
de ellas se indexa otra (gira en su soporte para tener otra punta
de corte).
- Fijación de insertos de corte
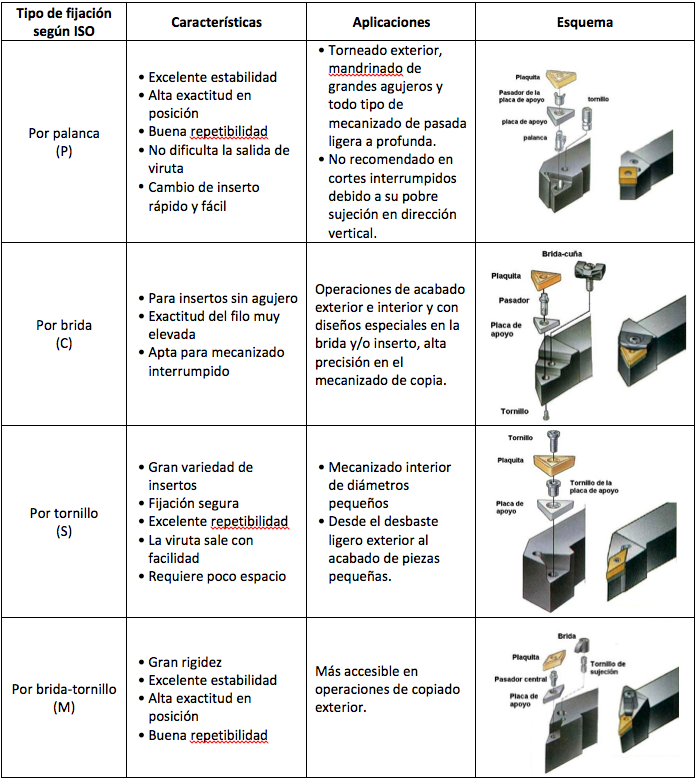
- Clasificación ISO porta-insertos
- La elección del portaherramientas para el
inserto se realiza de acuerdo con diferentes
modos de mecanizado tales como torneado
exterior, frontal y copiado. A tal efecto, el
sistema de sujeción del inserto al
portaherramientas también está normalizado
por ISO y, aunque hay varias, existen cuatro
categorías principales, simbolizadas por letras:
- P: el inserto es
fijado por medio
de una palanca
que lo empuja
sobre su asiento
en la
herramienta.
- C: el inserto se sujetado por una brida a
presión, que mantiene al inserto
presionado sobre el asiento en el
porta-herramientas.
- S: el agujero del inserto tiene forma
cónica y el inserto es fijado por tornillo.
- M: el inserto es fijado por una cuña (o
brida y tornillo) que sujeta
simultáneamente la parte superior y
lateral del mismo.
- tipos de fijación principales
- P: el inserto es
fijado por medio
de una palanca
que lo empuja
sobre su asiento
en la
herramienta.
- La elección del portaherramientas para el
inserto se realiza de acuerdo con diferentes
modos de mecanizado tales como torneado
exterior, frontal y copiado. A tal efecto, el
sistema de sujeción del inserto al
portaherramientas también está normalizado
por ISO y, aunque hay varias, existen cuatro
categorías principales, simbolizadas por letras:
Anexos de mídia
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Quer criar seus próprios Mapas Mentais gratuitos com a GoConqr? Saiba mais.