253783
verbrauchsgesteuerte Disposition (11)
- Ablauf
- nicht zukunfsorientiert, sondern vergangenheitsorientiert
- zukünftiger Bedarf wird anhand vergangenheitswerten
aus dem Produktionsplan ermittelt
- i.d.R. Anwendung bei nicht vorhandener Stückliste
- Unter der Annahme, dass sich die künftige Bedarfsentwicklung analog der
vergangenen Bedarfsentwicklung gestaltet, wird mithilfe statistischer Methoden aus
den Bedarfswerten der Vergangenheit auf den zukünftigen Bedarf geschlossen
- Das Verfahren wird oft in der Konsumgüterindustrie und bei der Planung geringwertiger Güter
angewandt oder wenn deterministische Methoden nicht anwendbar sind (z.B. Ersatzteilbedarf)
- nicht zukunfsorientiert, sondern vergangenheitsorientiert
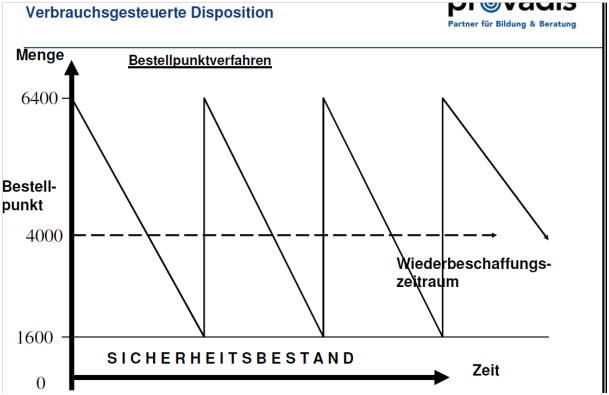
- Bestellpunktverfahren ( Menge fest, Zeit variabel)
- Regel
- !Bestelle immer dann die festgelegte (optimale) Bestellmenge, wenn der verfügbare
Bestand den vorab fixierten Meldebestand (Bestellpunkt) erreicht hat“
- !Bestelle immer dann die festgelegte (optimale) Bestellmenge, wenn der verfügbare
Bestand den vorab fixierten Meldebestand (Bestellpunkt) erreicht hat“
- Bestellpunkt(Meldebestand)
- Der Bestellpunkt als Bestandsgröße ist so festzulegen, dass er den Bedarf abdeckt, der zwischen
der Bestellauslösung und der Bereitstellung im Lager voraussichtlich auftreten wird
- Der Bestellpunkt als Bestandsgröße ist so festzulegen, dass er den Bedarf abdeckt, der zwischen
der Bestellauslösung und der Bereitstellung im Lager voraussichtlich auftreten wird
- Sicherheitsbestand
- Aufgabe : Lieferterminabweichungen oder
Bedarfsschwankungen auffangen
- Aufgabe : Lieferterminabweichungen oder
Bedarfsschwankungen auffangen
- Bestellpunkt
- Bestellpunkt = durchschnittlicher Verbrauch x Wiederbeschaffungszeit
+ Mindestbestand (Sicherheitsbestand)
- Bestellpunkt = durchschnittlicher Verbrauch x Wiederbeschaffungszeit
+ Mindestbestand (Sicherheitsbestand)
- Wiederbeschaffungszeit
- Beschaffungsvorbereitung = 2 Tage
- Lieferzeit = 23 Tage
- Transportzeit = 4 Tage
- Materialannahme und Prüfung = 1 Tag
- Gesamt 30 Tage
- Beschaffungsvorbereitung = 2 Tage
- Beispiel
- Durchschnittlicher Tagesbedarf : 80 Stck.
- Wiederbeschaffungszeit : 30 Tage
- Sicherheitsbestand : 20 Tage (1.600 Stck.)
- Meldebestand (Bestellpunkt) =
- = 2.400 + 1.600
- = 2.400 + 1.600
- = 4.000
- Durchschnittlicher Tagesbedarf : 80 Stck.
- Regel
- Bestellrhythmusverfahren
(Menge variabel, Zeit fest)
- Variante des Bestellpunktverfahrens, bei der nicht nach jedem Lagerabgang, sondern in periodischen
Abständen geprüft wird, ob eine Bestellung auszulösen ist
- Bestellmengenermittlung
- Prognosebedarf x Bestellintervall u. Beschaffungszeit
- + Sicherheitsbestand für die Eindeckungszeit
- - Restlagerbestand
- = Bestellmenge
- Prognosebedarf x Bestellintervall u. Beschaffungszeit
- Beispiel
- Prognosebedarf : 100 Stck. pro Woche
- Beschaffungszeit : 3 Wochen
- Bestellintervall : 6 Wochen
- Sicherheitsbestand : 90 Stck.
- Bestellmenge =
- 100 x (6 + 3 ) + 90 – Restlagerbestand
- = 990 – Restlagerbestand
- Prognosebedarf : 100 Stck. pro Woche
- Vorteile
- Kontrollaufwand geringer
- Rückgang Anzahl Einzelbestellungen
- Lagerhüter werden aufgedeckt
- Kontrollaufwand geringer
- Nachteile
- Höhere Sicherheitsbestände
- nicht vorhergesehener Mehrbeedarf wird nicht rechtzeitig berücksichtigt
- Höhere Sicherheitsbestände
- Variante des Bestellpunktverfahrens, bei der nicht nach jedem Lagerabgang, sondern in periodischen
Abständen geprüft wird, ob eine Bestellung auszulösen ist
Media attachments
{kind=link}
Want to create your own Mind Maps for free with GoConqr? Learn more.