4104055
Descrição
Mapa Mental por Ricardo Hernánde4984, atualizado more than 1 year ago
|
|
Criado por Ricardo Hernánde4984
aproximadamente 9 anos atrás
|
|
Ingeniería concurrente en la industria automotriz
- BIQS
- Global Supplier Quality:To be leaders of an enterprise approach to ensure our suppliers achieve launch and quality excellence
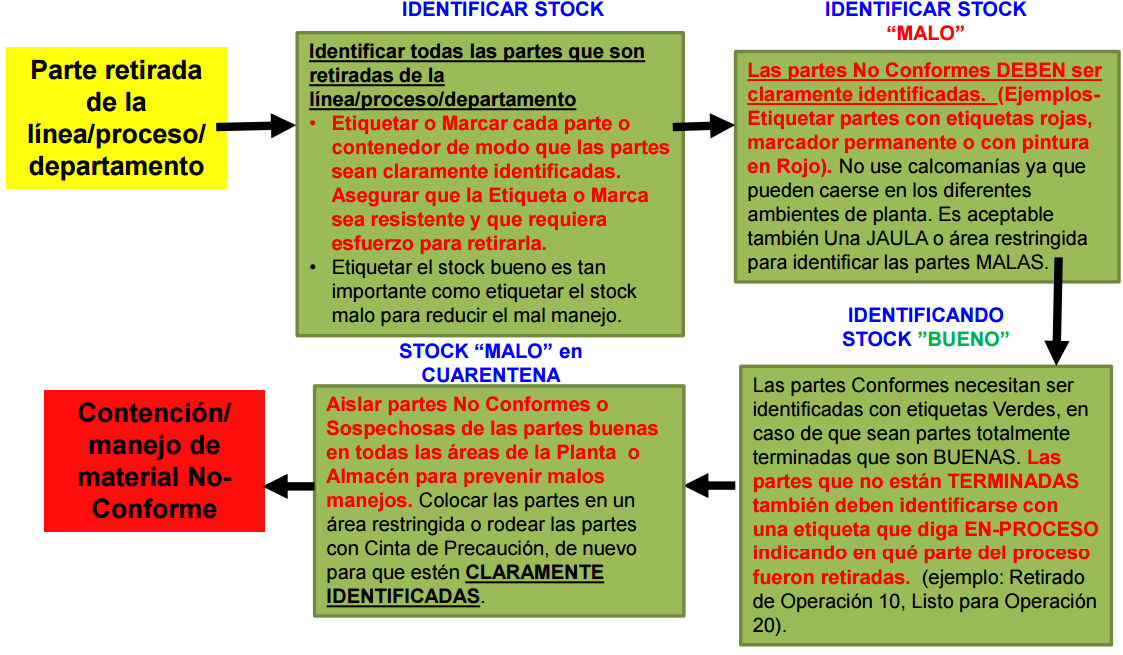
- Material No conforme /
Identificación de
Material
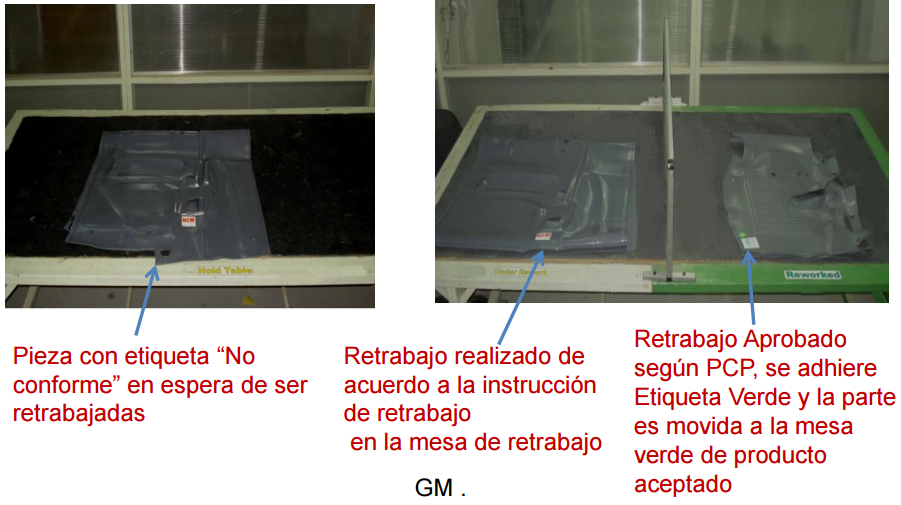
- Proceso para retirar material NC: Identificar partes que son
retiradas -> Malas -> Buenas -> Cuarentena
- Material No conforme: 1 COMUNICAR, 2 IDENTIFICACIÓN DE STOCK, 3 CONTENCIÓN ROBUSTA, 4
CONTENCIÓN EN LA(S) PLANTA(S) GM, 5 CONTENER EN SUS INSTALACIONES / INSTALACIONES DE
PROVEEDORES, 6 CONTROL DE MATERIAL ROBUSTO, 7 SOLUCIÓN PERMANENTE, 8 RECALIBRAR y 9
CONCLUSIÓN
- Proceso para retirar material NC: Identificar partes que son
retiradas -> Malas -> Buenas -> Cuarentena
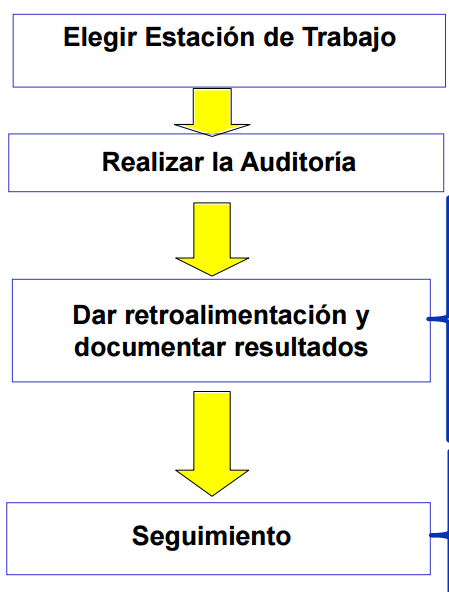
- Auditoría del
Proceso Escalonada
- • Es una herramienta que asegurar el cumplimiento para procedimientos
estandarizados en cada estación de trabajo • El Gerente es el dueño del Proceso para
asegurar su implementación • Deben tener diariamente actividad por parte del
miembro/líder. • La Gerencia debe participar en la actividad de auditoría e ir y ver en piso en
una base frecuente. • Verificaciones enfocadas en calidad y específicas del cliente. • La alta
Dirección asegura la efectividad de las acciones correctivas y contramedidas.
- • Es una herramienta que asegurar el cumplimiento para procedimientos
estandarizados en cada estación de trabajo • El Gerente es el dueño del Proceso para
asegurar su implementación • Deben tener diariamente actividad por parte del
miembro/líder. • La Gerencia debe participar en la actividad de auditoría e ir y ver en piso en
una base frecuente. • Verificaciones enfocadas en calidad y específicas del cliente. • La alta
Dirección asegura la efectividad de las acciones correctivas y contramedidas.
- AMEF DE PROCESOS (PFMEA)
- • Disponible para todos los procesos / números de partes • Cubrir todos los
procesos incluyendo manejo de material, empaque y etiquetado • Cubrir el retrabajo,
procesos de Bypass • Cada modo de Falla tuvo un número de Severidad • Cada modo de Falla pudo
tener más de una causa • Cada causa tuvo su número de RPN • Los Números S,O, D deben ser
tomados basados en las referencias de tablas PFMEA
- • Disponible para todos los procesos / números de partes • Cubrir todos los
procesos incluyendo manejo de material, empaque y etiquetado • Cubrir el retrabajo,
procesos de Bypass • Cada modo de Falla tuvo un número de Severidad • Cada modo de Falla pudo
tener más de una causa • Cada causa tuvo su número de RPN • Los Números S,O, D deben ser
tomados basados en las referencias de tablas PFMEA
- AMEF DE PROCESO –
Reducción de Riesgo y
Revisión Anual
- PROPÓSITO: • Reducir el riesgo de una falla inicial
de calidad • Error proofing de fallas de calidad
pasadas • Asegurar que los Modos de Falla tienen
controles apropiados y trabajan apropiadamente.
- RESPONSABILIDAD: • Pertenece
a: Gerente de Ingeniería y
Gerente de Operaciones • Plan
de Contingencia para Todas las
Situaciones
- ALCANCE: • Área de Ensamble •
Operaciones de Manufactura •
Embarque / Recibo • Todas las
Operaciones • Otras Funciones
de Soporte
- PROPÓSITO: • Reducir el riesgo de una falla inicial
de calidad • Error proofing de fallas de calidad
pasadas • Asegurar que los Modos de Falla tienen
controles apropiados y trabajan apropiadamente.
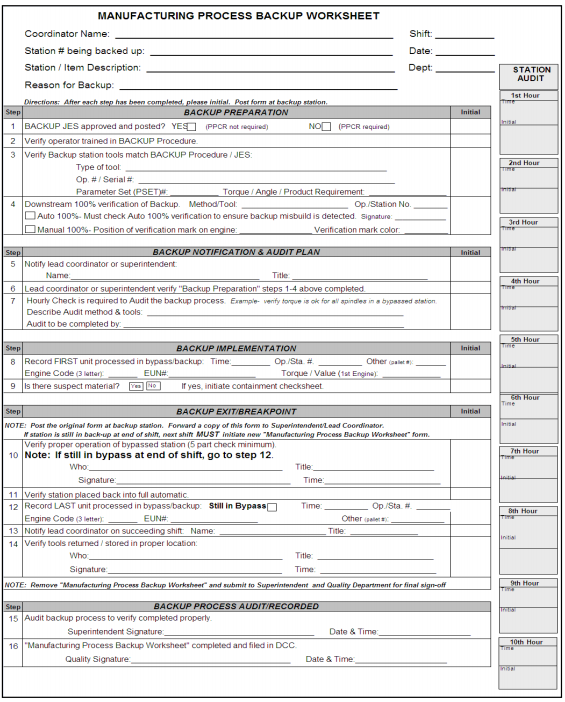
- Administración de
Derivación (Bypass)
- 1. Los métodos de análisis de riesgo son
usados en el desarrollo de procesos y
productos. 2. Los procesos son validados
en relación con los cambios en Diseño,
Mano de Obra, Maquinaria, Material,
Método y el Medio Ambiente bajo
condiciones de producción de volumen
completo.
- 1. Los métodos de análisis de riesgo son
usados en el desarrollo de procesos y
productos. 2. Los procesos son validados
en relación con los cambios en Diseño,
Mano de Obra, Maquinaria, Material,
Método y el Medio Ambiente bajo
condiciones de producción de volumen
completo.
- Verificación de Error
Proof (A prueba de error)
- • Asegura que los dispositivos de detección/error proof
están trabajando como se pretende • Evita que producto no
conforme sea fabricado o transferido • Establece una
historia para cada dispositivo • Infunde disciplina
dentro del proceso
- • Asegura que los dispositivos de detección/error proof
están trabajando como se pretende • Evita que producto no
conforme sea fabricado o transferido • Establece una
historia para cada dispositivo • Infunde disciplina
dentro del proceso
- Calibración de Gage / Análisis del
Sistema de Medición
- Gage: Cualquier dispositivo usado para obtener
medición o evaluar la conformidad de una parte o
característica relativa a especificaciones.
- Gage: Cualquier dispositivo usado para obtener
medición o evaluar la conformidad de una parte o
característica relativa a especificaciones.
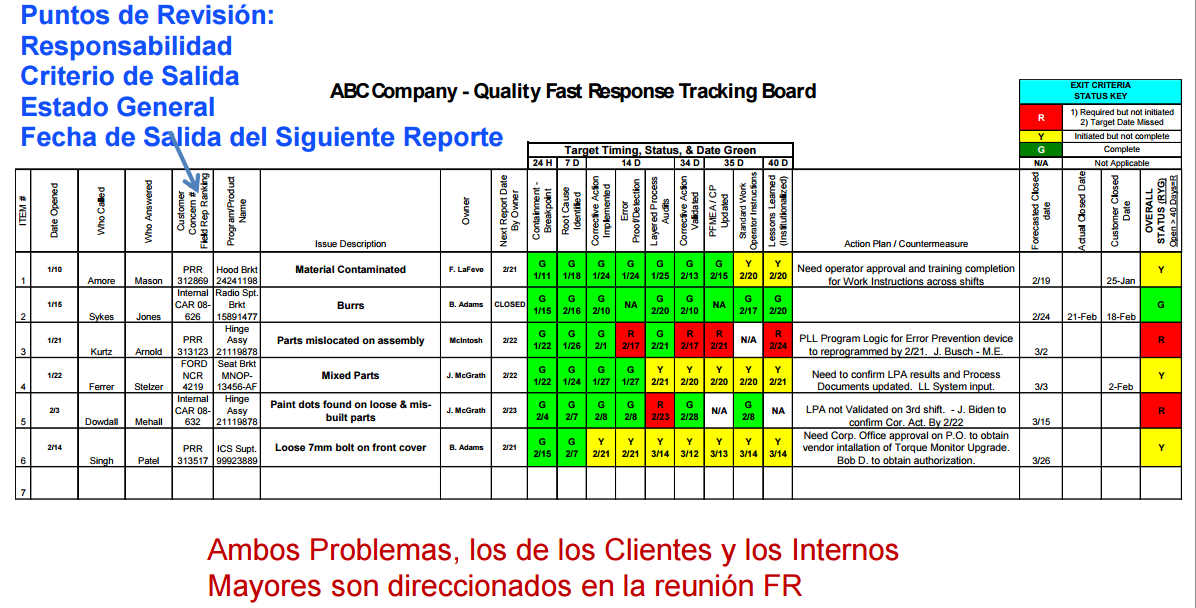
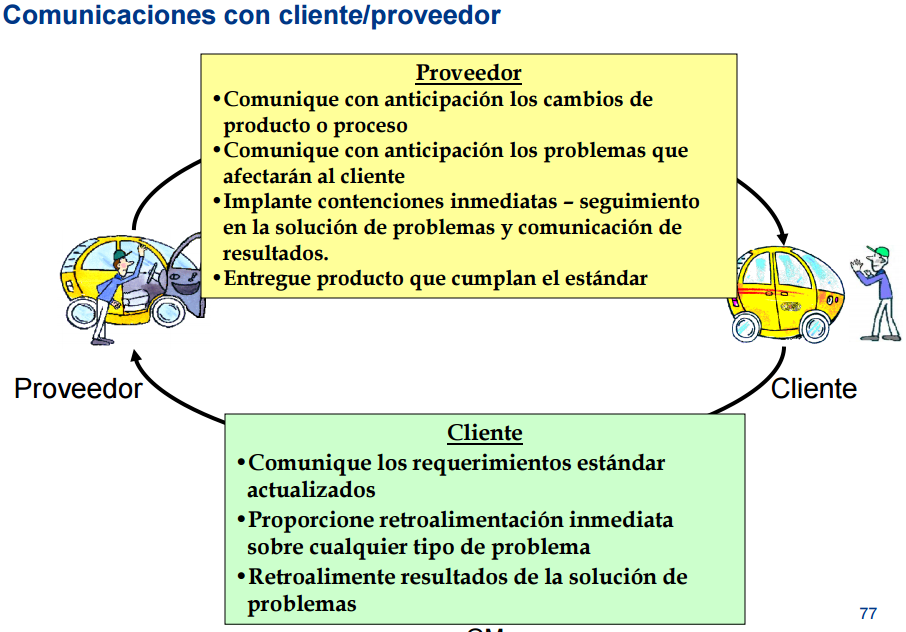
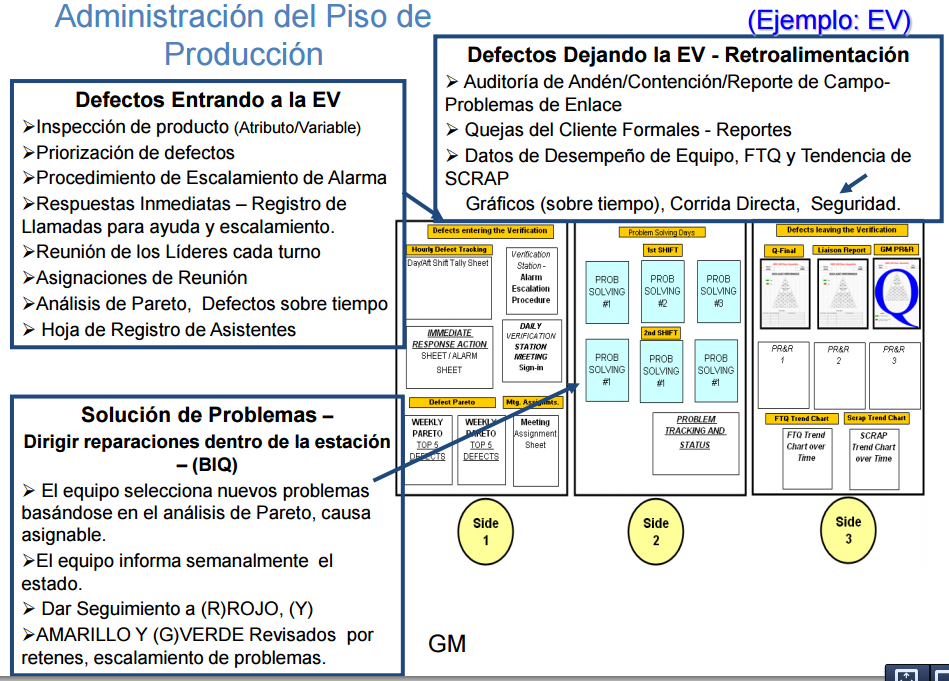
- Respuesta Rápida y Proceso de
Solución de Problemas
- Verificaciones Centradas en la
Calidad
- • Encontrar todas las Verificaciones de Calidad en
JES/TIS • ¿El Miembro de Equipo está siguiendo todos
los pasos en las JES/TIS? • ¿El Miembro de Equipo
entiende/completa todas las Verificaciones de Calidad?
• ¿El Miembro de Equipo entiende el(los) estándar(es)?
- Los Hallazgos anotados en la hoja de
trabajo de la Auditoría Centrada en
Calidad:
- • Encontrar todas las Verificaciones de Calidad en
JES/TIS • ¿El Miembro de Equipo está siguiendo todos
los pasos en las JES/TIS? • ¿El Miembro de Equipo
entiende/completa todas las Verificaciones de Calidad?
• ¿El Miembro de Equipo entiende el(los) estándar(es)?
- Trabajo Estandarizado
- •Asegura que los operadores están realizando consistentemente las mismas
tareas y procedimientos • Secuencia de producción eficiente. • Identifica
tareas de valor agregado. • Variación reducida dentro de un proceso. •
Reducción de Desperdicio, balanceo de línea y calidad construida • Mejora
continua y resolución de problemas • Organización Lean • Auditando la
conformidad del operador a las instrucciones de trabajo
- •Asegura que los operadores están realizando consistentemente las mismas
tareas y procedimientos • Secuencia de producción eficiente. • Identifica
tareas de valor agregado. • Variación reducida dentro de un proceso. •
Reducción de Desperdicio, balanceo de línea y calidad construida • Mejora
continua y resolución de problemas • Organización Lean • Auditando la
conformidad del operador a las instrucciones de trabajo
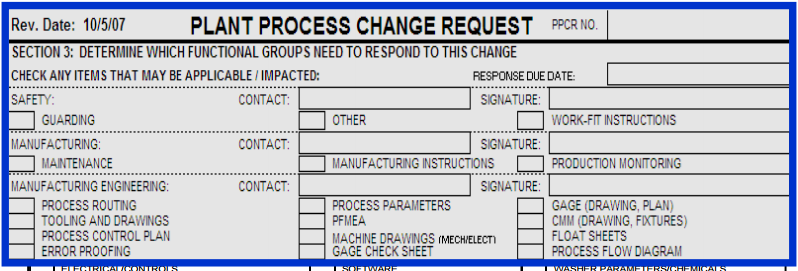
- Administración de Cambio de
Proceso
- Propósito: •Mantener un registro de todos los cambios que pueden afectar al producto final. •Dar seguimiento
a los cambios del sistema que pueden tener un impacto negativo en el proceso, pero no
necesariamente en la calidad del producto final. •Asegura que todos los actores clave están al tanto
de los requerimientos de cambio y tienen información para controlar las condiciones fuera de
estándar.
- Propósito: •Mantener un registro de todos los cambios que pueden afectar al producto final. •Dar seguimiento
a los cambios del sistema que pueden tener un impacto negativo en el proceso, pero no
necesariamente en la calidad del producto final. •Asegura que todos los actores clave están al tanto
de los requerimientos de cambio y tienen información para controlar las condiciones fuera de
estándar.
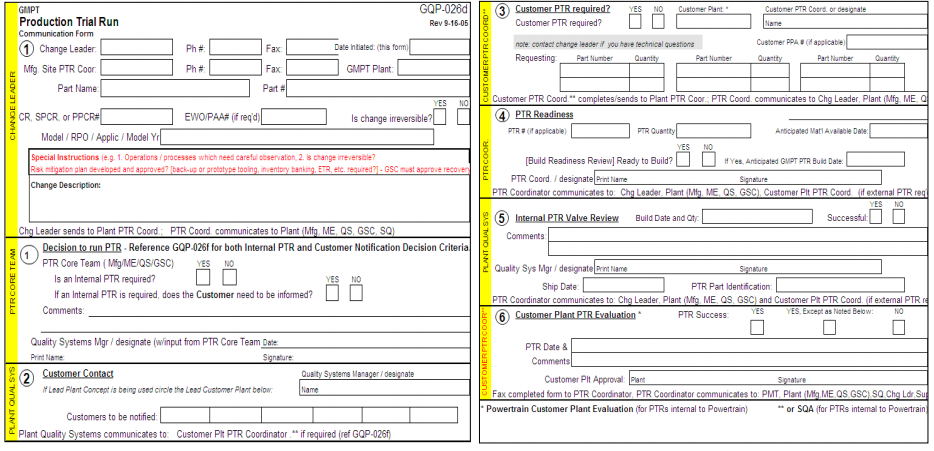
- Administración de Cambio
– Corrida de Prueba de
Producción
- • Intento de producción contenida, controlada y limitada
usada para evaluar un cambio antes de su implementación
plena en la producción. • Confirma la posibilidad de fabricar
un cambio dentro del entorno de producción normal. • No es
un sustituto o extensión del proceso de validación del
producto • Un procedimiento escrito y diagrama de flujo
debe definir el proceso y sus requisitos.
- • Intento de producción contenida, controlada y limitada
usada para evaluar un cambio antes de su implementación
plena en la producción. • Confirma la posibilidad de fabricar
un cambio dentro del entorno de producción normal. • No es
un sustituto o extensión del proceso de validación del
producto • Un procedimiento escrito y diagrama de flujo
debe definir el proceso y sus requisitos.
- Estación de Verificación
(Inspección Final/CARE/ GP12)
- – Debe ser realizada antes de embarque – Puede ser al
100% o muestreo de acuerdo al riesgo e historia de
parte. – El listado de Verificación debe ser claro,
actualizado de acuerdo a la retroalimentación del
cliente y problemas FR – Los métodos de conteo,
escucha, toque y señalar deben ser mencionado en el
trabajo estandarizado. – La retroalimentación a la línea
de producción con el hallazgo debe ser estandarizado y
apoyado con límites de alarma.
- – Debe ser realizada antes de embarque – Puede ser al
100% o muestreo de acuerdo al riesgo e historia de
parte. – El listado de Verificación debe ser claro,
actualizado de acuerdo a la retroalimentación del
cliente y problemas FR – Los métodos de conteo,
escucha, toque y señalar deben ser mencionado en el
trabajo estandarizado. – La retroalimentación a la línea
de producción con el hallazgo debe ser estandarizado y
apoyado con límites de alarma.
- Implementación del Sistema Andon
- • Puede ser por alarmas, iluminación o equivalente. • Ayuda al
miembro del equipo a avisar cuando ocurre una anormalidad. • LPA
puede ser usado para verificar la efectividad del Sistema Andon
- • Puede ser por alarmas, iluminación o equivalente. • Ayuda al
miembro del equipo a avisar cuando ocurre una anormalidad. • LPA
puede ser usado para verificar la efectividad del Sistema Andon
- Alarma y Proceso de
Escalamiento
- El proceso de alarma dirige a las funciones de apoyo a: Ir y Ver el problema (‘Go and See’) Aplicar
contención para prevenir mayor flujo de defectos Iniciar la solución del problema
- El proceso de alarma dirige a las funciones de apoyo a: Ir y Ver el problema (‘Go and See’) Aplicar
contención para prevenir mayor flujo de defectos Iniciar la solución del problema
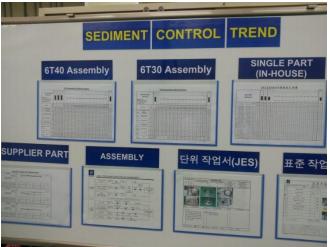
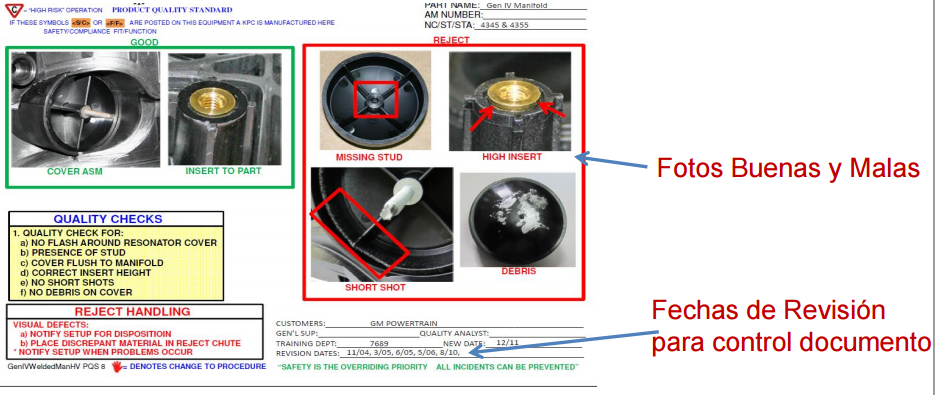
- Controles Visuales ---- Estándares Visuales –
Comunicados y Entendidos
- • Estándares Visuales tales como muestras de
Límite, alertas de Calidad y partes maestras deben
ser comunicados a todo el equipo. • Los
Documentos de Estándar Visual deben ser
controlados. • Los estándares deben ser
actualizados basados en FR y retroalimentación del
cliente.
- • Estándares Visuales tales como muestras de
Límite, alertas de Calidad y partes maestras deben
ser comunicados a todo el equipo. • Los
Documentos de Estándar Visual deben ser
controlados. • Los estándares deben ser
actualizados basados en FR y retroalimentación del
cliente.
- Confirmación de
Reparación y
Retrabajo
- Retroalimentación
– Enfoque hacia
adelante
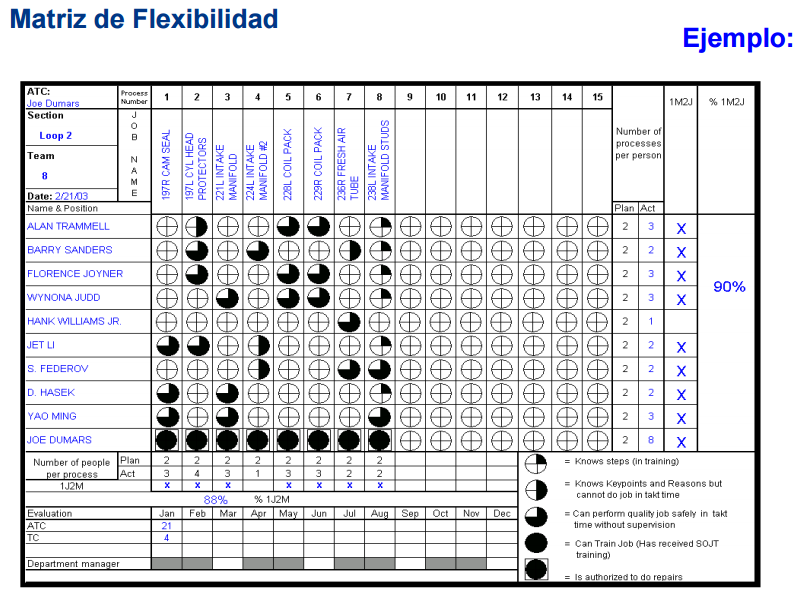
- Entrenamiento
- • Los lideres deberán utilizar planes
anuales de entrenamiento para
desarrollar a sus empleados Se debe
dar consideración especial para
empleados nuevos, personal asignado a
nuevos roles o personal o posiciones
temporales • Debe existir
entrenamiento para los empleados y
debe estar basado en el diagnóstico de
necesidades
- • Los lideres deberán utilizar planes
anuales de entrenamiento para
desarrollar a sus empleados Se debe
dar consideración especial para
empleados nuevos, personal asignado a
nuevos roles o personal o posiciones
temporales • Debe existir
entrenamiento para los empleados y
debe estar basado en el diagnóstico de
necesidades
- Control de
Contaminación
- Contaminación: Fluido / Material Original del
proveedor Transferidos del proveedor a las líneas
de GM Manejo de Material/Fluido en la estación
Limpieza del Sistema no completado
correctamente dejando restos de sedimentos
Material abrasivo incorrecto o tamaño de
partículas prohibido así como uso de materiales
prohibidos.
- Contaminación: Fluido / Material Original del
proveedor Transferidos del proveedor a las líneas
de GM Manejo de Material/Fluido en la estación
Limpieza del Sistema no completado
correctamente dejando restos de sedimentos
Material abrasivo incorrecto o tamaño de
partículas prohibido así como uso de materiales
prohibidos.
- Material No conforme /
Identificación de
Material
- Global Supplier Quality:To be leaders of an enterprise approach to ensure our suppliers achieve launch and quality excellence
Anexos de mídia
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Quer criar seus próprios Mapas Mentais gratuitos com a GoConqr? Saiba mais.